1
Изобретение относится к перера- ботке полимерных материалов, в частности, к многоручьевой экструзии, интрузии, литью.
Известна многоручьевая экструзионная головка для полимерных материалов, содержащая корпус, снабженный подводящими и отводными каналами 1 3Недостатком известного устройства является отсутствие каких либо регуляторов, которые обеспечивали бы равномерное распределение потоков расплава.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату.является многоручьевая экструзионная головка для полимерных материалов, содержащая корпус, снабженный подводящим и отводным каналами, и делитель потока расплава, установленный с возможностью перемещения на входе в отводной канал
И выполненный в виде цилиндрического элемента с диаметром, равным диаметру отводного канала, и с направляющей кромкой, образованной сходящимися в направлении подводящего канала боковыми поверхностями fz.
Недостатком данной многоручьевой головки является то, что регулирование положения делителя осуществляется с помощью привода, что усложtoняет конструкцию экструзионной голов ки и, кроме того, не обеспечивает постоянного расхода полимера по обе стороны делителя в отводных каналах.
ts
Цель изобретения - повышение качества изделий за счет автомати- , ческого распределения потока расплава по ручьям головки.
20
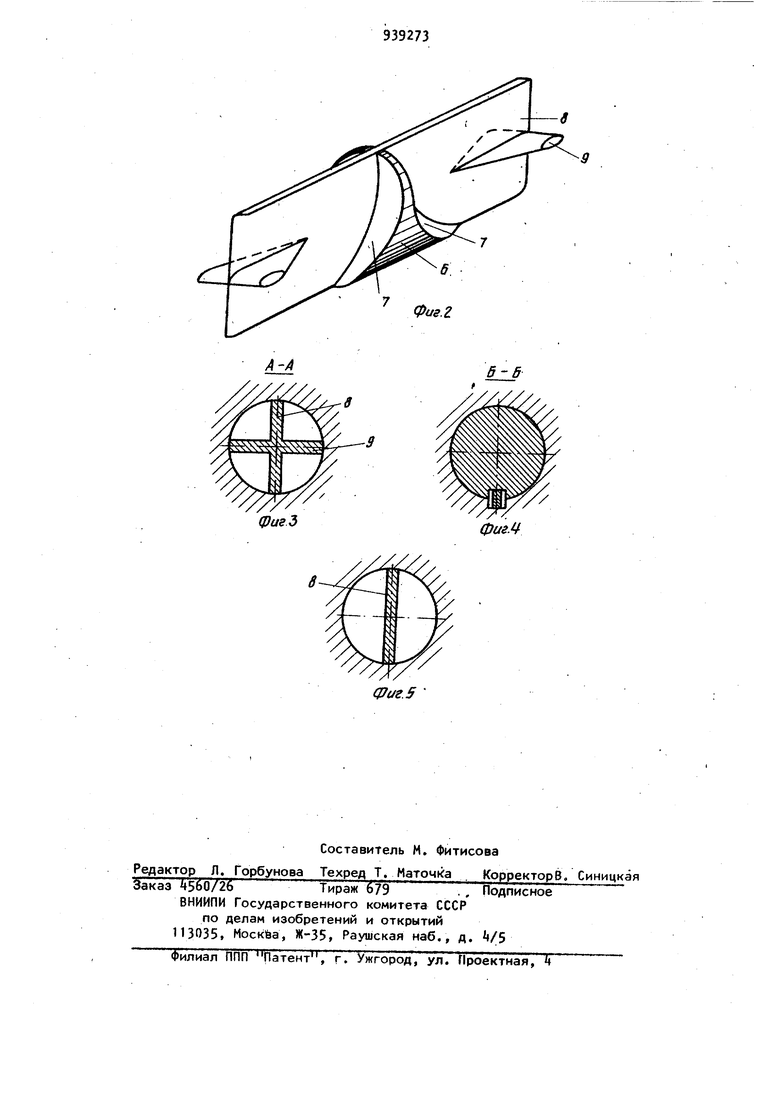
Поставленная цель достигается тем, что в многоручьевой экструзионной головке для полимерных материалов, содержащей корпус, снабженный подводящим и отводным каналами и делитель потока расплава, устаноегленны с возможностью перемещения на вход в отводной канал и выполненный в виде цилиндрического элемента в ди метром, равным диаметру отводного канала, и с направляюо ей кромкой, образованной сходящимися в направлении подводящего канала боковыми поверхностями, цилиндрический элемент свободно установлен в отводном канале и снабжен прямоугольными пластинами, жестко закрепленными на его боковых поверхностях, причем боковые поверхности образованы цилиндрическими поверхностями. Кроме того, делитель снабжен об текателями, установленными по торца прямоугольных пластин перпендикулярно им. На фиг.1 изображен участок много ручьевой головки, продольный разрез; на фиг.2 - делитель потока; на фиг.3.- разрез А-А на фиг.1. на фиг.А - разрез Б-Б на фиг. на фиг.5 - вариант конструкции делителя без обтекателей. Экструзионная головка содержит корпус 1 с подводящим 2 и отводный 3 каналами. На входе в отводной канал 3 помещен свободно установлен ный делитель k потока расплава с возможностью перемещения вдоль оси отводного канала 3 на величину, не превышающую диаметра подводящего канала 2. Для предотвращения поворота делителя t и ограничения его осевого перемещения смонтирована шпонка 5. Делитель потока выполнен в виде цилиндрического элемента 6 с направляющей кромкой, образованной сходящимися в направлении подводящего канала боковыми поверхностями 7| образованными цилиндрическими поверхностями, перпендикуля ными оси цилиндрического элемента 6 На боковых поверхностях цилиндрического элемента 6 жёстко закреп лены прямоугольные пластины 8, на торцах которых перпендикулярно им установлены обтекатели 9. Прямоугольные пластины 8 и обте катели 9 играют роль гидравлически сопротивлений, их количество и дли на выбираются конструктивно. Делитель 4 потока должен входить в водной канал 3без зазоров, для чего диаметр цилиндрического элемента 6 равен диаметру отводного канала 3. Прямоугольные пластины 8 и обтекатели 9 также должны входить в отводной канал 3 без зазоров (фиг.З и 5L Меняя конструкции обтекателей, т.е. уменьшая.или увеличивая их поверхность, можно регулировать гидравлическое сопротивление системы. При наличии нескольких отводных каналов делители могут устанавливать-ся в каждом из них. Устройство работает следующим образом. Из подводящего канала 2 распределяемый расплав поступает на делитель и направляется им по боковым поверхностям 7 в обе стороны отводного канала 3. При этом расплав протекает по поверхностям прямоугольных плаотин 8 и обтекателей 9, создавая на их поверхности за счет граничного трения касательные напряжения. Величина этих напряжений зависит от градиента скорости и вязкости расплава. Чем больше поверхность прямоугольных пластин 8 и обтекателей 9 тем больше сила их сопротивления потоку расплава, т.е. больше сила гидродинамического воздействия на них. В изометрических условиях при равенстве поверхностей прямоугольных пластин 8 и обтекателей 9 и диаметров обоих частей отводного канала 3 сила гидродинамического воздействия зависит только от расхода расплава, т.е. скорости его течения по отводному каналу 3. Б случае увеличения сопротивления на одной стороне отводного канала 3 сразу изменяется и скорость течения {расход расплава в этой масти канала. Это приводит к изменению (в данном случае - уменьшению ) сил гидродинамического воздействия на прямоугольные пластины 8 и обтекатели 9. Соответственно увеличивается скорость в прютивоположной стороне отводного канала 3 и, следовательно, происходит увеличение силы гидродинамического воздействия на другую сторону делителя k потока. Под воздействием разности усилий делитель 4 сдвигается в сторону возросших усилий. Это приводит к изменению положения делителя j относительно оси подводящего канала 2. Пр этом со стороны больших усилий поперечное -сечение подводящего канала 2 уменьшается, а со стороны меньших - увеличивается. Такое перемещение делителя Ц вызывает изменение скоростей по обе стороны делителя и приводит к его передвижению в первоначальное положение. Таким образом автоматически поддерживается постоянство расхода полимера по обе стороны делителя .
Уменьшая или увеличивая поверхность прямоугольных пластин 8 и обтекателей 9, меняя их конструкцию можно изменять чувствительность системы. Примером такого регулирования может служить вариант на фиг.5, где отсутствует обтекатель 9, чем сокращена чувствительность системы и повышается плавность регулировани
Использование изобретения обеспечивает автоматическую регулировку расхода полимера благодаря наличию свободно установленного в отводном канале делителя потока данной конструкции, что приводит к повышению качества изделий на 5-101 t
Формула изобретения
1. Многоручьевая экструзионная головка для полимерных материалов,
содержащая корпус, снабженный подводящим и отводным каналами, и делитель потока расплава, установленный с возможностью перемещения на входе в отводной канал и выполненный в виде цилиндрического элемента с диаметром равным диаметру отводного канала, и с направляющей кромкой, образованной сходящимися в направлении подводящего канала боковыми поверхностями, отличающаяся тем, что, с целью повышения качества изделий за счет автоматического распределения потока расплава по ручьям головки, цилиндрический элемент свободно устанлен в отводном и снабжен прямоугольными пластинами, жестко закрепленными на его боковых поверхностях, причем боковые поверхности образованы цилиндрическими поверхнотями.
2. Головка по п.1, отличающаяся тем, что делитель сна&жен обтекателями, установленным по торцам прямоугольных пластин перпендикулярно им.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 2 413966, кл. В 29 F 3/0, опублик. 1979.
2.Патент США № 3901636,
кл. +25-378, опублик. 1975 (прототи
А-А
фиеЗ
5-6
фигМ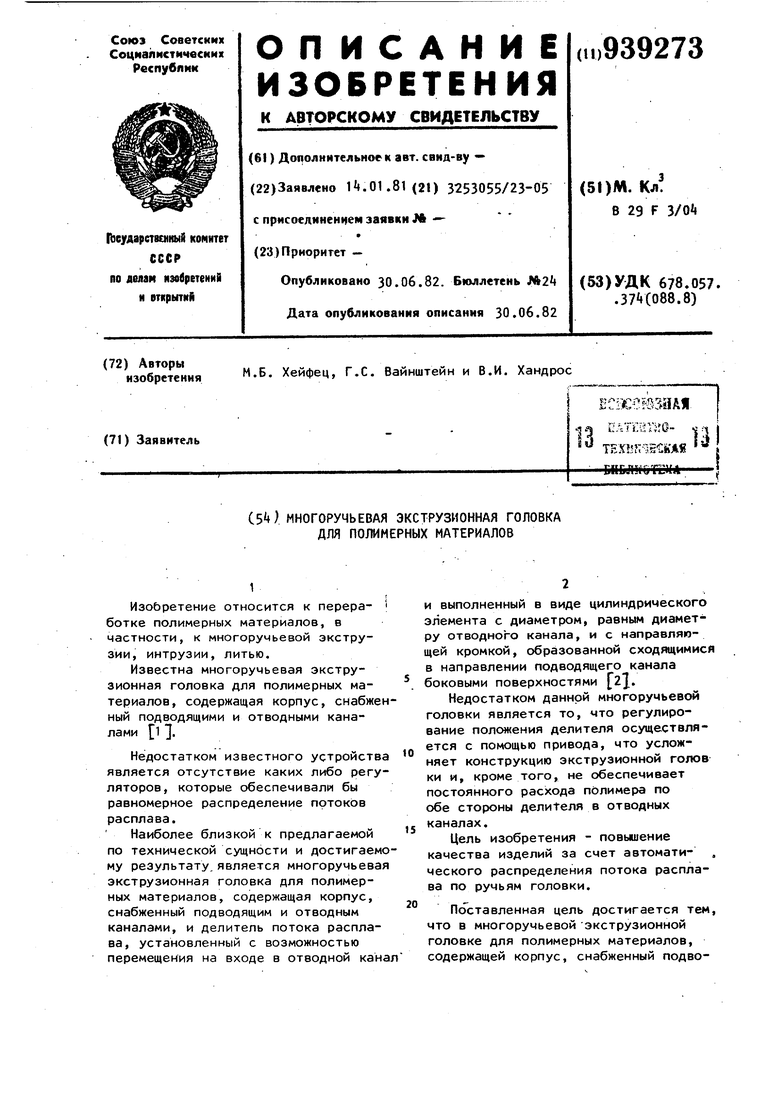

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки пластмасс | 1984 |
|
SU1186519A1 |
| Многоручьевая экструзионная головка для переработки пластмасс | 1986 |
|
SU1316843A2 |
| Многоручьевая экструзионная головка | 1986 |
|
SU1369909A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Экструзионная головка для изготовления изделий из полимерных материалов | 1979 |
|
SU874384A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1988 |
|
SU1595665A1 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1987 |
|
SU1466946A2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |