Изобретение относится к сварке, а именно к конструкциям устройств для контактной сварки арматурных каркасов, и может бысть использовано в строительной промышленности для изготовления каркасов крупногабаритных железобетонных колец.
Цель изобретения - повышение производительности за счет механизации процесса сборки арматурных каркасов под сварку.
Указанная цель достигается тем, что устройство снабжено системой механизированной подачи арматурных стержней в зону сварки.
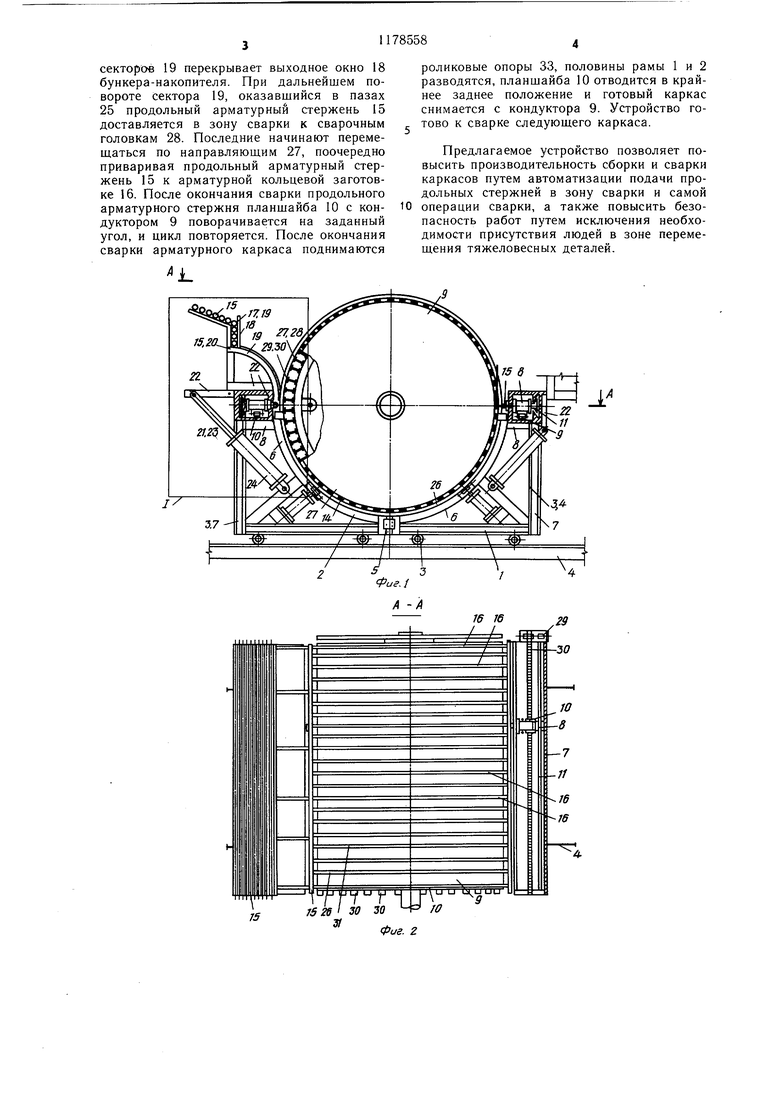
На фиг. 1 схематически представлена установка, обший вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1.
Устройство содержит раму, состоящую из двух половин 1 и 2, каждая из которых с помошью роликов 3 может перемеш,аться по рельсам 4. В рабочем положении рамы фиксируются с помощью замка 5. На рамах смонтированы дугообразные ложементы 6, стойки 7 и поперечины 8, образующие жесткую конструкцию. В рабочем положении центры окружностей дугообразных ложементов 6 совпадают между собой и располагаются на оси кондуктора 9, закрепленного на вращающейся планшайбе 10 и опирающегося на ложементы 6. Кондуктор 9 состоит из сердечника 11, на котором с помощью рычагов 12 закреплены подвижные балки 13 с токоподводящими шинами 14. Количество и расположение токоподводящих щин 14 соответствует количеству и расположению продольных арматурных стержней 15. Балки 13 с токоподводящими шинами 14 с помощью рычагов 12 могут перемещаться в радиальном направлении, меняя диаметр кондуктора 9, что позволяет установить на нем арматурные кольцевые заготовки 16 и зафиксировать их в рабочем положении. Планшайба 10 установлена на рельсах ( показаны) с возможностью осевого перемещения.
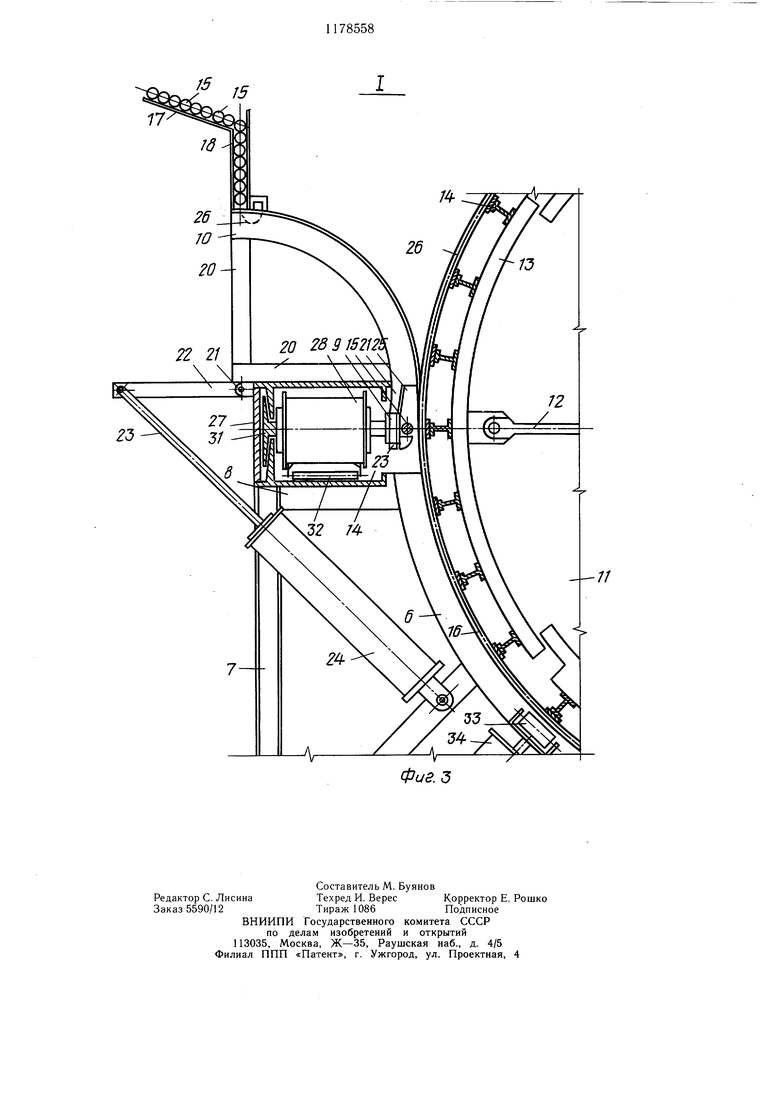
На поперечине 8 каждой из половин рамы 1 и 2 симметрично относительно кондуктора 9 смонтированы бункера-накопители и механизмы пощтучной подачи арматурных стержней. Бункер-накопитель представляет собой лоток 17, в котором уложены продольные арматурные стержни 15. В нижней части лотка выполнено выходное окно 18, щирина которого равна диаметру арматурных стержней 15, что позволяет им выходить из окна только поочередно. Под бункером-накопителем смонтирован механизм пощтучной подачи арматурных стержней, представляющий собой ряд секторов 19, которые с помощью перекладин 20 закреплены на шарнирах 21 с возможностью одновременного поворота в плоскости, перпендикулярной оси кондуктора 9. Поворот секторов 19 осуществляется с помощью рычага 22, щарнирно связанного со штоком 23 пневмоцилиндра 24 привода поворота. Сектора 19 смонтированы таким образом, чтобы их поверхность перекрывала выходное окно 18 бункера-накопителя, препйтствуя самопроизвольному выпаданию из него продольных арматурных стержней 15. На конце секторов 19 выполнены пазы 25, размеры которых обеспечивают свободное размещение продольного арматурного стержня 15. Между секторами 19 на корпусе со стороны кондуктора 9 бункера-накопителя закреплены подпружиненные фиксаторы 26, представляющие собой пластины, установленные с возможностью поворота, при этом в исходное положении пластина расположена вертикально, а ее длина больше глубины пазов 25. Кроме того, на поперечине 8 по обе стороны от кондуктора 9 симметрично его оси смонтированы направляющие 27, в которых установлены сварочные головки 28.
0 Последние с помощью привода 29 цепной передачи 30 и роликов 31 и 32 могут перемещаться в направляющих вдоль оси кондуктора. В нерабочем положении (при отведенных половинах рамы 1 и 2) кондуктор поддерживается роликовыми опорами 33, связанными с приводами 34. Сварочные головки 28 и свободные концы токопроводящих шин 14 с помощью гибких токопроводов связаны с источником питания сварочной машины (не показаны).
0 Устройство работает следующим образом. В исходном положении планшайба 10 с кондуктором 9 выведена из сварочной установки, и свободный конец кондуктора 9 опирается на одну из пар роликовых опор 33. Подвижные балки 13 с токоподводящими
5 шинами 14 рычагами 12 сведены до диаметра, меньшего диаметра арматурной кольцевой заготовки 16. В этом положении арматурные кольцевые заготовки 16 монтируются на кондукторе 9, подвижные балки 13 раздвигаются и кольцевые заготовки 16 фик0 сируются в рабочем положении. Планшайба 10 вводится между половинами рамы 1 и 2 . (исходном положении они раздвинуты), половины рамы 1 и 2 сдвигаются и фиксируются замком 5. Роликовые опоры 33 приво, дами 34 опускаются, и кондуктор 9 ложится на ложементы 6. Сектора 19 механизма поштучной подачи арматурных стержней находятся в исходном положении (фиг. 3). Цикл работы устройства задается оператором с помощью программного устройства и
0 протекает следующим образом. Сектора 19 штоком 23 поворачиваются на 90°, и паз 25 оказывается под выходным окном 18 бункера-накопителя, при этом стенка паза 25 и подпружиненный фиксатор 26 образуют щель, в которой может размещаться только
5 один продольный арматурный стержень 15. При обратном повороте сектора 19 продольный арматурный стержень 15 отжимает подпружиненный фиксатор 26, а поверхность
секторов 19 перекрывает выходное окно 18 бункера-накопителя. При дальнейшем повороте сектора 19, оказавшийся в пазах 25 продольный арматурный стержень 15 доставляется в зону сварки к сварочным головкам 28. Последние начинают перемещаться по направляюшим 27, поочередно приваривая продольный арматурный стержень 15 к арматурной кольцевой заготовке 16. После окончания сварки продольного арматурного стержня планшайба 10 с кондуктором 9 поворачивается на заданный угол, и цикл повторяется. После окончания сварки арматурного каркаса поднимаются
роликовые опоры 33, половины рамы 1 и 2 разводятся, планшайба 10 отводится в крайнее заднее положение и готовый каркас снимается с кондуктора 9. Устройство готово к сварке следующего каркаса.
Предлагаемое устройство позволяет повысить производительность сборки и сварки каркасов путем автоматизации подачи продольных стержней в зону сварки и самой операции сварки, а также повысить безопасность работ путем исключения необходимости присутствия людей в зоне перемещения тяжеловесных деталей.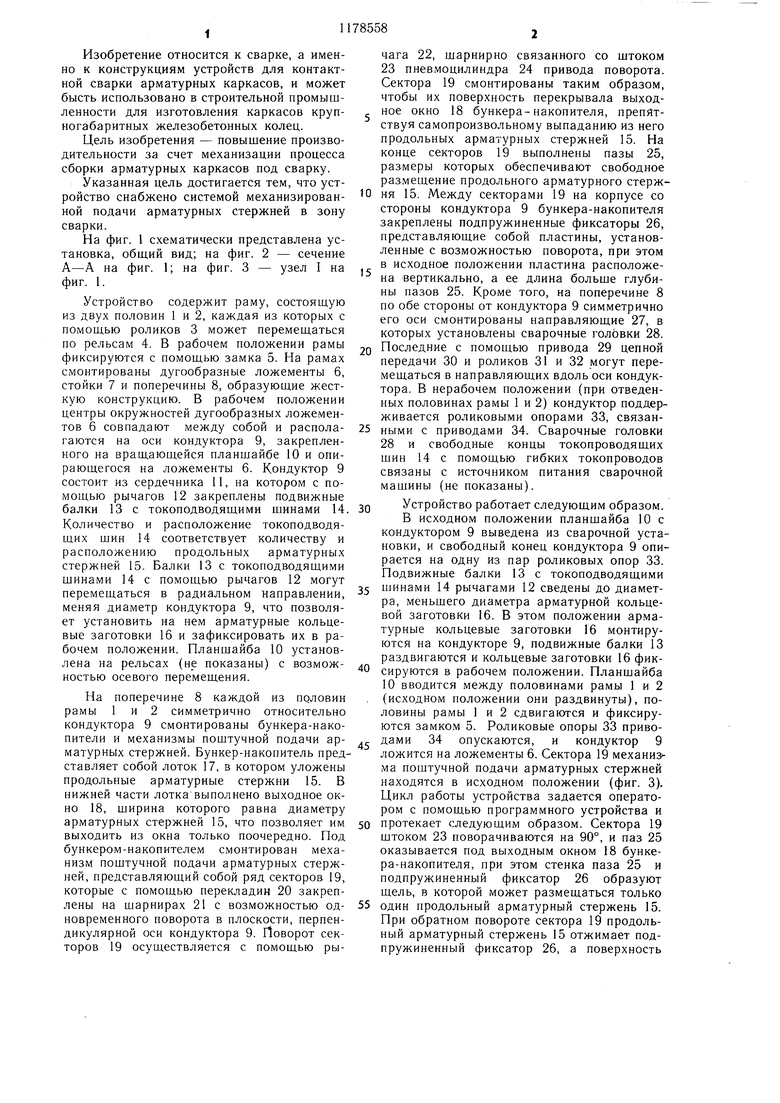
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Линия для сборки и сварки плоских каркасов | 1985 |
|
SU1238927A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Линия для изготовления арматурных каркасов | 1990 |
|
SU1813865A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
1. УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ, содержащее раму с установленными на ней сварочными головками и кондуктор для размещения элементов арматурного каркаса, смонтированный с возможностью вращения относительно рамы, отличающееся тем, что, с целью повышения производительности за счет механизации процесса сборки арматурных каркасов под сварку, устройство снабжено механизмами поштучной подачи арматурных стержней в зону сварки, бункерами-накопителями с выходными окнами и подпружиненными фиксаторами, вышеуказанные механизмы и бункера-накопители размещены на раме по обе стороны от кондуктора симметрично относительно его оси, каждый из механизмов поштучной подачи арматурных стержней выполнен в виде ряда секторов, установленных с возможностью одновременного поворота относительно оси, параллельной оси кондуктора и взаимодействия своей поверхностью с выходным окном соответствующего бункера-накопителя, на концах секторов, обращенных в сторону кондуктора выполнен паз, подпружиненные фиксаторы выполнены в виде пластин, шарнирно закрепленных между секторами механизма пощтучной подачи стержней на срезе выходных окон бункеров-накопителей со стороны кондуктора, при этом рабочая поверхность каждого подпружиненного фиксатора перпендикулярна плоскости выходного окна, а ее длина больше глубины пазов на концах секторов механизмов пощтучной подачи стержней. 2.Устройство по п. 1, отличающееся (Л тем, что рама выполнена разъемной из двух половин, каждая из которых в свою очередь выполнена с возможностью поперечного перемещения относительно кондуктора и фиксации их взаимного положения относительно друг друга. 3.Устройство по п. 1, отличающееся тем, что сварочные головки установлены по обе стороны кондуктора симметрично относи тельно его оси с возможностью перемеще00 ел ния вдоль указанной оси. ел 00
| Устройство для сварки объемных арматурных каркасов | 1973 |
|
SU532496A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Трехпозиционное поляризованное реле | 1959 |
|
SU129972A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
