Изобретение относится к области переработки пластмасс и может быть использовано при изготовлении изделий с арматурой, например радиотехнических деталей-катушек с арматурой.
Известны литьевые пресс-формы с автоматической подачей цилиндрической арматуры, содержащие подвижную полуформу с вертикально расположенной кассетой и толкателями для горизонтального перемещения арматуры в окна матрицы.
Однако такие пресс-формы не предотвращают перекоса арматуры при падении под действием собственного веса после очередного цикла литья.
Для устранения этих недостатков предлагаемая пресс-форма снабжена смонтированным в подвижной полуформе и перемещаемым с помощью клина фиксирующим устройством, подпружиненные горизонтально расположенные пары фиксаторов арматуры которого установлены ниже окна матрицы на расстоянии одного диаметра арматуры и выполнены с увеличивающейся длиной их в направлении падения арматуры.
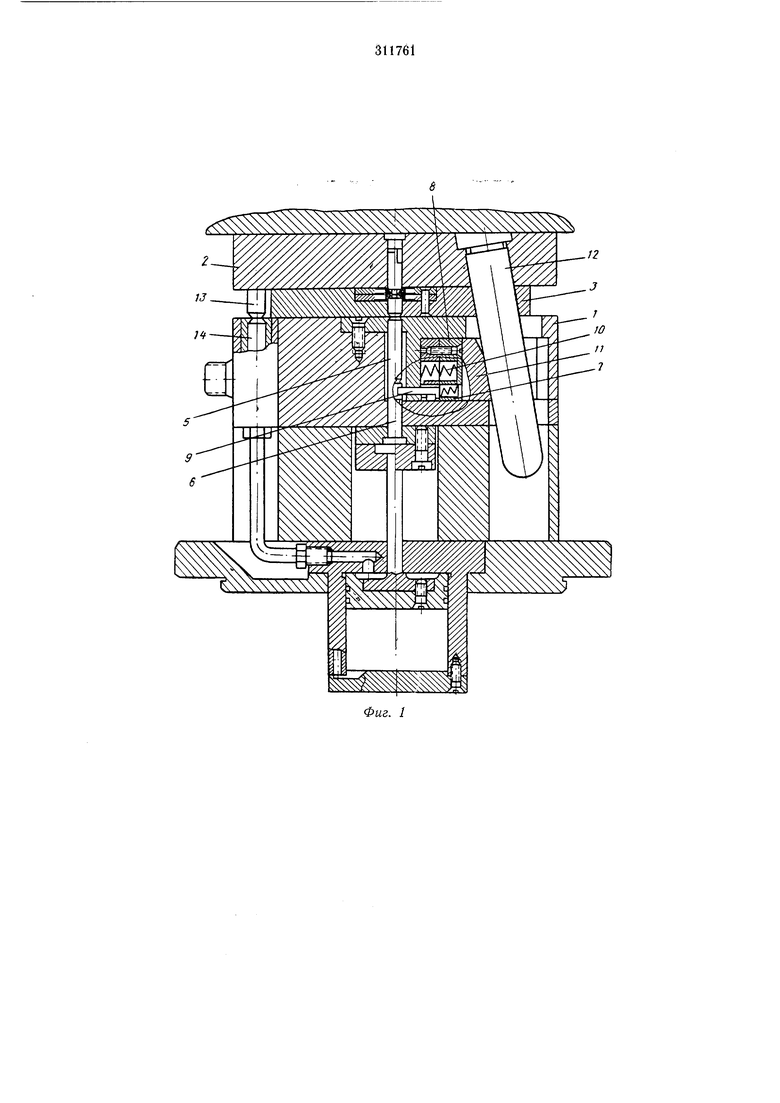
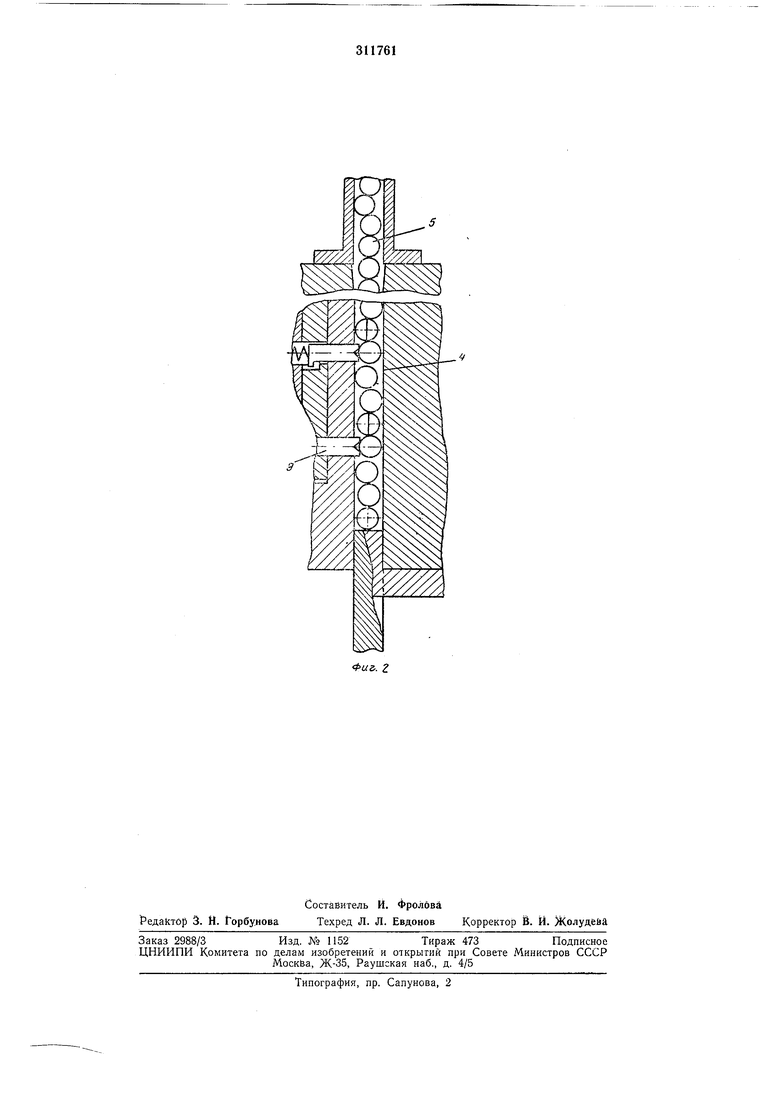
На фиг. 1 изображена предлагаемая прессформа, разрез; на фиг. 2-схема расположения арматуры в колодце.
мещенную между полуформами матрицу 5 и смонтированные в подвижной полуформе вертикально расположенную кассету 4 для арматуры 5, перемещаемые от приводов толкатели 6 для горизонтального перемещения арматуры и фиксирующее устройство 7. Последнее состоит из корпуса 8 с горизонтально расположенными в нем подпружиненными парами фиксаторов 9 арматуры. Фиксаторы установлены ниже окна матрицы на расстоянии одного диаметра арматуры и выполнены с увеличивающейся длиной их в направлении падения арматуры. Корпус 8 снабжен пружиной 10.
Для перемещения фиксирующего устройства пресс-форма снабжена сухарем 11, укрепленным на корпусе 8 фиксирующего устройства, и л естко закрепленным на неподвижной полуформе 2 клином 12, используемым также и для перемещения матрицы.
На полуформе 2 укреплен регулируемый упор 13, а на полуформе / - золотник 14.
Изделия с помощью предлагаемой прессформы изготовляют следующим образом.
При разведенном положении полуформ / и 2 кассету загружают арматурой. В процессе изготовления арматура догружается за счет машинного времени, т. е. за время прессования и выдержки. Количество арматуры в кассете зависит от числа гнезд в пресс-форме и кратности наружного диаметра арматуры межосевому расстоянию гнезд. В положении загрузки фиксаторы и толкатели отведены в исходное положение. При смыкании прессформы клин взаимодействует с сухарем, укрепленным на корпусе фиксирующего устройства, сжимая пружины фиксаторов. Под действием пружины каждая пара фиксаторов фиксирует каждую нижнюю арматуру по отношению к досылаемой в зону прессования. Верхняя арматура устанавливается против окна в матрице. При дальнейшем смыкании пресс-формы регулируемый упор отжимает золотник. Воздух поступает в бесштоковую полость пневмоцилиндра, в результате чего арматура выталкивается толкателями из кассеты. После этого клин окончательно сводит разъемную матрицу. Затем заливают материал. При размыкании полуформ золотник возвращается в исходное положение, в результате чего воздух поступает в штоковую полость пневмоцилиндра. Толкатели отходят в исходное положение, а фиксаторы продолжают удерживать арматуру в горизонтальном положении. При дальнейшем размыкании полуформ клин освобождает сухарь, который под действием пружины отходит вместе с корпусом фиксирующего устройства, отводя вначале верхние фиксаторы, как самые короткие, Благодаря ступенчатому свобдному падению арматура имеет возможность падать только на один диаметр, что обеспечивает ее горизонтальное положение при вертикальном перемещении. В конце раскрытия пресс-формы окончательно разводится матрица, освобождая изделие. Затем цикл повторяется. Предмет изобретения Литьевая пресс-форма с автоматической подачей цилиндрической арматуры, содержащая подвижную полуформу с вертикально расположенной кассетой и толкателями для горизонтального перемещения арматуры в окна матрицы, отличающаяся тем, что, с целью предотвращения перекоса арматуры при падении ее под действием собственного веса после очередного цикла литья, она снабжена смонтированным в подвижной полуформе и перемещаемым с помощью клина фиксирующим устройством, подпружиненные горизонтально расположенные пары фиксаторов арматуры которого установлены ниже окна матрицы на расстоянии одного диамерта арматуры и выполнены с увеличивающейся длиной их в направлении падения арматуры.
7J
12
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма | 1980 |
|
SU946971A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |