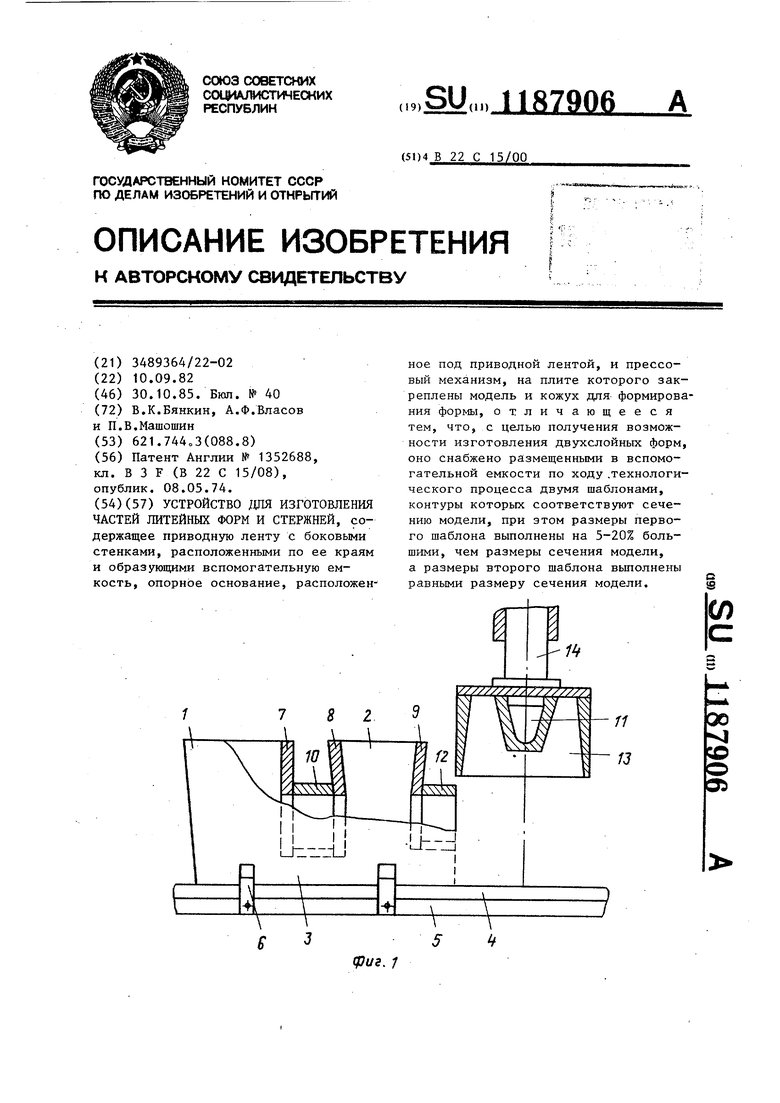
(риг. 1
Изобретение относится к литейному производству, а именно к изготовлени двухслойных частей литейных форм и стержней.
Цель изобретения - получение возможности изготовления двухслойных форм.
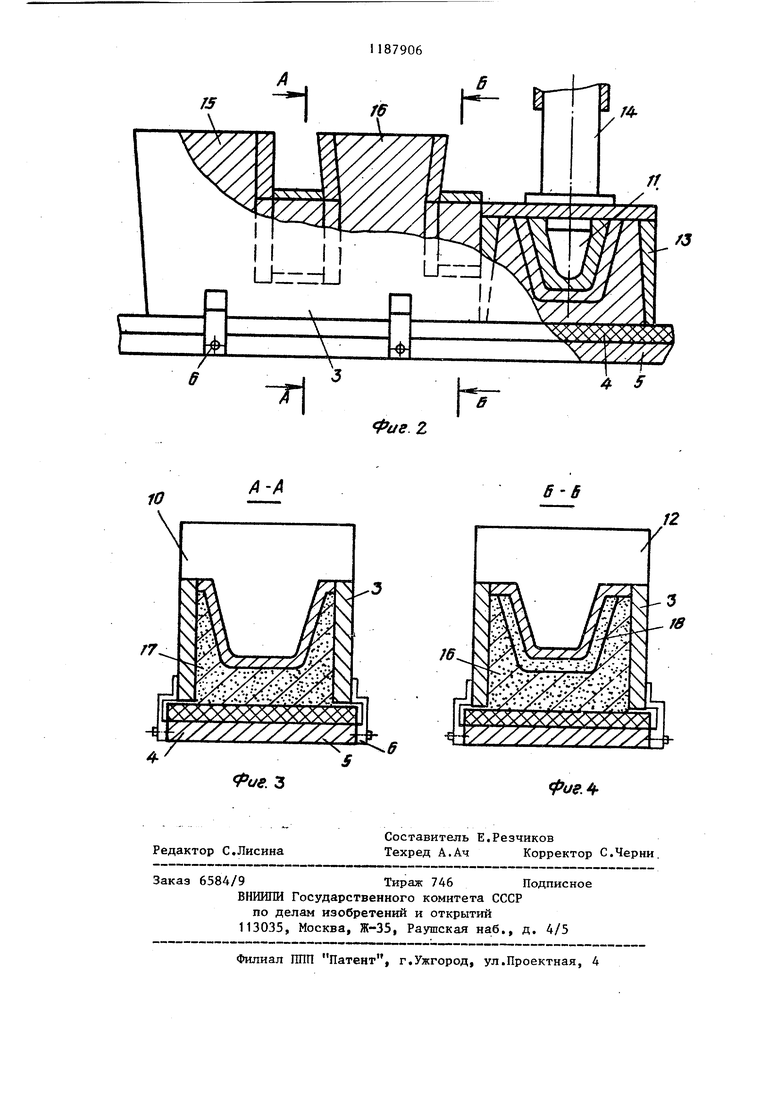
На фиг 1 схематически изображено устройство в исходном положении, общий вид; на фиг 2 - то же, в динами ке, на фигс 3 - разрез А-А на фиг.2, на фиг о 4 - разрез Б-Б на фиг. 2.
Вспомогательная емкость устройств выполнена в виде бункеров 1 и 2, жестко связанных между собой боковыми стенками 3. Днище вспомогательной емкости выполнено подвижным, например в виде приводной ленты 4, расположенной на опорном основании 5, Вспомогательна/ емкость прикреплена к опорному основанию 5 с помощью зажимов 6 таким образом, чтобы обеспечить зазор между основанием стенок 3 и транспортерной лентой 4 о В стенке 7 бункера 1, а также обеих стенках 8 и 9 бункера 2, в нижних частях, граничащих . с лентой 4, установлены шаблоны, контуры которых соответствуют сечению модели. Размеры первого шаблона 10 выполнены на 5-20% большими, чем размеры профиля сечения модели 11. Размеры второго шаблона 12 выполнены одинаковыми с размерами профиля сечения модели 1 Стенки 7 и шаблон 10, а также стен-; ки 9 и шаблон 12 скреплены друг с ; другом сваркой,. Уплотняющий и отсекающий часть формы (стержень) механизм расположен по ходу перемещения транспортерной ленты 4 после бункера 2 и содержит кожух 13, в котором закреплена модель 11„ перемещаемая в вертикальном положении с помощью плунжера 14. Для получения части формы подается наполнительная 15 и облицовочная 16 смеси, что позволяет получать часть формы 17 с облицовочным слоем 18.
Работа устройства заключается в следующем.
В бункер 1 подают наполнительную смесь 15, включают движение транспортерной ленты 4, после чего в бункер 2 подают облицовочную смесь 16.
При перемещении смеси 15 вместе с лентой 4 с помощью шаблона 10 формируют непрерьшно движущуюся профильную часть формы (стержень) 17. При перемещении через бункер 2 на стенках профиля формы 17 формируется облицовочный слой 18 с помощью шаблона 12. После выхода части формы из вспомогательной емкости производят доуплотнение и отсечку части формы (стержня) с помощью кожуха 13, модели 11, плунжера 14. При этом в течение нескольких секунд, начиная от момента касания кожуха 13 с облицовочным слоем 18 и,кончая соприкосновением кожуха 13 с лентой 4, возрастает сила трения между движущейся лентой 4 и опорным основанием 5. Для обеспечения высокой работоспособности устройства можно использовать следующие варианты в процессе уплотнения и вырубки формы: пульсирующее перемещение ленты 4 с остановкой для доуштотнения и вырубки формы (стержня) кожухом 13 с моделью 11, перемещение кожуха 13, модели 11 и плунжера 14 с той же скоростью и в том же направлении, что .и ленты 4, с момента, когда кожух 13 касается облицовочного слоя 18 и до того момента, когда он касается ленты 4, Дальнейшее использование полученной части формы возможно как центровых ее кусков.
Использование предлагаемого устройства изготовления двухслойньпс частей форм и стержней повьшает качество литейной формы, так как облицовочный слой не имеет разрьгоов и других дефектов, что обусловливает снижение брака отливок по газовым и песчаным раковинам, уменьшает расход облицовочной смеси, особенно при использовании высоких моделей, так как облицовочный слой формируют заданной толщины, и он не сползает с модели в процессе формообразования, а также повьш1ает роизводительность труда при изгоовлении двухслойной формы (стержня), ак как формирование облицовочного лоя производят без затраты ручноо труда.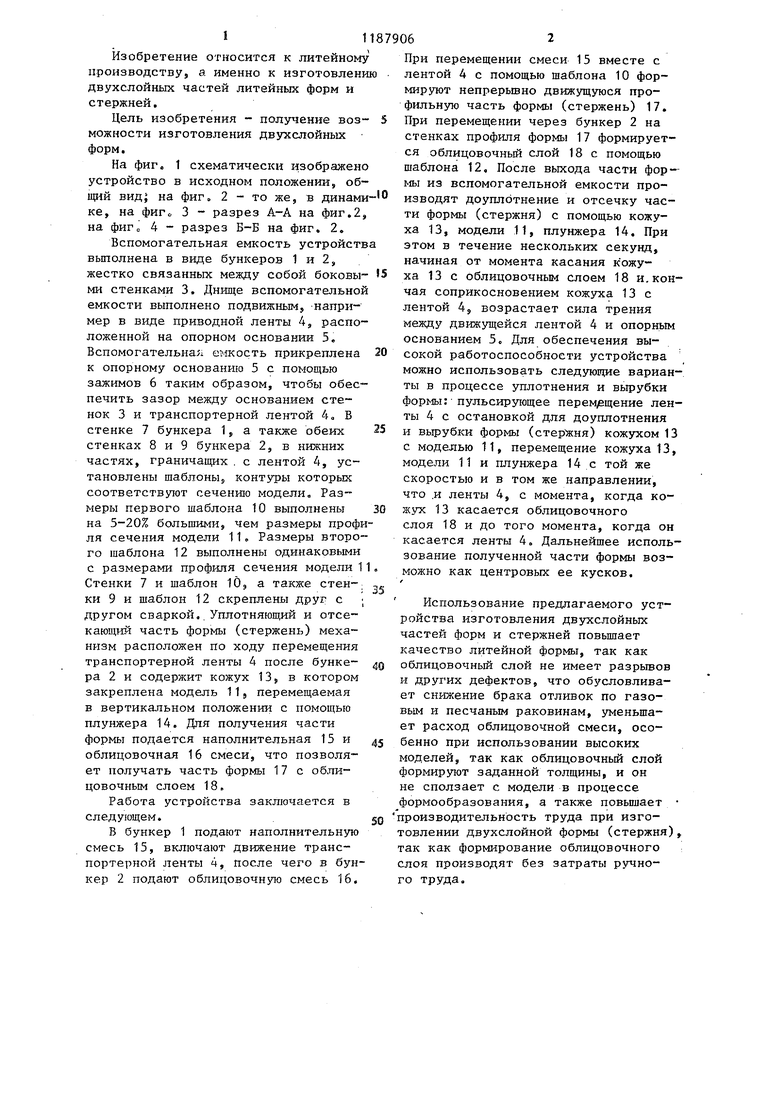
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления двуслойных литейных стержней | 1986 |
|
SU1389930A1 |
| Способ изготовления двухслойных форм и стержней и устройство для его осуществления | 1982 |
|
SU1066722A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСЛОЙНЫХ ЛИТЕЙНЫХСТЕРЖНЕЙ | 1969 |
|
SU242331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Загрузочное устройство формовочной машины | 1981 |
|
SU988444A1 |
| Способ приготовления смеси для изготовления литейных форм | 1978 |
|
SU863144A1 |
| СПОСОБ ЗАПОЛНЕНИЯ ОПОКDC'"СОЮЗНАЯ'.V ::'.;;о-11^:ш'^ЕСНА]Г-ЛЕ.г;и07ЕКА | 1971 |
|
SU288931A1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| Способ изготовления литейной формы | 1980 |
|
SU910312A1 |
УСТРОЙСТВО /ЩЯ ИЗГОТОВЛЕНИЯ ЧАСТЕЙ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, содержащее приводную ленту с боковыми стенками, расположенными по ее краям и образующими вспомогательную емкость, опорное основание, расположенное под приводной лентой, и прессовый механизм, на плите которого закреплены модель и кожух для формирования формы, отличающееся тем, что, с целью получения возможности изготовления двухслойных форм, оно снабжено размещенными в вспомогательной емкости по ходу .технологического процесса двумя шаблонами, контуры которых соответствуют сечению модели, при этом размеры первого шаблона выполнены на 5-20% большими, чем размеры сечения модели, а размеры второго шаблона выполнены равными размеру сечения модели. (Л 00 ;о