Изобретение относится к гальванопластике и предназначено для использования в оборудовании для получения точных металлических копий методом элeктpoocaждekия металла или сплава металла (модели).
Цель изобретения - повышение производительности электроосаждения путем повышения интенсификации перемешивания и равномерности осаждения по всей поверхности деталей.
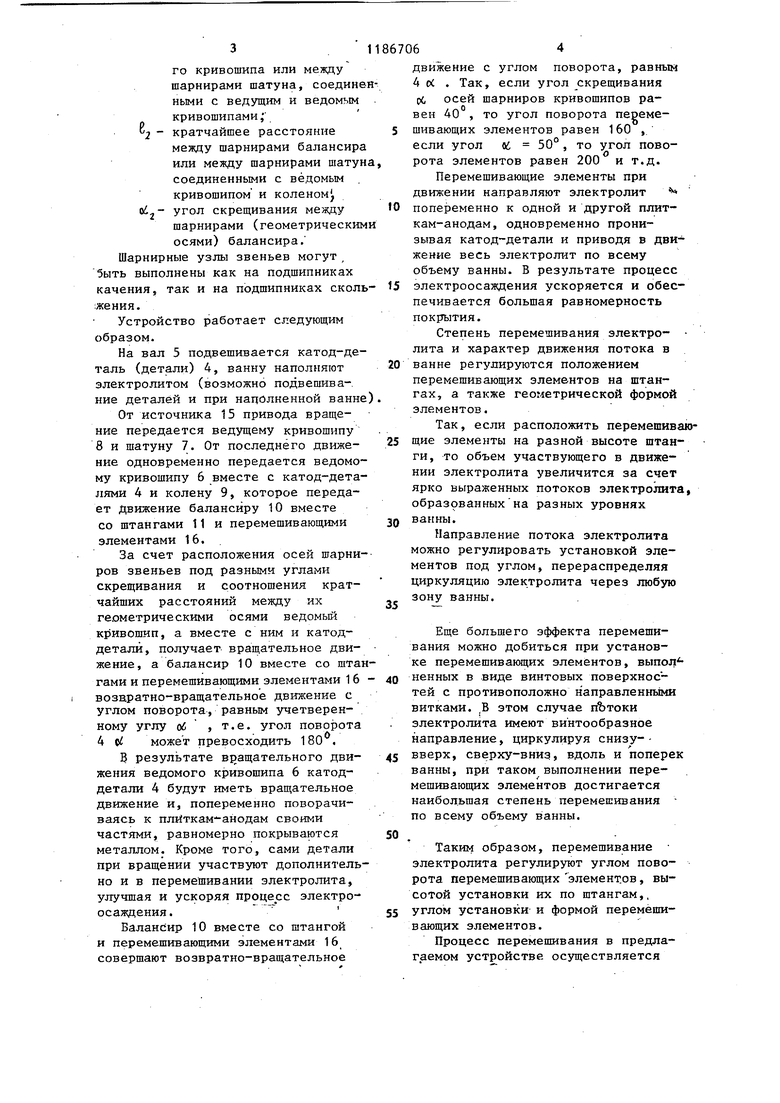
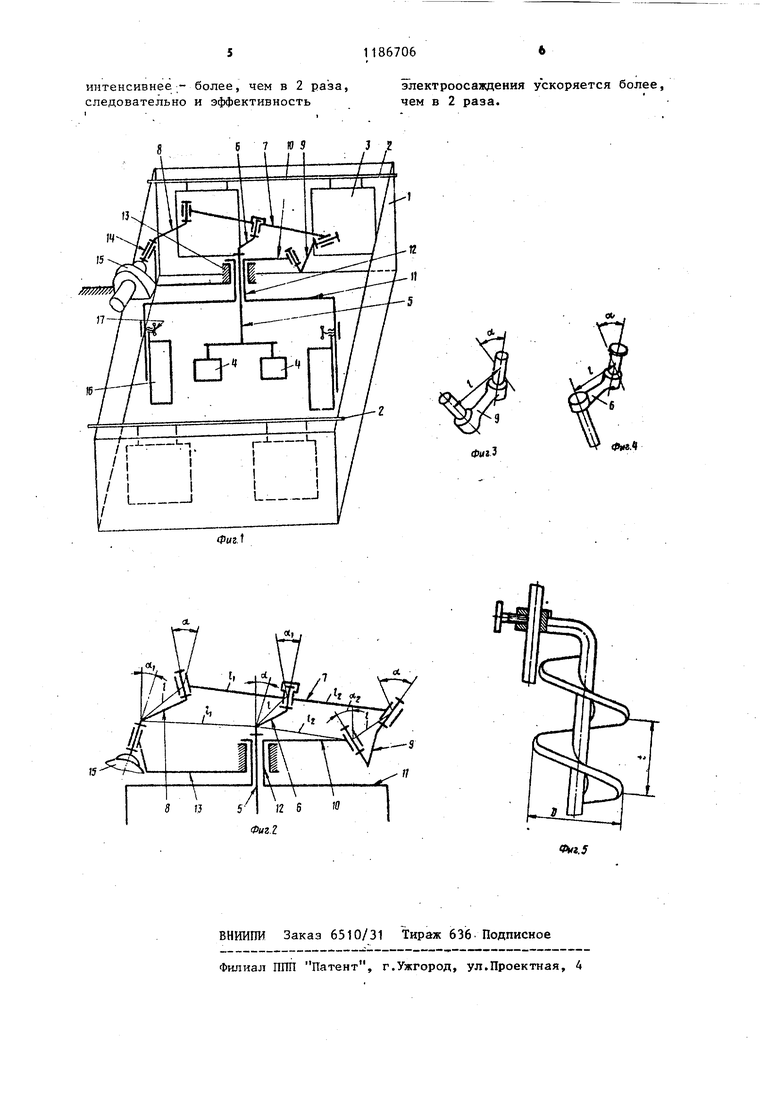
На фиг. 1 показана кинематическая схема устройства на фиг. 2 схема передаточного механизма , на фиг. 3 - эскиз коленаJ на фиг. 4 эскиз кривошипа; на фиг. 5 - перемешивающие элементы.
Устройство для гальванопластической обработки деталей состоит из ванны 1, внутри которой на jскалках-анодах 2 подвешены плитки металла 3. Между плитками-анодами размещены катод-модели 4, установленные на валу 5 ведомого кривошипа 6, которыйшарнирно связан посредством шатуна 7 с ведущим кривошипом 8 и коленом 9. Последнее в свою очередь связано шарнирко с балансиром 10, с которым жестко связаны штанги 11.
Вал 12 балансира полый, внутри него шарнирно размещен вал 5 ведог мого кривошипа 6. Вал 12 шарпирно размещен в опоре-плите 13, на которой также размещены опора 14 ведзтцго кривошипа 8 и источник 15 привода (мотор-редуктор или электродвигатель с редуктором), вал которого соединен с валом ведущего кривошипа -8.
На штангах 11 установлены перемешивающие элементы 16, которые перемещаются вдоль штанг я устанавливаются на разной высоте и Под разным углом. Выбранное положение перемешивающих элементов фиксируется на штанге посредством винтов 17. .Перемешивающие элементы 16 могут быть выполнены в виде винтовых поверхностей с противоположно направленными витками.
Особенностью предлагаемого устройства является пространственное расположение геометрических осей шарниров звеньев и их взаимосвязь между собой.
Кривошипы 8 и 6 и колено 9 имею одинаковые значения угла скрещивания t)f. между геометрическими осями шарниров (фиг. 2-4). - .
Угол скрещивания ; геометрических осей шарниров может быть в пределах , а кратчайшее расстояние (для кривошипов 8 и 6 и колена 9) выбирается конструктивно, исходя из общих размеров устройства.
Геометрическая ось вала кривошипа 6 (геометрическая ось полого вала 12 балансира 10) расположена к геометрической оси вала кривошипа 8 (.геометрическая ось вала источника 15 привода) под углом скрещивания Oi И отстоят эти оси одна от другой на кратчайшем расстянии 1 . Угол Х.( может быть .в пределах 45-90 .
Под таким же углом о, расположены геометрические оси крайних шарниров тпатуна 7 по отношению к геометрической оси среднего его шарнира..Причем расстояние между осями шарниров, соединенных с кривошипами 8 и 6, также равно &t а расстояние между осями шарниров второй части шатуна 7 (между осями шарниров, связанных с кривошипом 6 и коденом 9) рав-но 62.,
Балансир 10 также имеет кратчайшее расстояние, между геометрически осями шарниров, равное Pj (такое, как и расстояние fg части шатуна 7 между осями шарниров, соединенных с кривошипом 6 и Коленом 9)
Угол скрещивания геометрических осей шарниров балансира 10 равен 0 который может быть в пределах 45-90.
В устройстве соблюдается взаи-. мосвязь отношений кратчайших расстояний между шарнирами смежных звеньев и синусов соответствующих углов, т.е.
1. . 6, slow,
i кратчайшее расстояние
де между шарнирами кривошипов и колена;
«: скрещивания между геометрическими осями щарниров кривошипов и колена;
ь, - кратчайшее расстояние между валом,ведомого кривошипа и валом ведущего кривошипа или между шарнирами шатуна, соедин ными с ведущим и ведомым кривошипами; кратчайшее расстояние между шарнирами балансир или между шарнирами шату соединенными с ведомым кривошипом и коленом угол скрещивания между шарнирами (геометрически осями) балансира. Шарнирные узлы звеньев могут , быть выполнены как на подшипниках качения, так и на подшипниках скол ;жения. Устройство работает следующим образом. На вал 5 подвешивается катод-де таль (детали) 4, ванну наполняют электролитом (возможно подвешива-, ние деталей и при наполненной ванн От источника 15 привода вращение передается ведущему кривошипу 8 и шатуну 7. От последнего движение одновременно передается ведомо му кривошипу 6 вместе с катод-дета лями 4 и колену 9, которое передает Движение балансиру 10 вместе со штангами 11 и перемешивающими элементами 16. За счет расположения осей шарни ров звеньев под разными углами скрещивания и соотношения кратчайших расстояний между их геометрическими осями ведомый кривошип, а вместе с ним и катоддетали, получает враш;ательное движение, а балансир 10 вместе со шта гами и перемешивающими элементами 16 возвратно-вращательное движение с углом поворота, равным учетверенному углу ой , т.е. угол поворота 4 с может превосходить 180 . В результате В1 ащательного движения ведомого кривошипа 6 катоддетали 4 будут иметь вращательное движение и, попеременно поворачиваясь к плйткам- анодам своими частями, равномерно покрываются металлом. Кроме того, сами детали при вращении участвуют дополнитель но и в перемешивании электролита, улучшая и ускоряя процесс электроосаждения. Балансир 10 вместе со штангой и перемешивающими элементами 16 совершают возвратно-вращательное движение с углом поворота, равным 4 ОС . Так, если угол скрещивания осей шарниров кривошипов ра40 , то угол поворота перемешивающих элементов равен 160 , 50° если угол об ьи, то угол поворота элементов равен 200 и т.д. Перемешивающие элементы при движении направляют электролит попеременно к одной и другой плиткам-анодам, одновременно пронизывая катод-детали и приводя в движение весь электролит по всему объему ванны. В результате процесс электроосаждения ускоряется и обеспечивается большая равномерность покрытия. Степень перемешивания электро- лита и характер движения потока в ванне регулируются положением перемешивающих элементов на штангах, а также геометрической формой элементов. Так, если расположить перемешивающие элементы на разной высоте штанги, то объем участвующего в движении электролита увеличится за счет ярко выраженных потоков электролита, образованныхна разных уровнях ванны. Направление потока электролита можно регулировать установкой элементов под углом, перераспределяя циркуляцию электролита через любую зону ванны. Еще большего эффекта перемешивания можно добиться при установке перемешивающих элементов, выпол ненных в виде винтовых поверхностей с противоположно направленными витками. В этом случае пЪтокк электролита имеют винтообразное направление, циркулируя снизу- вверх, сверху-вниз, вдоль и поперек ванны, при таком выполнении перемешивающих элементов достигается наибольшая степень перемешивания по всему объему ванны. Таким образом, перемешивание электролита регулируют углом поворота перемешивающихэлементов, высотой установки их по штангам,, углом установки и формой перемешивающих элементов. Процесс перемешивания в предлагаемом устройстве осуществляется
интенсивнее ;- более, чем в 2 раза, следовательно и эффективность
электроосаждения ускоряется более, чем в 2 раза.
67 W 3
3 .2
Фаг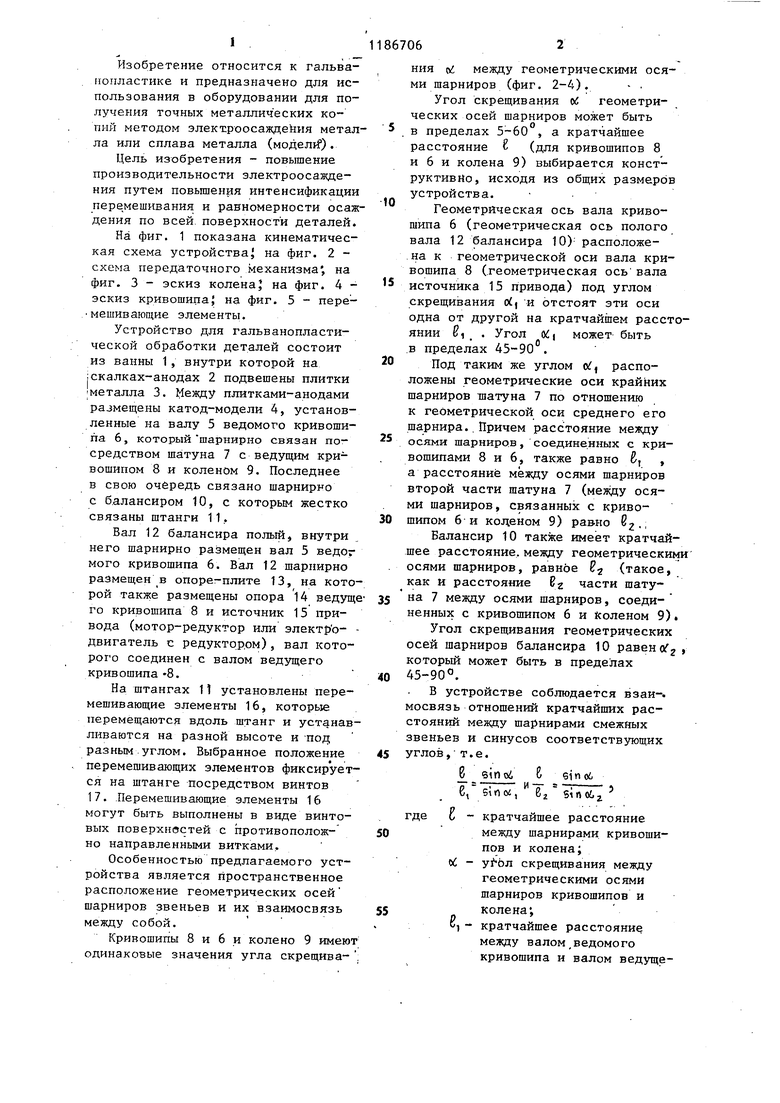
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ВЕСТИБУЛЯРНОГО АППАРАТА | 2015 |
|
RU2602056C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕШИВАНИЯ ЖИДКОСТЕЙ | 2016 |
|
RU2633902C1 |
| Смеситель | 1979 |
|
SU797878A1 |
| МЕШАЛКА ДЛЯ ВЯЗКИХ ЖИДКОСТЕЙ | 2016 |
|
RU2633586C1 |
| Смеситель | 1979 |
|
SU841989A1 |
| Шарнирно-рычажный механизм | 1979 |
|
SU947535A1 |
| РЕЖУЩИЙ АППАРАТ ЖАТВЕННЫХ МАШИН | 2015 |
|
RU2606095C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ГРУНТА | 2015 |
|
RU2583802C1 |
| ШЕСТИЗВЕННЫЙ ШАРНИРНО-РЫЧАЖНЫЙ МЕХАНИЗМ | 2019 |
|
RU2713662C1 |
| Шарнирно-рычажный механизм с пере-дАТОчНыМ ОТНОшЕНиЕМ, РАВНыМ дВуМ | 1979 |
|
SU815365A1 |
1. УСТРОЙСТВО ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее ванну, катод, анод и. перемешивающий элемент с приводом его движения, отличающееся тем что, с целью повышения производительности электроосаждения путем повьшения интенсификации перемешивания и равномерности осаждения по всей поверхности деталей, привод перемешивающего элемента выполнен в виде балансира со штангами,ведомого и ведущего кривошипа, колена и шатуна, катод установлен на валу ведомого кривошипа, шарнирно связанного через шатун с ведущим кривошипом и коленом, кинематически связанным с балансиром, на штайгах которого установлены перемешивающие элементы, а отношение кратчайших расстояний между шарнирами смежных звеньев равно отношению соответствующих синусов углов скрещивания геометрических осей шарниров звеньев. 2,Устройство по п. 1, от лйi чающееся тем, что перемешивающие элементы установлены на СЛ С штангах с возможностью перемещения и фиксации на разной высоте и под разными углами. 3.Устройство по пп. 1 и 2, отличающееся тем, что перемешивающие элементы выполнены в виде винтовых поверхностей с противоположно направленными Ритками.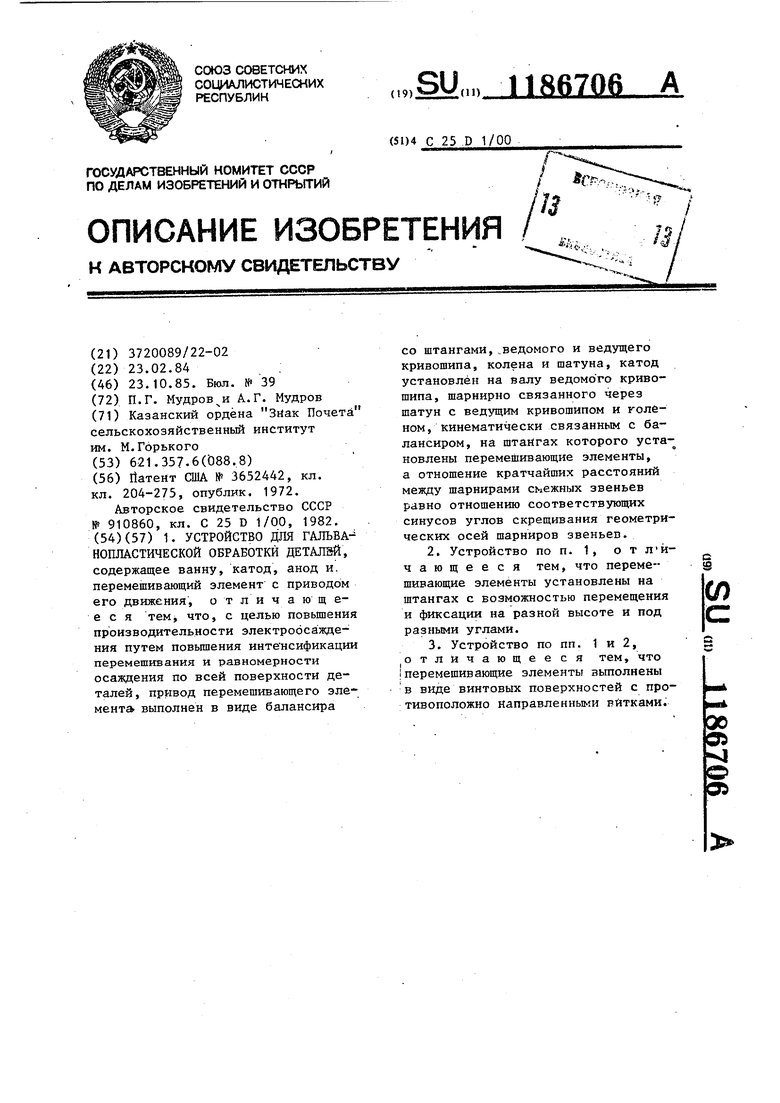
| Йатент США № 3652442, кл | |||
| кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Устройство для гальванопластической обработки деталей | 1980 |
|
SU910860A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
