Изобретение относится к производству изделий сборного бетона и железобетона.
Наиболее близким к предлагаемому является способ изготовления труб центрифугированием, включающий установку арматурного каркаса, подачу в него бетонной смеси, ее центрифугирование и последующую термообработку 1.
Недостатком известного способа является низкая производительность из-за необходимости иметь два стенда, один из которых служит для снаряжения формы арматурным каркасом, а другой - для загрузки в нее бетонной смеси. При этом стенд для загрузки бетонной смеси выполнен в виде кантователя с приводом для вращения формы, т.е. представляет собой сложную конструкцию.
Цель изобретения - повыщение производительности.
Указанная цель достигается тем, что согласно способу изготовления длинномерных центрифугированных железобетонных изделий, включающем установку арматурного каркаса, подачу в него бетонной смеси, ее центрифугирование и последующую термообработку, установку арматурного каркаса осуществляют на эластичный лоток, подают в него бетонную смесь, после чего каркас вводят в форму, поворачивают, а эластичный лоток извлекают.
На фиг. 1 схематично изображено устройство для изготовления длинномерных труб; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для изготовления длинномерных центрифугированных железобетонных изделий включает установку арматурного каркаса 1 на эластичный лоток 2, который смонтирован на подъемно-опускном желобA-/I
чатом основании 3. В арматурный каркас подают бетонную смесь, после чего эластичный лоток закрепляют на арматурном каркасе и вводят его в форму. Эта операция осуществляется передвижением по рельсовому пути 4 тележек 5 и 6 с установленной на них неразъемной формой 7 навстречу арматурному каркасу. На тележках смонтированы опорные ролики 8.
По мере приближения неразъемной фор0 мы секции подъемно-опускного желобчатого основания опускаются. При дальнейщем перемещении, по мере приближения торца 7 формы последующие секции поочередно опускаются до полного ввода на лотке 2 арматурного каркаса 1 и бетонной смеси.
Снаряженную таким образом форму 7 при помощи приводных опорных роликов 8 тележки 5 поворачивают до освобождения эластичного лотка 2. Оба его конца отсоединяют от арматурного каркаса 1, а один
0 из ее концов закрепляют к неподвижному упору 9, как показано на фиг. 1.
Форма 7 на тележках 5 и 6 возвращается в первоначальное положение, при этом эластичный лоток 2 в процессе перемещения формы извлекается из нее и ложится обрат5 йой стороной на подъемно-опускное желобчатое основание 3. На торцы снаряженной формы 7 через концы арматурных стержней надевают и закрепляют оголовки (не показаны) и производят натяжение рабочей ар: матурь каркаса 1. Подготовленную таким
0 образом форму 7 устанавливают на роликовук| центрифугу, где производят центрифугиррвание. Далее цикл повторяется.
Таким образом, предлагаемый способ позволяет повысить производительность при изготовлении длинномерных центрифугиро5 ванных железобетонных изделий.
6-S
f X / . AVX/
//////У/////
фие.г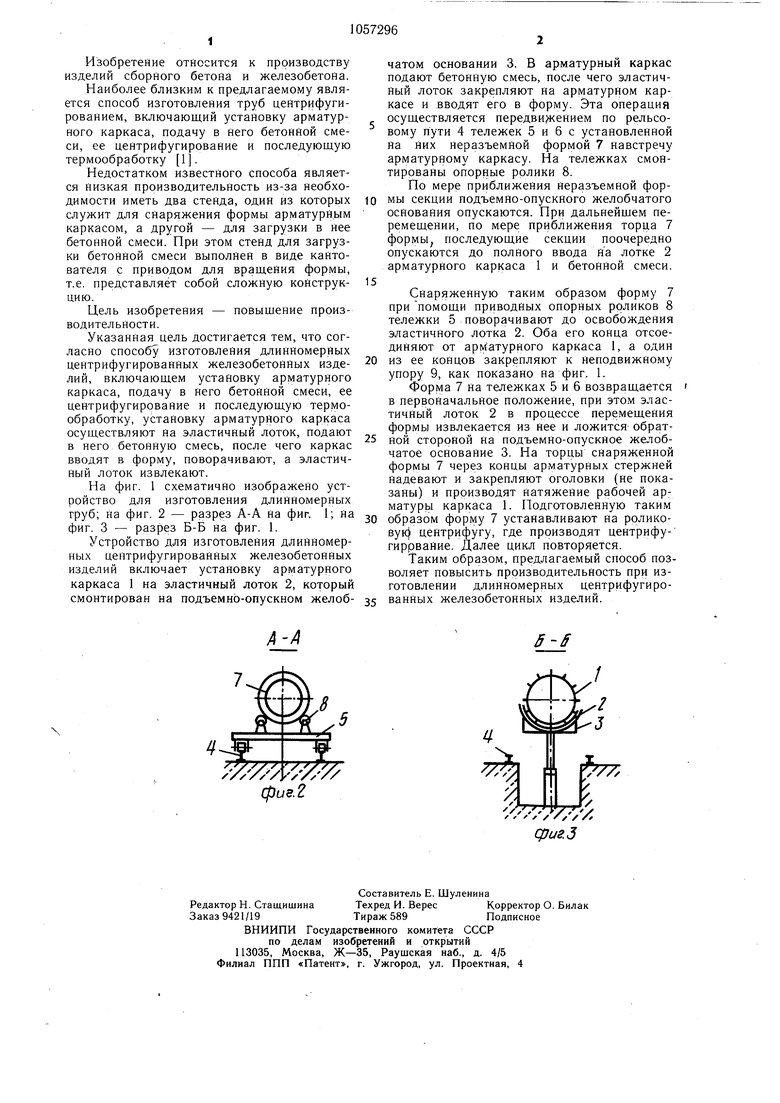
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1984 |
|
SU1186501A1 |
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1985 |
|
SU1289682A1 |
| Технологическая линия для изготовления центрифугированных железобетонных опор | 1990 |
|
SU1802796A3 |
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1991 |
|
SU1825738A1 |
| Способ совместного изготовления секций центрифугированной железобетонной стойки | 2023 |
|
RU2817348C1 |
| Составная форма для изготовления центрифугированных изделий из бетонных смесей | 1985 |
|
SU1364482A1 |
| Технологический комплекс для изготовления бетонных и железобетонных изделий | 1991 |
|
SU1838106A3 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ГУСТОАРМИРОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU329021A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ЦЕНТРИФУГИРОBAHJ4blX ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, включающий установку арматурного каркаса, подачу в него бетонной смеси, ее центрифугирование и последующую термообработку, отличающийся тем, что, с целью повышения производительности, установку арматурного каркаса осуществляют на эластичный лоток, подают в него бетонную смесь, после чего каркас вводят в форму, поворачивают, а эластичный лоток извлекают. (Л CZ СП to CD 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Попов А | |||
| Н | |||
| и др | |||
| Оборудование для производства бетонных и железобетонных труб | |||
| М., «Машиностроение, 1965, с | |||
| Насос | 1917 |
|
SU13A1 |
