(54) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1975 |
|
SU612816A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1981 |
|
SU939273A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
I
Изобретение относится к переработке полимерных материалов, в частности к формующему оборудованию для изготовлениях трубчатых изделий методом экструзии, и может быть использовано в химической промышленности.,
Известна экструзионная головка для изготовления изделий из полимерных материалов, содержащая корпус с под,водящими каналами для расплава и формующие элементы, образующие с корпусом и между собой последовательно расположенные коллекторный, уравнительный, стабилизирующий и выходной каналы.
Коллекторные, уравнительные каналы предназначеены для равномерного распределения перерабатываемого материала по фронту истечения (экструзии), а формующие каналы только для регулирования общей толщины изделия 1.
Недостатком экструзионной головки является отсутствие элементов, обеспечивающих необходимое распределение потока рарплава и отсутствие элементов, регулирующих размеры каналов для расплава.
Наиболее близким по технической сущности и достигаемому результату к изобретению является экструзионная головка для изготовления изделий из полимерных материалов, содержащая выполненный с подводящими каналами корпус и смонтированные в нем дросселирующие и формующие элементы, образующие с корпусом и между собой последовательно расположенные коллекторный, уравнительный, дроссельный, стабилизирующий и выходной каналы, сообщенные с подводящими каналами.
Наличие дросселирующего элемента, вы10полненного в виде кольца, обеспечивает регулировку дроссельного канала 2.
Недостатком этой головки является резкое увеличение площади давления в области дроссельного канала (он несколько удален
J5 от коллектора), что повлекло за собой усиление соединительных резьб (во избежание не только разрущений, но и раскрытия стыков между формующими элементами и корпусом). По этой причине, а также другим, например, компоновочным соображениям,
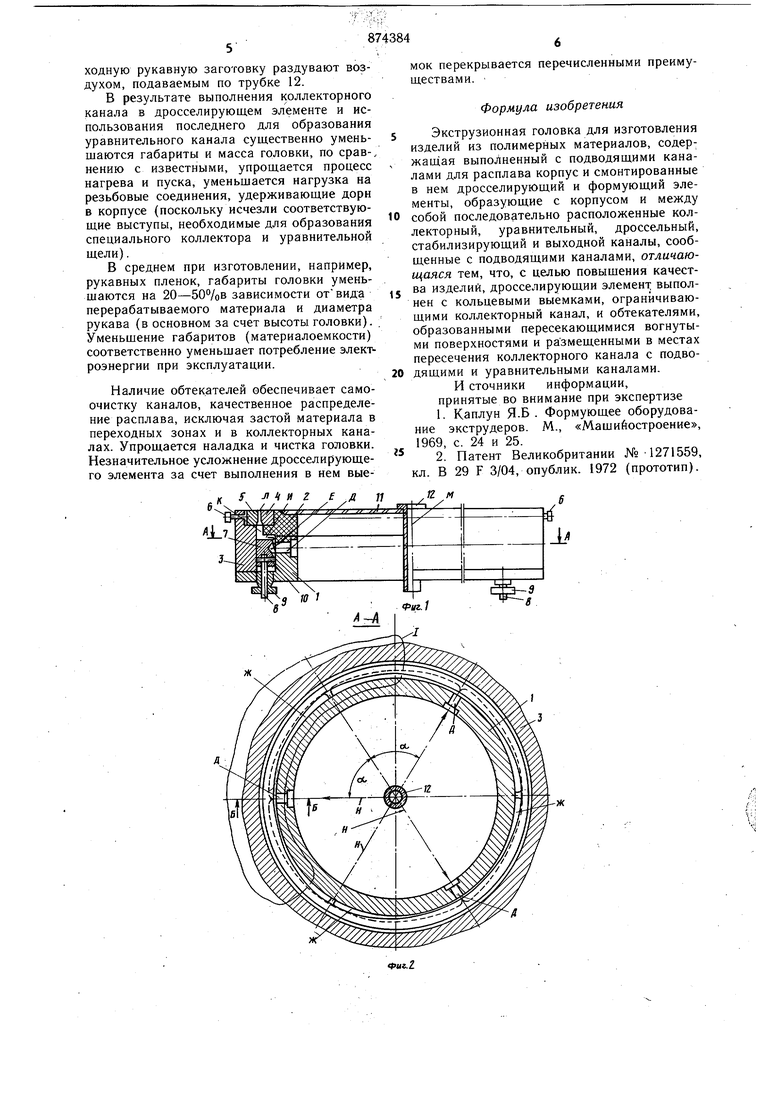
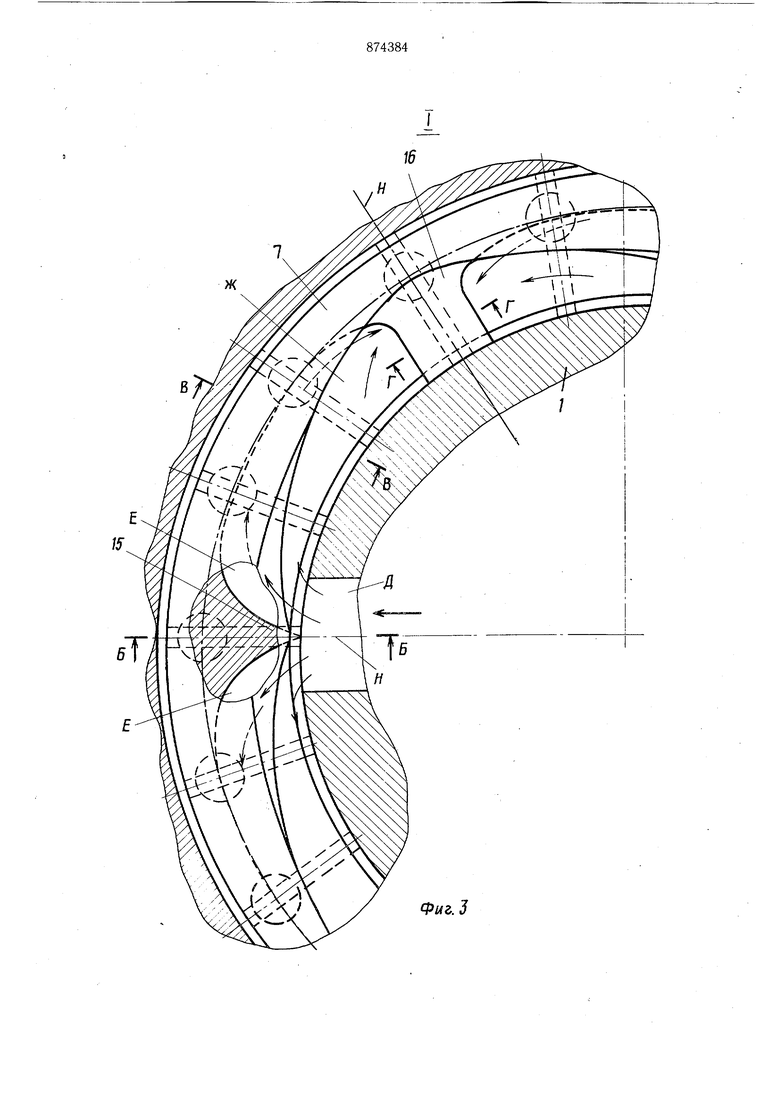
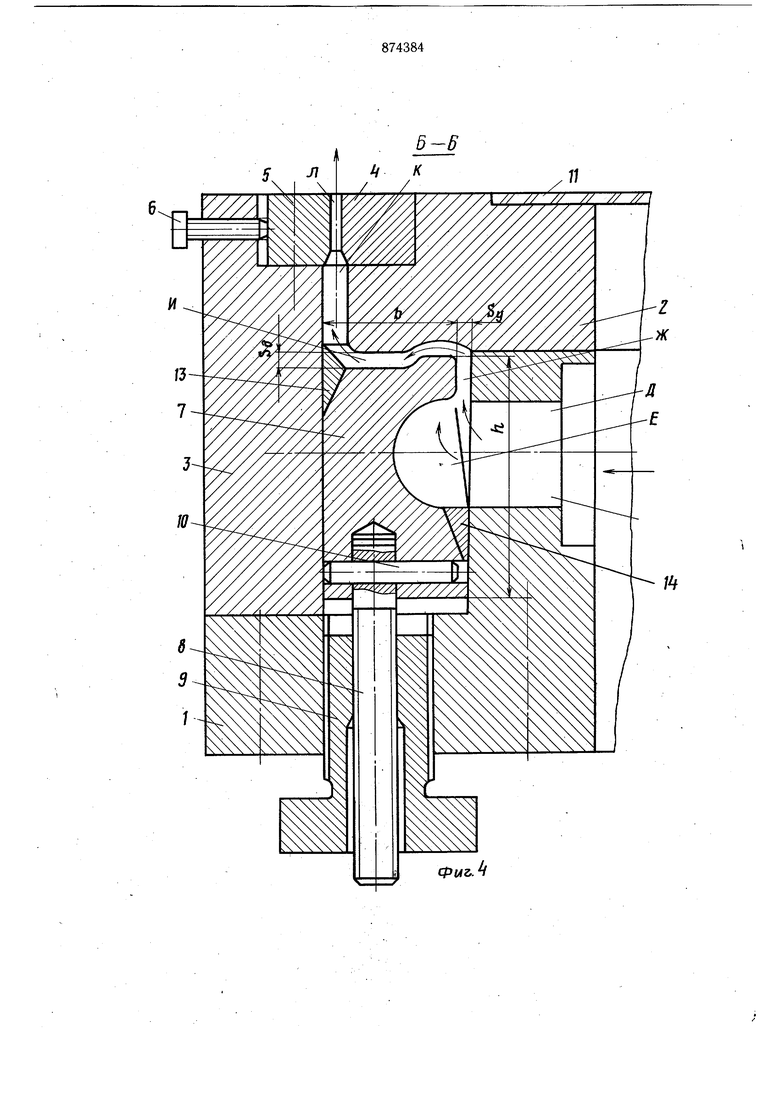
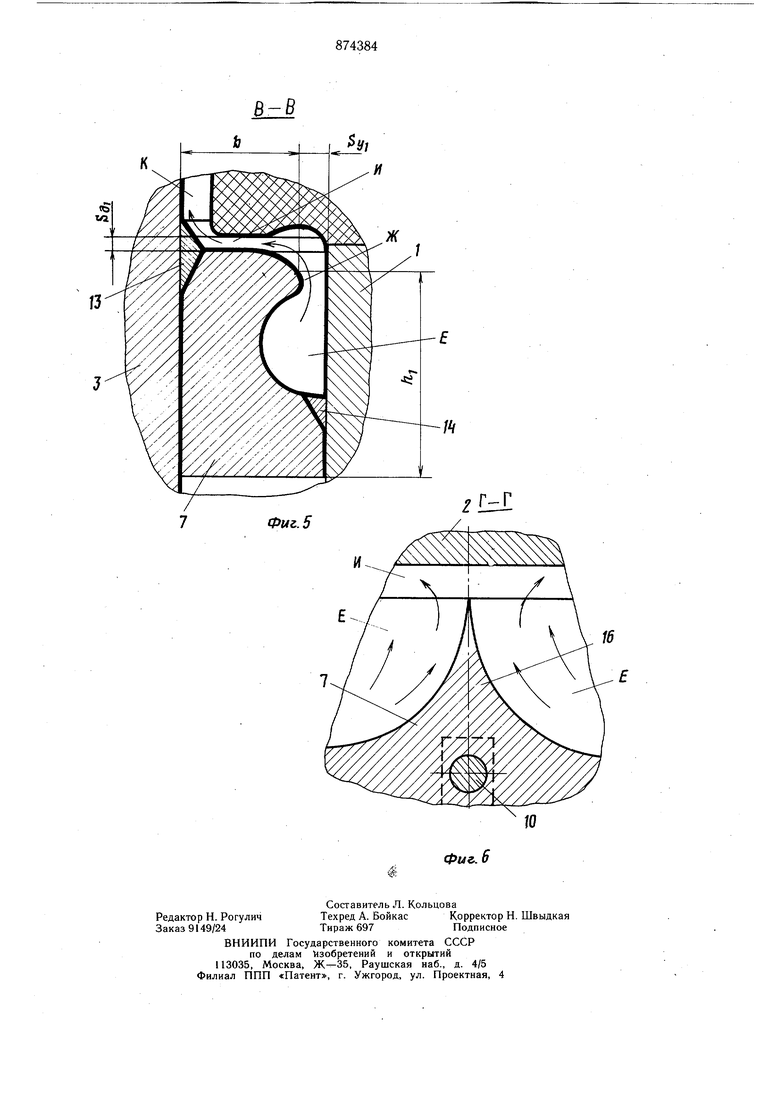
20 головка крупногабаритна, массивна. Соответственно увеличилась пусковая мощность и время пуска головки, усложнилась ее эксплуатация при выпуске рукавов большого диаметра. В этой головке нагрузка на дросселирующий элемент повышена. Кроме того, в указанной головке не обеспечивается качетсвенное распределение расплава, в каналах образуются «мертвые зоны, что значительно снижает качество изделий. Цель изобретения - повышение качества изделий. Указанная цель достигается тем, что в экструзионной головке для изготовления изделий из полимерных материалов, содержащеи выполненный с подводящими каналами для расплава корпус и смонтированные в нем дросселирующий и формующий элементы, образующие с корпусом и между собой последовательно расположенные коллекторный, уравнительный, дроссельный, стабилизирующий и выходной каналы, сообщенные с подводящими каналами, дросселирующий элемент выполнен с кольцевыми выемками, ограничивающими коллекторный канал, и обтекателями, образованными пересекающимися вогнутыми поверхностями и размещенными в местах пересечения коллекторного канала с подводящими и уравнительными каналами. На фиг. 1 показана экструзионная головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2 (увеличено); на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. б - разрез Г-Г на фиг. 3. Головка содержит корпус 1, дорн 2, мундщтук 3, калибрующие кольца - внутреннее 4 и наружное 5, регулировочные винты 6, дросселирующий элемент 7, резьбовые тяги 8, резьбовые втулки 9, пальцы 10, крыщку 11, трубку 12 для подачи воздуха и уплотнения 13 и 14 (фиг. 4 и 5). В корпусе 1 выполнены подводящие каналы Д, а формующие элементы (дорн 2, мундщтук 3, калибрующие кольца 4 ти 5) и дросселирующий элемент 7 образуют с корпусом 1 и между собой сообщающиеся с подводящими каналами Д последовательно расположенные коллекторные Е, уравнитель ные Ж, дроссельный И, стабилизирующий К и выходной Л каналы. Высота канала Л изменяется путем перемещения кольца 5 регулировочными винтами 6. Высота дроссельного канала И изменяется с помощью резьбовой тяги 8, резьбовой втулки 9 и пальца 10,. Уплотнения 13 и 14 в данной головке выполнены в виде деформируемых колец клиновидного поперечного сечения. Они могут быть выполнены в зависимости от температурного режима работы головки из фторопласта, алюминия, меди, свинца и его сплавов. Подвод расплава осуществляется по трем каналам Д, равнорасположенным по окружности (фиг. 2). От каждого из этих каналов начинаются два коллекторных канала Е, выполненных в дросселирующем элементе 7 в виде выемок, симметрично расходящихся от плоскости, проходящей через продольную ось М головки (фиг. 1) и ось Нподводящего канала Д (фиг. 2). Начала и концы коллекторных каналов выполнены с плавными переходами (фиг. 3 и 6). Дросселирующий элемент 7№1полнен с входным обтекателем 15 и выходным обтекателем 16, образованными пересекающимися вогнутыми поверхностями и обеспечивающими самоочистку коллекторных каналов и их переходных зон на входе из подводящего канала D и выходе из коллекторного канала Е в уравнительный канал Ж и дроссельный канал И. Обтекатели могут быть выполнены в виде отдельных деталей, устанавливаемых в соответствующих посадочных гнездах, выполняемых в дросселирующем элементе 7. Предварительное выравнивание потока расплава, поступающего из коллекторного канала Е в дроссельный канал И, производится путем изменения размеров и формы уравнительного канала Ж за счет изменения формы и размеров дросселирующего элемента только в зоне его прилегания к этому каналу (фиг. 4 и 5, например изменение соотношений размеров: 6, ;/Л, ; У/Sy, ) При этом обеспечивается максимально возможное выравнивание скоростей при постоянных (равномерных) значениях высоты дроссельного и выходного каналов И, Л (фиг. 4). Тем самым достигается дальнейший максимальный эффект регулирования распределения скоростей при дросселировании путем минимальной деформации (минимального перемещения) дросселирующего элемента 7. При изготовлении обтекателей 15 и 16 заодно целое с дросселирующим элементом 7 необходимым условием надежной и эффективной работы является расположение в этих зонах регулировочных механизмов, например, включающих резьбовые тяги 8 и резьбовые втулки 9. Направления подачи и движения расплава на чертежах показаны стрелками. Экструзионная головка работает следующим образом. Расплав материала нагнетается по каналам Д в коллекторные каналы Е и далее равномерно распределяется через уравнительный канал Ж и дроссельный И по всему периметру каналов К и Л. При постоянном значении высоты выходного канала Л и равномерном распределении температуры по периметру этого канала, добиваются равномерного истечения расплава путем местного перемещения дросселирующего элемента (изменения высоты канала И) при помощи присоединенных к нему винтовых регулировочных механизмов (поворотом резьбовых втулок 9). После этого при помощи винтов 6 производят более тонкую местную подрегулировку высоты выходного канала Л. Выходную рукавную заготовку раздувают воздухом, подаваемым по трубке 12.
В результате выполнения коллекторного канала в дросселирующем элементе и использования последнего для образования уравнительного канала существенно уменьшаются габариты и масса головки, по срав-, нению с известными, упрощается процесс нагрева и пуска, уменьшается нагрузка на резьбовые соединения, удерживающие дорн в корпусе (поскольку исчезли соответствующие выступы, необходимые для образования специального коллектора и уравнительной щели).
В среднем при изготовлении, например, рукавных пленок, габариты головки уменьшаются на 20-50°/ов зависимости отвида перерабатываемого материала и диаметра рукава (в основном за счет высоты головки). Уменьшение габаритов (материалоемкости) соответственно уменьшает потребление электроэнергии при эксплуатации.
Наличие обтекателей обеспечивает самоочистку каналов, качественное распределение расплава, исключая застой материала в переходных зонах и в коллекторных каналах. Упрощается наладка и чистка головки. Незначительное усложнение дросселирующего элемента за счет выполнения в нем выемок перекрывается перечисленными преимуществами.
Формула изобретения
Экструзионная головка для изготовления изделий из полимерных материалов, содержац;ая выполненный с подводящими каналами для расплава корпус и смонтированные в нем дросселирующий и формующий элементы, образующие с корпусом и между
собой последовэтельно расположенные коллекторный, уравнительный, дроссельный, стабилизирующий и выходной каналы, сообщенные с подводящими каналами, отличающаяся тем, что, с целью повышения качества изделий, дросселирующий элемент выполнен с кольцевыми выемками, ограничивающими коллекторный канал, и обтекателями, образованными пересекающимися вогнутыми поверхностями и размещенными в местах пересечения коллекторного канала с подводящими и уравнительными каналами.
И сточники информации, принятые во внимание при экспертизе
Фиг. 3 6-6 Фма.
