1
Изобретение относится к области переработки полимерных материалов, в частности к оборудованию для получения листов, и является усовершенствованием технического решения по авт. св. № 1353640.
Целью изобретения является повыщение качества изделий за счет обеспечения точности регулирования их длины.
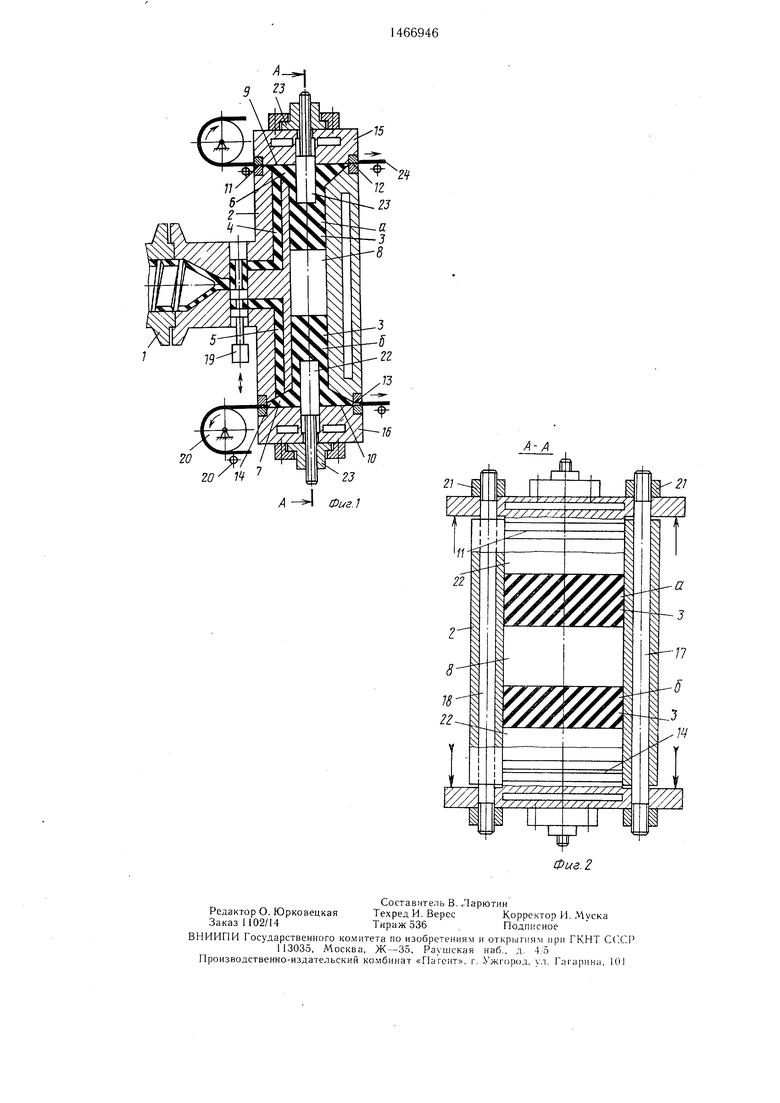
На фиг. 1 изображена многоручьевая экструзионная головка для переработки полимерных матер.иалов, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Многоручьевая экструзионная головка для переработки полимерных материалов
содержит жестко закрепленный на экстру- дере 1 корпус 2. В корпусе 2 выполнены рабочий 3 и питающий 4 и 5 каналы, а также выходные отверстия 6 и 7 рабочего канала 3. В рабочем канале 3 установлен с образованием двух отдельных полостей а и б и с возможностью перемещения вдоль его оси делитель 8 потока. Полости а и б рабочего канала 3 сообщены посредством питающих каналов 4 и 5 соответственно с экструдером 1. Рабочий канал 3 выполнен прямоугольного поперечного сечения. Его выходные отверстия 6 и 7 расположены на противоположных торцевых поверхностях 9 и 10 корпуса 2. Формующие
4 05 О5 СО 4 О5
N
листов. При этом давление расплава полимерного материала, действующее на плиты 15 и 16, замыкается на тягах 17 и 18. Затем исполнительный механизм (не показан)
лов 11, 12 и 13, 14 плит 15 и 16 соответствен- передвигает плиту 16 вверх, передвигая но. Плиты 15 и 16 соединены между собой также плиту 15, связанную с плитой 16
тягами 17 и 18. При этом открываются щелевые каналы 11 и 12 и перекрываются
элементы головки выполнены в виде размещенных со стороны выходных отверстий 6 и 7 рабочего канала 3 (полостей а и б соответственно) с образованием щелевых канащелевые каналы 13 и 14, плита 16 перекрытягами 17 и 18, которыми снабжена головка, и смонтированы с возможностью их совместного перемещения вдоль оси рабочего канала 3 до поочередного перекрытия его . вает выходное отверстие 7 на наружной выходных отверстий 6 и 7 (полостей а и б торцевой поверхности 10 корпуса 2. Вследствие равенства давления расплава полимерного материала в полостях а и б рабочего канала 3 передвижение плит 15 и 16 не требует значительного усилия. Одновреплава полимерного материала в питающие 15 менно переключатель 19 переводят в верх- каналы 4 и 5, систему роликов 20 для подачи нее положение. При этом расплав поли- на нее получаемых листов и гайки 21 для регулирования толщины получаемых листов. В плитах 15 и 16 соосно с делителем 8 потока смонтированы упоры 22 с возможностью аксиального перемеп1ения вдоль канала 3 и взаимодействия с делителем
соответственно).
Ширина щелевых каналов 11 -14 равна щирине делителя 8 потока. Головка содержит переключатель 19 для подачи рас20
мерного материала подается в питающий канал 5, откуда он поступает в полость б рабочего канала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх до упора 22. При этом расплав полимерного материала выдавливается через щелевые каналы И и 12. Затем цикл повторяется. При необходимости изменения длины получаемых
8 потока в его крайних положениях. Упоры 22 снабжены средствами их аксиального перемещения в виде резьбы, которая взамерного материала подается в питающий канал 5, откуда он поступает в полость б рабочего канала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх до упора 22. При этом расплав полимерного материала выдавливается через щелевые каналы И и 12. Затем цикл повторяется. При необходимости изменения длины получаемых
имодействует с гайками 23, установленными 25 полимерных листов 24 аксиально перемещают упоры 22 за счет поворота гаек 23. Для изменения толщины полимерных листов отворачивают или заворачивают гайки 21. Таким образом, головка позволяет получать точные по длине листы при щироком
в плитах 15 и б.
Экструзионная головка работает следующим образом.
Корпус 2 головки жестко крепят на экструдере Г. Запускают последний, напри.мер, при нижнем положении переключателя 30 диапазоне регулирования. 19. Расплав полимерного материала поступает через питающий канал 4 в полость а рабочего канала 3. Щелевые каналы 1 .и 12 перекрыты, а щелевые каналы 13 и 14 открыты. Под давлением расплава
Формула изобретения
Многоручьевая экструзионная головка для переработки полимерных материалов
полимерного материала в полости делитель 35 по авт. св. № 1353640, отличающаяся тем, 8 потока перемещается вниз до упора 22 что, с целью повыщения качества изделий и выдавливает расплав полимерного .матери- за счет обеспечения точности регулирования ала через щелевые каналы 13 и 14. Упорих длины, головка снабжена упорами со сре.Лг22 ограничивает ход делителя 8 потока ства.ми их аксиального пере.мещения, с.монти- и тем самым регулирует количество .„ рованными в плитах и размещенными в рабо- ливаемого расплава полимерного материала чем канале соосно с делителем потока с воз- и, как следствие, регулирует точно длину можностью взаи.модействия с ним в край- получаемых экструдируемых полимерных них его положениях.
щелевые каналы 13 и 14, плита 16 перекрывает выходное отверстие 7 на наружной торцевой поверхности 10 корпуса 2. Вследствие равенства давления расплава полимерного материала в полостях а и б рабочего канала 3 передвижение плит 15 и 16 не требует значительного усилия. Одновременно переключатель 19 переводят в верх- нее положение. При этом расплав поли-
мерного материала подается в питающий канал 5, откуда он поступает в полость б рабочего канала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх до упора 22. При этом расплав полимерного материала выдавливается через щелевые каналы И и 12. Затем цикл повторяется. При необходимости изменения длины получаемых
полимерных листов 24 аксиально перемещают упоры 22 за счет поворота гаек 23. Для изменения толщины полимерных листов отворачивают или заворачивают гайки 21. Таким образом, головка позволяет получать точные по длине листы при щироком
диапазоне регулирования.
регулирования.
Формула изобретения
20
23
Фиг Л
W
A-A
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1981 |
|
SU939273A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Многоручьевая экструзионная головка для переработки пластмасс | 1984 |
|
SU1186519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
Изобретение относится к оборудованию для получения листов из полимерных материалов. Цель изобретения - повышение качества изделий за счет обеспечения точности регулирования их длины. Многоручьевая экструзионная головка содержит корпус, в котором выполнен рабочий и питающие каналы. В рабочем канале установлен с образованием двух отдельных полостей и с возможностью перемещения вдоль оси делитель потока. Головка содер- жит формующие элементы, выполненные в виде плит, установленных с образованием щелевых каналов и соединенных между собой тягами. Плиты смонтированы с возможностью их совместного перемещения вдоль оси рабочего канала до поочередного перекрытия его выходных отверстий. В плитах соосно с делителем потока смонтированы упоры, размещенные в рабочем канале с возможностью аксиального перемещения вдоль оси рабочего канала и взаимодействия с делителем потока в его крайних положениях. При работе расплав поли- мера поступает через питающий канал в рабочий канал. Одни из щелевых каналов перекрыты, а другие открыты. Под давлением расплава делитель перемещается до соприкосновения с одним из упоров. При этом через открытые щелевые каналы выдавливается лист строго фиксированной длины. После этого проводят смену перекрытия щелевых каналов, и цикл повторяется. 2 ил. S (Л
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| Солесос | 1922 |
|
SU29A1 |
