Изобретение относится к технологии переработки пластмасс и может быть использовано при многоручьевом экструзионновыдувном формовании полых изделий типа бутылок, игрушек и т.д.
Цель изобретения - повышение качества изделий за счет стабилизации температурного поля расплава по сечению отводного канала.
На фиг. 1 представлена многоручьевая экструзионная головка, обш.ий вид в разрезе (разрез в плоскости деления потоков); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - делитель потока; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - развертка выходного участка делителя; на фиг. 7 - вид Г на фиг. 6 (развертка лопаток).
Экструзионная головка содержит корпус 1 с подводяшим 2 и отводяшим 3 каналами. На входе в отводной канал 3 установлен с возможностью осевого перемеш,ения делитель 4 потока расплава на ручьи 5. Для ограничения осевого перемещения и предотвращения поворота делителя 4 смонтирована щпонка (не показана). Делитель 4 выполнен в виде центрального цилиндрического элемента 6 с рабочей поверхностью, и направляющей кромкой, образованной сходящимися в направлении подводящего канала боковыми поверхностями 7, перпендикулярными оси цилиндрического элемента 6.
На боковых поверхностях цилиндрического элемента 6 закреплены пластины 8 с обтекателями 9, размещенными на выходных концах делителя 4. На выходных концах а делителя 4 пластины 8 и обтекатели 9 имеют вид изогнутых лопаток с криволинейной рабочей поверхностью с сужающимся в направлении выхода поперечным сечением, причем профиль рабочих поверхностей лопаток определяется видом перерабатываемого материала, температурным режимом и т.д. Например, для полиэтилена низкой плотности (ПЭВД) образующие рабочие поверхности лопаток ограничены участком синусоиды, точка перегиба которой расположена на продольной оси делителя 4.
Экструзионная головка работает следующим образом.
Из подводящего канала 2, выполненного в корпусе 1, расплав поступает на делитель
4 и распределяется по боковым поверхностям 7 в отводной канал 3 и далее на ручей 5. При разделении потока на ручьи 5 температурное поле расплава с неравномерностью по концентричным слоям изменяется на поле с диаметрально противоположными темпетатурными слоями. Например, если в подводящем канале 2 температура внутреннего концентричного слоя выше температуры наружного, то при делении горячий и холодный слои расплава оказываются у диаметрально противоположных стенок отводного канала 3 в плоскости, перпендикулярной оси отводного канала 3.
Далее расплав обтекает поверхность пластин 8 на выходных концах делителя 4 и поступает на изогнутые лопатки на выходных концах а, образованных пластинами 8 с обтекателями 9, где потоки расплава перемещаются, меняют свое направление, что
приводит к выравниванию температурного поля по сечению отводного канала 3. Затем расплав поступает в ручьи 5, где формируются трубчатые заготовки. Кроме того, лопатки играют роль и гидравлических сопротивлений, позволяющих регулировать расход расплава по ручьям 5.
Если увеличивается сопротивление в одном из ручьев 5 и соответственно в одном из выходных каналов отводного канала 3. то
изменяется и скорость течения в этом канале. Это приводит к изменению гидродинамического воздействия на лопатки пластин 8 и обтекателей 9. Соответственно увеличивается скорость в противоположном выходном конце отводного канала 3, и, следовательно,
происходит увеличение силы гидродинамического воздействия на другую сторону делителя 4 потока. Под воздействием разности сил делитель 4 сдвигается в сторону меньших усилий. Это приводит к изменению
положения делителя 4 относительно оси подводящего канала 2. Такое перемещение делителя 4 вызывает изменение скоростей по обе стороны делителя 4 и приводит к его передвижению в первоначальное положение. Таким образом, поддерживается постоянство
расхода полимера по обе стороны делителя 4, что обеспечивает также повышение качества изделий.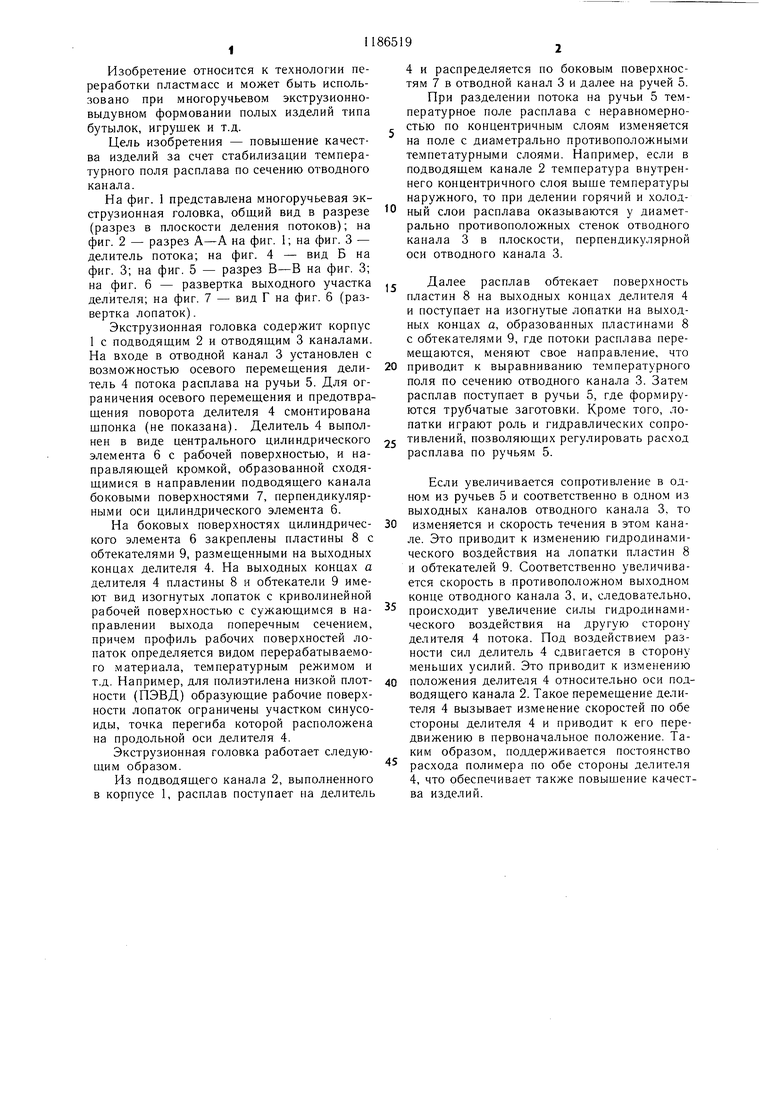
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки пластмасс | 1986 |
|
SU1316843A2 |
| Многоручьевая экструзионная головка для полимерных материалов | 1981 |
|
SU939273A1 |
| Многоручьевая экструзионная головка | 1986 |
|
SU1369909A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1988 |
|
SU1595665A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1987 |
|
SU1466946A2 |
| Многоручьевая экструзионная головка | 1978 |
|
SU722778A1 |
| Экструзионная головка для изготовления изделий из полимерных материалов | 1979 |
|
SU874384A1 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
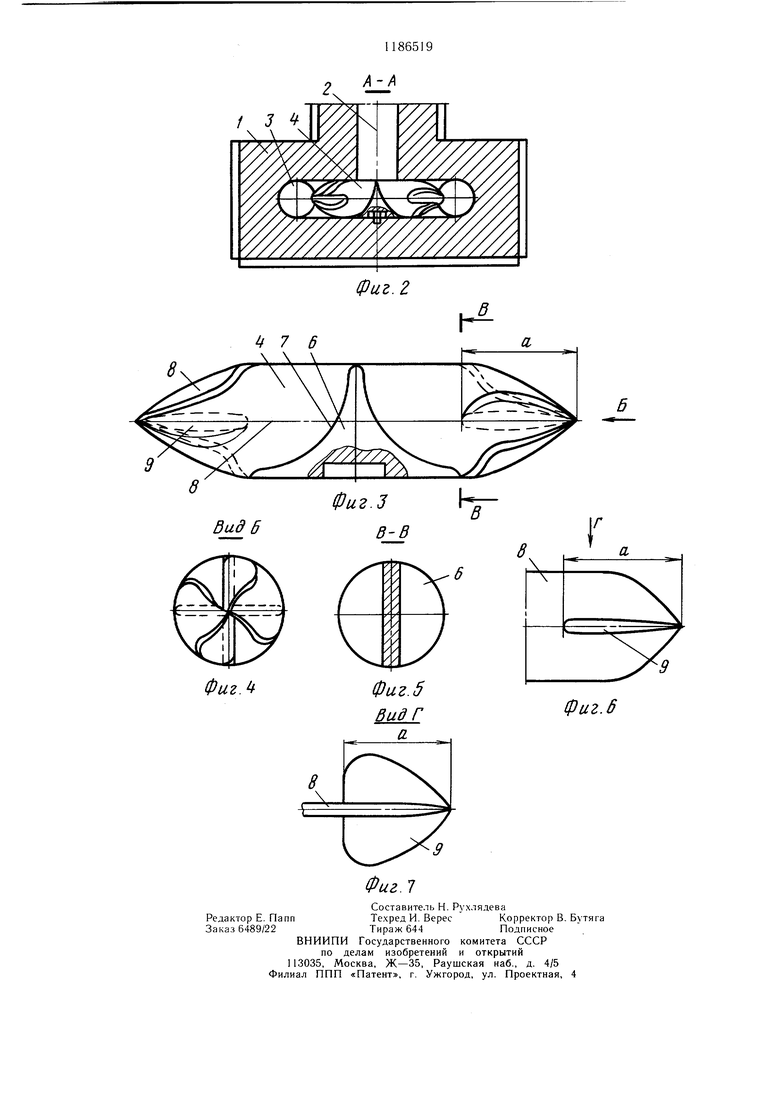
1. МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПР.РР РАБОТКИ ПЛ.АСТМ/ХСС. содержащая корнус, BI Iнолненный с нодводянхим и отводящим кана.1ами, делитель потока, установленный в Ipu2.f отводном канале с возможностью осевого перемещения и выполненный t виде центрального цилиндрического элемент,- . пластин с обтекателями, размещенными на выходных коннах делителя, отличающаяся тем, что, с целью цовышения качества изделий за счет стабилизации температурного ноля расплава но сечению отводного канала, обтекатели и участки пластин на выходных концах делителя выполнены в виде нзогнутых лопаток с криволинейной рабочей новерхностью с сужающимися в направлении вы.ходов отводного канала поперечными сечениями. 2. Голе -ка по н. 1, отличающаяся тем, что образующая рабочей поверхности каждой лопатки ограничена участком синусоиды, точка церегиба которой расположена на продольной оси делителя.
| Патент США Л 3901636, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1981 |
|
SU939273A1 |
| Солесос | 1922 |
|
SU29A1 |
