Изобретение относится к переработке пластмасс и может быть исно. ИкЮвапо при миогоручьевом экстоузиомно-выдув ном формовании HO. ibix изделий TiHia бутылок, иг- pyHjeK и т. д. и я.чяется дополните; ьн|,1м к авт. ев. Л 1186519.
Цель изобретения - повышение надежности работ1з головки при по;|учении за1Ч)- товок требуем1 1х размеров за счет иринуди- тельно1 о регу.чирования но. южения делителя в отводном канале.
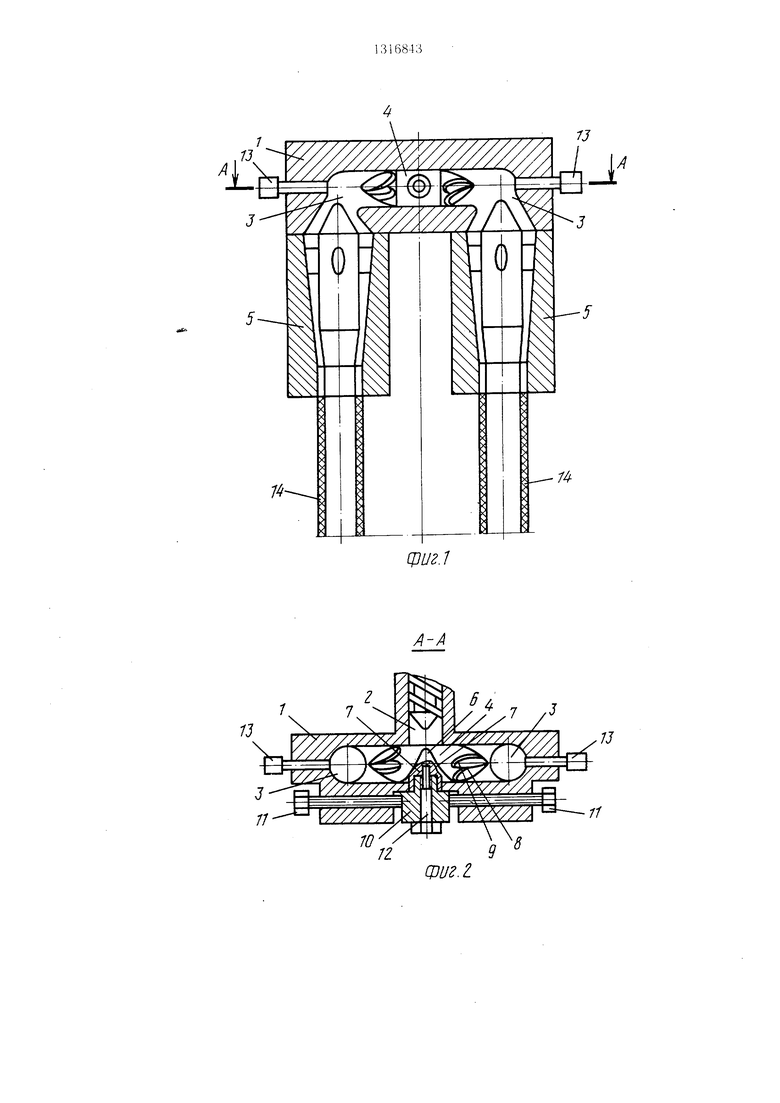
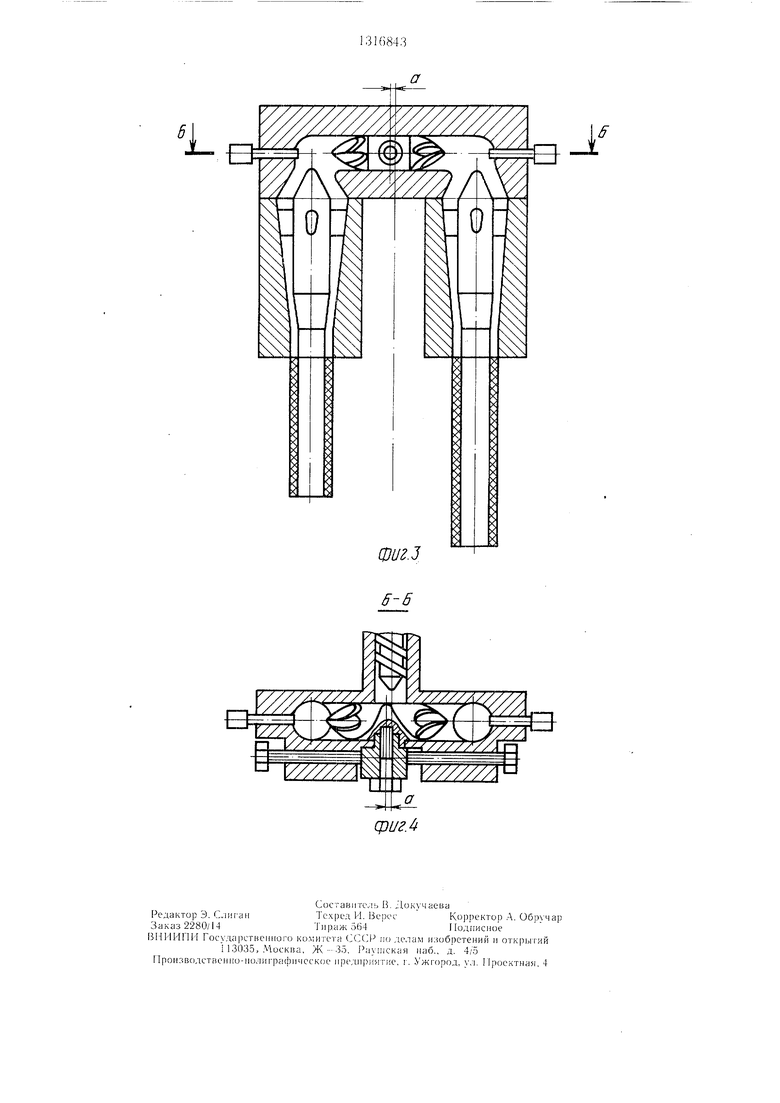
На фиг. 1 схематичееки изображена мно- горучьсЕ ая экетрузиопная головка, разрез, делитель уетановлен соосно иодводящему ка- Ha, iy; на фиг. 2 -- разрез А--А на фиг. 1; на фиг. 3 - многоручье15ая укструзиониая головка, разрез, оеь делителя емеи1ена от- ноеительно оеи подводян;его каиа, 1а; на фиг. 4 - разрез Б - Б на фиг. 3.
Многоручьевая экетрузионная го.човка содержит корнуе 1, выполненный с иодводя- пхим 2 и отводящим 3 каналами. На входе в отводной канал 3 уетановлеи с возможностью осевого неремещеиня делитель 4 потока расплава иа ручьи 5. Делитель 4 выиол- нен в виде центрального цилиндрического э. 1емента 6 с рабочей иоверхноетыо и направляющей кромкой, образованной еходя- щимиея в наирав.тении иодводя цего кана.та 2 6oKOiU)iMH поверхностями 7, перпендикулярными оеи цилиндричеекого элемента 6. На боковых поверхностях нилиндрического э.че- меита 6 закреилены нластины 8 с обтекателями 9, размещенными на выходн1з1х концах делителя 4. Пластины 8 и обтекатели 9 выпо.мнены в виде нзогнут1 1х лоиаток с криволинейной рабочей иоверхноетыо с сужа- Ю1Г1ИМСЯ в наиравлении выхода понеречным сечением. Го, 1овка дополнительно снабжена ползуном 10 и размеи.1енными в кориуее 1 для регулирования перемеи1епия дел1ггеля 4 в отводном канале 3 и его фикеации сто- порно-регулирующимп элементами II, взаи- .модействуюп1.ими с ползуном 10. По.чзуп 10 посредством зажима 12 закреплен на lui- линдричееком элементе 6 делителя 4 со стороны, противоположной нодводящему юша- лу 2. Стонорно-регулируюн1не элементы 1 1 выполнены в виде двух нротнволежащнх винтовых механизмов. В корпусе 1 го;1овкп установлены датчики 13 давления для замера величины иротиводавления (еопротивле- иия) в каждом ручье 5.
Экетрузионная головка работает с,теду1О- щим образом.
Из подводян1,его канала 2. выполненного в корпуее 1, раен,тав поступает иа де.титель 4 и раепреде, 1яется по 6oKOBiiiM поверхностям 7 цилиндрического элемента 6 в от- водпой капал 3. Да;1ее paen. iaB обтекает поверхность пластин 8 и попадает н-а изог
5
0
5
0
0
нутые . юнаткп на выходных концах, образо- BaiiHbix 1К1астииа 1и 8 и обтекателями 9, |.те потоки раеилава переменгиваются, затем pacnjiae поступает в ручьи 5, где форму- ютс я трубчатые заготовки 14. В пачальный де.тите.ть 4 устанавливают в исходное положение (ось де,тите.ля 4 совпадает с осью подводя|цего канала 2). При появлении разности сопротив. 1ени1 ( |1учьев 5, что евязано, например, е несинхронным изменением формующего зазора между дор- ном и матрицей (не показаны). В процессе регули|10вапия то,тщнны стенок заготовки 14 110 ее длине в каждом из ручьев 5 изменяется и скорость течения раеилава в со- ответствую1Г1е.м ручье, что ведет к нерав- но.мерной выдаче заготовок 14. Ири нояв.че- ини сигнала о раееог ласовании ве.тичмн со- противленнй (иротпводавлений) в ручьях 5, регистрируемых датчиками 13 давления, осуществляется принудительное регулирование положения де,1ителя 4 посредетвом согласо- ванного перемептения етонорно-регулирую- И1.ИХ элемеитов 11, взаимодействующих с ползуном 10, что ве.тет к выравниванию расхода раснлава но ручьям 5. Регулирова- 1НК положения де, 1ителя 4 осуществляется или вручную, или автоматически ири помо- HU исиолните,1ьных механизмов {не пока- заиы) системы управления с обратной связью (не показана).
Таким образом, иа предлагаемой многоручьевой экетрузионной 1Ч)ловке можно ио- .тучать заготовки заранее заданной разной .т.тины, что обесиечивает одновременное изготовление различных заготовок из каждого ручья. Исиользова1Н1е иред.пагаемого изобретения позволяет нринуднтельно регулировать положение делителя в отводном канале, что, в свою очередь, повьииает надежность работы головки прн получении заготовок требуемых размеров и расширяет технологические возможности экструзионно- выдувных arpei aTOB.
Ф о р.Mil л а чзодре ген ия
Многоручьевая экетрузио П1ая головка для нереработкн Г1, 1атмаес но авт. св. АО 1186519, отличающаяся теу, что, с целью по15ьипения иа.тежности работ1 1 го. ювки при получении заготовок требуемых размеров за счет принудительного регу;1И)ования положения делите,1Я в отводном канале, го.ювка ;1.онолнительно снабжена ползупом, закреи- .ленным на цилиндрическом элементе делите- ,1я со стороны, нротивоно. южной нодводяще- му каналу, и размещенными в корпусе стой ор но-регулирующим и элементами для взаи.содействия с .
7J
фигЛ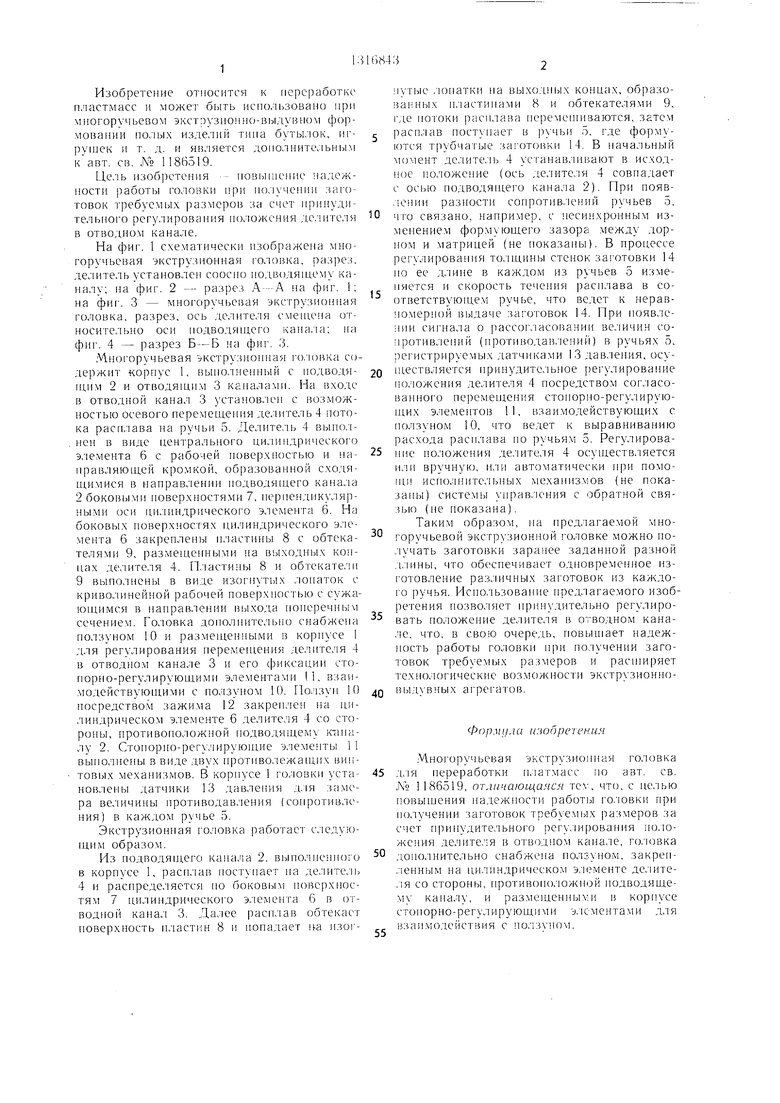
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки пластмасс | 1984 |
|
SU1186519A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1981 |
|
SU939273A1 |
| Многоручьевая экструзионная головка | 1986 |
|
SU1369909A1 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| Многоручьевая экструзионная головка | 1980 |
|
SU1004140A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| УСТРОЙСТВО ДЛЯ МНОГОРУЧЬЕВОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2084312C1 |
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ЗАГОТОВОК ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1966 |
|
SU179852A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
Изобретение относится к области переработки пластмасс и может быть использовано при многоручьевом экструзионно- выдувном формовании полы.х изделий типа бутылок, игрушек и т. д. Цель изобретения - повышение надежности работы головки при получении заготовок требуемы.х раз.меров за счет принудительного регулирования положения делителя в отводном канале. Экструзионная головка содержпт корпус, выпо,1ненный с подводяшим и отводным каналами. На входе в отводной канал установлен с возможностью oceBoi o пе- ремеш,ения делитель потока расплава на ручьи. Делитель выполнен в виде пситраль- ного цилиндрического элемепта с рабочей поверхностью и направляющей кро.мкой. Головка дополнительно снабжена ползуном и раз.меш.еннымп в корпусе стопорно-регу.чи- руюшими элементами, взаимодействуюни1ми с ползуном. Ползун закреплен на цилиндрическом элементе делителя со стороны, противоположной подводяшему кана,1у. Из подводяихего канала расплав поступает па делитель и распределяется по боковым поверхностям цилиндрического элемента в отводной канал. Затем расплав юступает в ручьи, где формируются заготовки. При появлении разности сопротивлений р чьев осуществляется «принудительное регулирование положения делителя посредством согласованного перемешения стопорно-регумирую- щих элементов, взаимодействуюп1их с ползуном. В результате происходит выравнивание расхода расплава по ручьям. 4 ил. 1C (Л со с 00 4 СО к
//
11
L
К
JL
Фиг.З
сриг.
| Многоручьевая экструзионная головка для переработки пластмасс | 1984 |
|
SU1186519A1 |
| Солесос | 1922 |
|
SU29A1 |
