(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ФАСОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1976 |
|
SU599955A1 |
| Автомат для резки труб | 1981 |
|
SU977117A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для снятия фасок | 1991 |
|
SU1816657A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Устройство для соединения скобойдЕТАлЕй C ОТВЕРСТияМи | 1978 |
|
SU844110A1 |
| УСТРОЙСТВО для БЕСКОПИРНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХКРУГОВ | 1970 |
|
SU282087A1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |

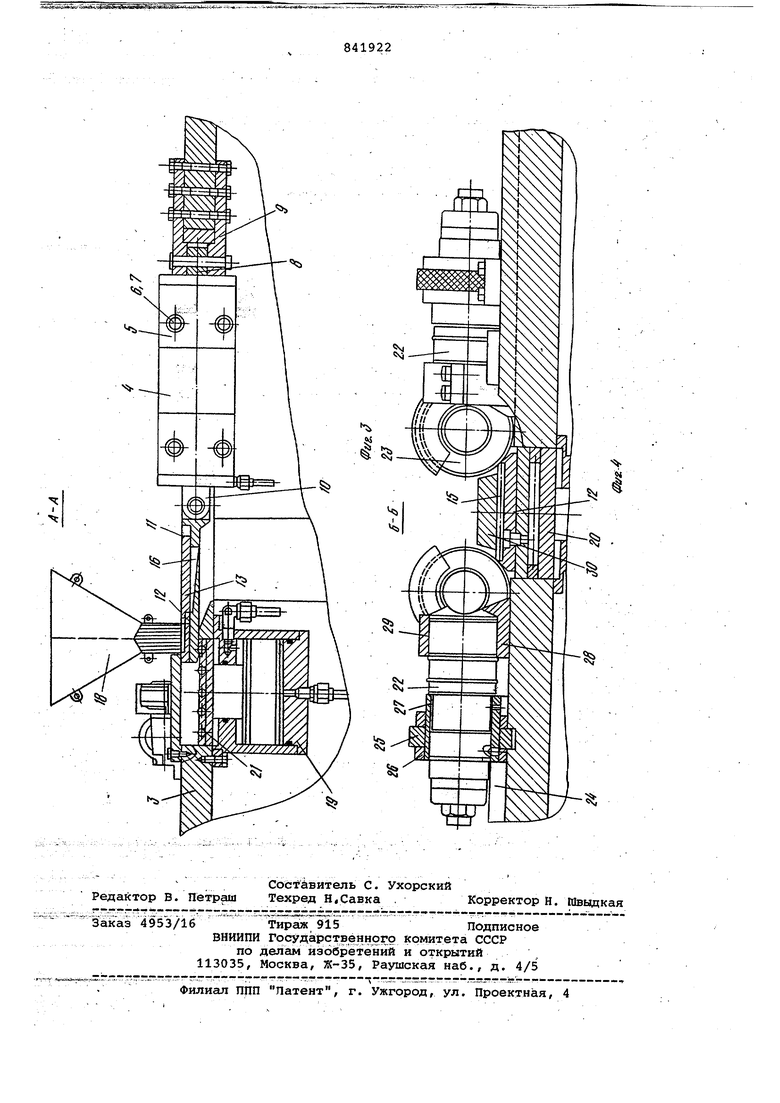
.;-;. . , 1 Изобретение относится к устройствам для снятия фасок шлифованием на деталях типа осей и может быть применено во всех отраслях пролышленности. -Известен станок дJlя шлифования фасок на торцах трубок, в котором зажим для крепления комплекта трубок в кармане качающегося рычага после контакта их с торцов с неподвнжНЕЯМ УПОРОМ выполнен в виде прижимной губки., Шарнирно присоединенной к подпружинен ному эксцентрику, поворотному вокруг закрепленного на качающемся рычаге шарнира под воздействием подпружинен ного углового рычага, управляемого неподвижным копиром при вращении диска flj., . Устройство сложно в переналадке и не обладает достаточной универсаль ностью . Известно устройство для обработки тел вращения, содержащее основание, шлифовальную бабку с приводом, непод вижный и подвижный элементы с буртами, образующими пенал для устанавливаемых изделий . Недостатком устройства также явля етсямалая универсальность. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем,что подвижный элемент выполнен в виде каретки с наклонным сквозным каналом, с зажимом и приводом возвратно-поступательного -перемещения от введенного в устройство гидроцилиндра. На фи. 1 показано устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 разрез А-А на фиг. 2, на фиг. 4 - разрез В-В на фиг. 2. Устройство состоит из сварной станины 1, в сквозных продольных пазах 2 съемной плиты 3 которой установле ны цилиндры перемещения 4. Корпус 5 цилиндра 4 -выполнен с перегородкой и содержит на.своих боковых поверхностях упор для включения клапанов (фиг. 2) и ролики б с осями 7, охватывающие плиту 3. Один из штоков В закреплен с помощью державки 9 на 1Ьлите 3. JJpyro шток 10 цилиндра 4 связан с кареткой 11. Кгикдая из кареток 11 снабжена сменными ложементами 12 и зажимами 13 с пружинакда 14. Сменные ложементы 12 выполнены с торцовыми и боковцкт буртиками, образующими с зажимами 13 .пенал для обрабатываемых осей 15. Каждая из кареток 11 выполнена со сквозным наклонным каналом 16 для выпадания осей после снятия фасок в лоток 17. Haji пеналами сменных ложементов 12 установлены магазины 18 с осями 15. Магазины выполнены с многорядной загрузкой осей (10 шт. и регулируемыми по длине, что позволяет обрабатывать детали группами и различной длины. Один из магазинов обеспечивает загрузку дета (лей одного диаметра и длиной от 20 до 75 мм, а другой - от 75 до .140 мм Под плитой 3 установлены цилиндры 19 прижима, штоки которых связаны с при жимом 20, имеющим свободно установленные ролики 21. На плите 3 перпендикулярно продольн ом пазам 2 с каретками 11 установлены пневматические машинки 22 со шлифовальными кругами 23. Машинки 22 установлены с возможностью их регулирования относительно кареток 11 с осями 15. Перемещение их в поперечных пазах 24 осуществляется с помощью гаек 25, которые уста новлены между боковыми гранями в опо рах 26 и охватывают резьбовые втулки 27, закрепленные на машинках 22. Для крепления пневматических маши нок 22 на плите 3 после наладки предусмотрены основание 28 с крышками 29 и болты. На плите 3 закреплены державки 30. , Устройство работает следующим образом. . В исходном положении цилиндры перемещения 4 вместе с каретками отвед ны, штоки цилиндров 19 прижима находятся в нижнем положении вместе с прижимами 20. Пенал каретки находится под магазином. Машинки вместе с инструментом регулируются на необходимое расстояние от оси продольного паза с помощью гаек 25 и затем крепя . ся на плите. После загрузки деталей в пенал осуществляется подача их вместе с ка реткой 11 к шлифовальным кругам от перемещения корпуса 5 цилиндра 4. Оси в магазине отсекаются зажимами 13. В. конечном положении корпуса 5 цилиндра 4 подается сигнал на включение цилиндров 19, осуществляя прижим поданных деталей в каретке к держателю 30. Усилие прижима регулируется. Осуществляется рабочий ход штоков цилиндров 4, связанных с каретками. Детали, прокатываясь ме;«лу державкой 30 и ложементом 12, проходят мимо шлифовальных кругов 23, имеющих заходные конуса и прямой участок с шириной, равной или большей длины развертки обрабатываемой оси. Зажимы 13 при прокатывании осей отводятся ими. После снятия фасок у всей группы осей зажим 13 отводится полностью и от- . крывает С1 возной канал в каретке. Оси при дальнейшем движении каретки падают в сквозные каналы кареток 11 и скатываются по наклонной плоскости в лотки. Устройство легко переналаживается и позволяет обрабатывать детали с двух сторон. Формула изобретения Устройство для обработки фасок, содержащее основание, шлифовальную бабку с приводом, неподвижный и подвижный элементы с буртами, образую|щими пенал для устанавливаемых изделий, о. т л и ч а ю щ е е с я темд что, с целью расширения технологических возможностей, подвижный элемент выполнен в виде каретки с наклонным сквозным каналом, с зажимом и приводом возвратно-поступательного перемещения UT введенного в устройство гидроцилиндра. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 175410, кл. В 24 В 9/00, 1965. 2.Авторское свидетельство СССР № 448116, кл. В 24 В 5/14, 1975.
