Изобретение относится к оборудованию для приготовления и литья под давлейием композвдий из быстрореагирукяцих компонентов и может быть использовано в установках, предназначенных для литья низа обуви из полиуретана.
Известно устройство для подачи пенообразугощей композиции, содержащее смесительную камеру с пеоемешивающим элементом и подающий орган. Смесительная камера после окончания работы продувается сжатым воздухом, а при прекращении работы на продолжительное время устройство, разбирается и промывается IJ .
Однако тщательная очистка возможна только после окончания работы устройства. Во время его работы подача пpo 8ывaloщeгo раствора недопустима, так как смешивание оставшегос в корпусе смесительной камеры и на переметиваюн ем элементе раствора с пенополиуретаковой композицией привдит к образованйно пустот во вспенивающемся материале, т.е. к браку.
Наиболее близкой к предлагаемой является литьевая установка для изготовления изделий из полиуретана, содержащая подвижно установленные на ста.нине литьевой агрегат и смесительную 1оловку со шнеком и прессформу 2 .
Недостатками известной литьевой установки является ручная смазка и очистка шнека после впрыска полиуретановой смеси в пресс-форму, причем этот процесс осуществляется нерегулярно, а наносимый слой сма:зки чаще всего неравномерней на поверхности шнека, что повышает трудоемкость обслуживания, обеспечивает невысокое качество .очистки и смазки и требует повышенного расхода смазочных материалов.
Целью изобретения является механизация процесса очистки и смазки торцов смесительной гоЛовки и шнека после впрыска полиуретановой смеси в пресс-форму.
Указанная цель достигается тем, что Литьевая установка для изготовления изделий из- полиуретана, содержащая подвижно установленные на станине литьевой агрегат и смесительную головку со шнеком и пресс-форму снабжена механизмом очистки и смазк торцовсмесительной головки и шнека
выполненным в виде скребка, установленного на напрайляющих трубах для подачи воздуха и смазки, соединенных с приводом их перемещения, а в корпусе скребка выполнено соединенно со склозным пазом для прохода конца щнека цилиндрическое углубление, в котором смонтирован клапан подачи х;мазки.
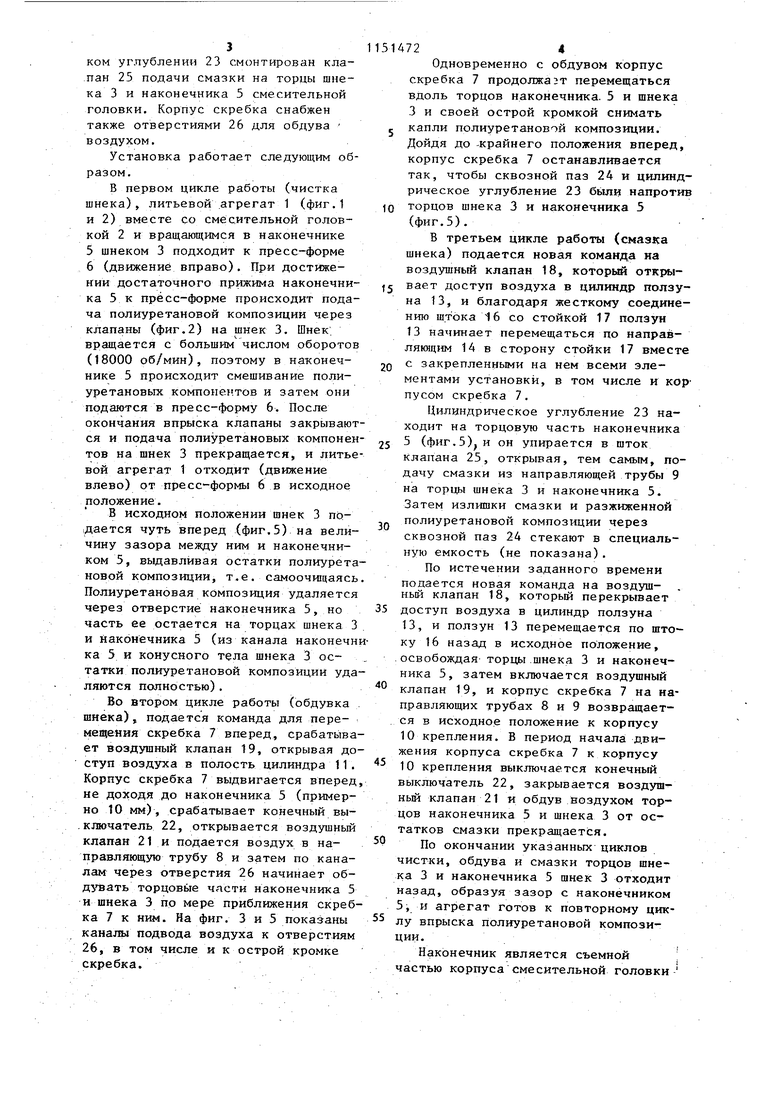
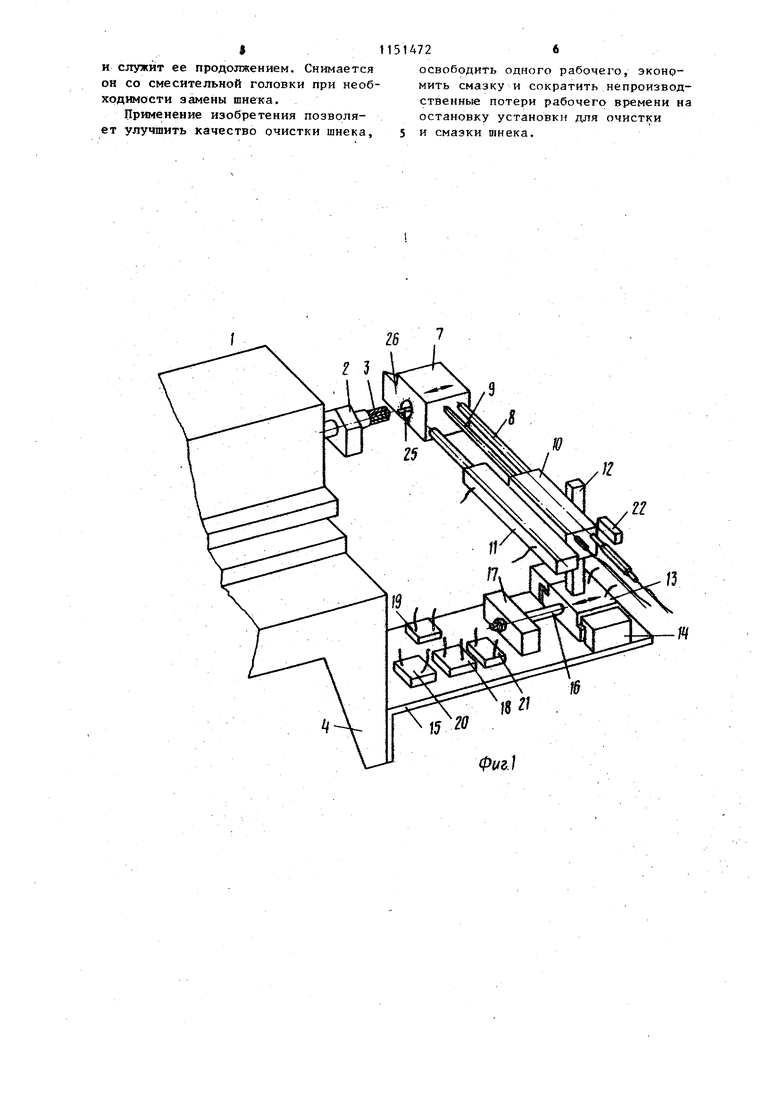
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - момент впрыска смеси в форму; на фиг. 3 скребок, разрез на фиг. 4 - вид А на фиг, 3; на фиг. 5 - отход литьевого агрегата от пресс-формы, чистка торцов шнека и смесительной головки и их смазка.
Установка содержит литьевой агрегат 1 со смесительной головкой 2 и шнеком 3, установленные подвижно на станине 4. Смесительная головка имеет наконечник 5, являющийся корпусом смесительной головки, служащий продолжением ее канала, который предназначен для размещения шнека 3. Литьевой агрегат 1 может перемещаться к пресс-форме 6 для впрыска.
Установка снабжена механизмом очистки и смазки торцов смесительной головки и шнека, выполненным в виде скребка 7, установленного на направляющих трубах 8 и 9;
Труба 8 служит для подачи воздуха, а труба 9 - для подачисмазки на шнек 3. Для перемещения скребка
7вместе с направляющими трубами
8и 9 в корпусе 10 крепления служит воздушный цилиндр 11, который при помощи штанги 12 соединен с корпусом 10 крепления и ползуном 13. Последний установлен в направляющих 14 на основании 15, штоком 16 соединен со стойкой 17 и является одновременно корпусом воздушного цилиндра, в котором размещен шток 16 (фиг.1). При этом шток 16 соединен со стойкой 17 неподвижно, поэтому при неподвижном штоке 16 перемещается ползун 13.
Основание 15 закреплено на станине 4. Для регулирования перемещения скребка 7 имеются воздушные клапаны 18-21, управляемые конечным выключателем 22 подачи воздуха.
В корпусе скребка 7 вьшолнено цилиндрическое углубление 23, связанное со сквозным пазом 24 для прохода конца шнека. В цилиндричес3
ком углублении 23 смонтирован клапан 25 подачи смазки на торцы шнека 3 и наконечника 5 смесительной головки. Корпус скребка снабжен также отверстиями 26 для обдува воздухом.
Установка работает следующим образом.
В первом цикле работы (чистка шнека), литьевой .агрегат 1 (фиг.1 и 2) вместе со смесительной головкой 2 и вращающимся в наконечнике
5шнеком 3 подходит к пресс-форме
6(движение вправо). При достижении достаточного прижима наконечника 5 к пресс-форме происходит подача полиуретановой композиции через клапаны (фиг.2) на шнек 3. Шнек, вращается с большим числом оборотов (18000 об/мин), поэтому в наконечнике 5 происходит смешивание полиуретановых компонентов и затем они подаются в пресс-форму 6. После окончания впрыска клапаны закрываются и подача полиуретановых компонентов на шнек 3 прекращается, и литьевой агрегат 1 отходит (движение влево) от пресс-формы 6 в исходное положение.
В исходном положении шнек 3 подается чуть вперед (фиг.5) на величину зазора между ним и наконечником 5, выдавливая остатки полиуретановой композиции, т.е. самоочищаясь Полиуретановая композиция удаляется через отверстие наконечника 5, но часть ее остается на торцах шнека 3 и наконечника 5 (из канала наконечни ка 5 и конусного тела шнека 3 остатки полиуретановой композиции удаляются полностью).
Во втором цикле работы (обдувка . шнека), подается команда для перемещения скребка 7 вперед, срабатывает воздушный клапан 19, открывая доступ воздуха в полость цилиндра 11. Корпус скребка 7 выдвигается вперед не доходя до наконечника 5 (примерно 10 мм), срабатывает конечный вы.ключатель 22, открывается воздушный клапан 21 и подается воздух в направляющую трубу 8 и затем по каналам через отверстия 26 начинает обд- вать торцовые части наконечника 5 и шнека 3 по мере приближения скребка 7 к ним. На фиг. 3 и 5 показаны каналы подвода воздуха к отверстиям 26, в том числе и к острой кромке скребка.
514724
Одновременно с обдувом корпус скребка 7 продолжазт перемещаться вдоль торцов наконечника. 5 и шнека 3 и своей острой кромкой снимать г капли полиуретановой композиции. Дойдя до -крайнего положения вперед, корпус скребка 7 останавливается так, чтобы сквозной паз 2А и цилиндрическое углубление 23 бьши напротив 10 торцов шнека 3 и наконечника 5 (фиг.5).
В третьем цикле работы (смазка шнека) подается новая команда иа воздушньш клапан 18, который отк1и 5 вает доступ воздуха в цилиндр ползуна t3, и благодаря жесткому соединению штока 16 со стойкой 17 ползун 13 начинает перемещаться по направлякицим 14 в сторону стойки 17 вместе 20 с закрепленными на нем всеми элементами установки, в том числе и корпусом скребка 7.
Цилиндрическое углубление 23 находит на торцовую часть наконечника 25 5 (фиг.5), и он упирается в шток
клапана 25, открывая, тем самым, подачу смазки из направляющей трубы 9 на торцы шнека 3 и наконечника 5. Затем излишки смазки и разжиженной ,.. полиуретановой композиции через
сквозной паз 24 стекают в специальную емкость (не показана).
По истечении заданного времени подается новая команда на воздушный клапан 18, который перекрывает 5 доступ воздуха в цилиндр ползуна
13, и ползун 13 перемещается по штоку 16 назад в исходное положение, .освобождая торцы.шнека 3 и наконечника 5, затем включается воздушный клапан 19, и корпус скребка 7 на направляющих трубах 8 и 9 возвращается в исходно.е положение к корпусу 10 крепления. В период начала движения корпуса скребка 7 к корпусу 10 крепления выключается конечный выключатель 22, закрывается воздушньй клапан 21 и обдув воздухом торцов наконечника 5 и шнека 3 от остатков смазки прекращается. По окончании указанных циклов чистки, обдува и смазки торцов шнека 3 и наконечника 5 шнек 3 отходит назад, образуя зазор с наконечником 5,и агрегат готов к повторному циклу впрыска полиуретановой композиции.
Наконечник является съемной частью корпуса смесительной головки
и служит ее продолжением. Снимается он со смесительной головки при необходимости замены шнека.
Применение изобретения позволяет улучшить качество очистки шнека.
освободить одного рабочего, экономить смазку и сократить непроизводственнью потери рабочего времени на остановку установки для очистки и смазки шнека.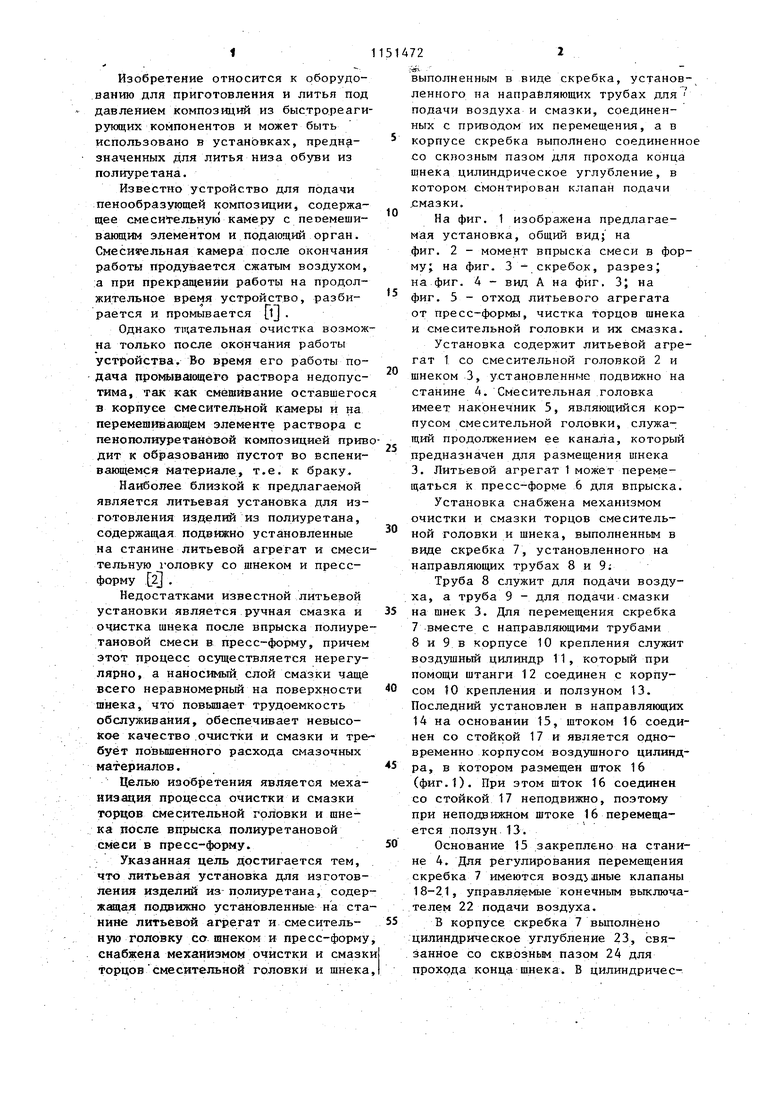
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая установка для изготовления изделий из полиуретана | 1987 |
|
SU1525019A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНЫ ШНЕКА И ОЧИСТКИ СМЕСИТЕЛЬНОЙ КАМЕРЫ ЛИТЬЕВОГО АГРЕГАТА | 2006 |
|
RU2339513C2 |
| Пистолет для подачи консистентной смазки | 1990 |
|
SU1770672A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Смесительно-литьевая головка для изготовления изделий из полимерных материалов | 1973 |
|
SU513873A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2582713C2 |
| ПЕРЕДВИЖНОЙ АВТОМАТИЧЕСКИЙ ГРЕБНЕСМАЗЫВАТЕЛЬ | 2024 |
|
RU2831816C1 |
| Устройство для наполнения емкостей сыпучим материалом | 1980 |
|
SU937272A1 |
| СПОСОБ СВЕРХТОНКОГО РАСПЫЛИВАНИЯ ЖИДКОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2644422C1 |
| Устройство для обдува и смазки пресс-форм | 1981 |
|
SU1015173A1 |

ЛИТЬЕВАЯ УСТАНОВКА ДЛЯ ИЗготоъткт издал1й из ПОЛИУРЕТАНА, содержащая подвижно установленные на станине литьевой агрегат и смесительную головку со шнеком и прессформу, отличающаяся тем, что, с целью механизации процесса очистки и смазки торцов смесительной головки и шнека после впрыска полиуретановой смеси в пресс-форму, она снабжена механизмом очистки и смазки торцов смесительной головки и шнека, вьтолненным в виде скребка, установленного на направляющих трубах для подачи воздуха и смазки, соединенных с приводом их перемещения, а в корпусе скребка вьтолнено соединенное со сквозньи пазом для прохода конца шнека цилиндрическое углубление, в котором смонтирован клапан подачи смазки.
Фиг
f«,2
А/г.З
| t | |||
| Булатов Г.А | |||
| Пенопласты в авиационной технике | |||
| М., Воениздат, 1963, с, 32 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
