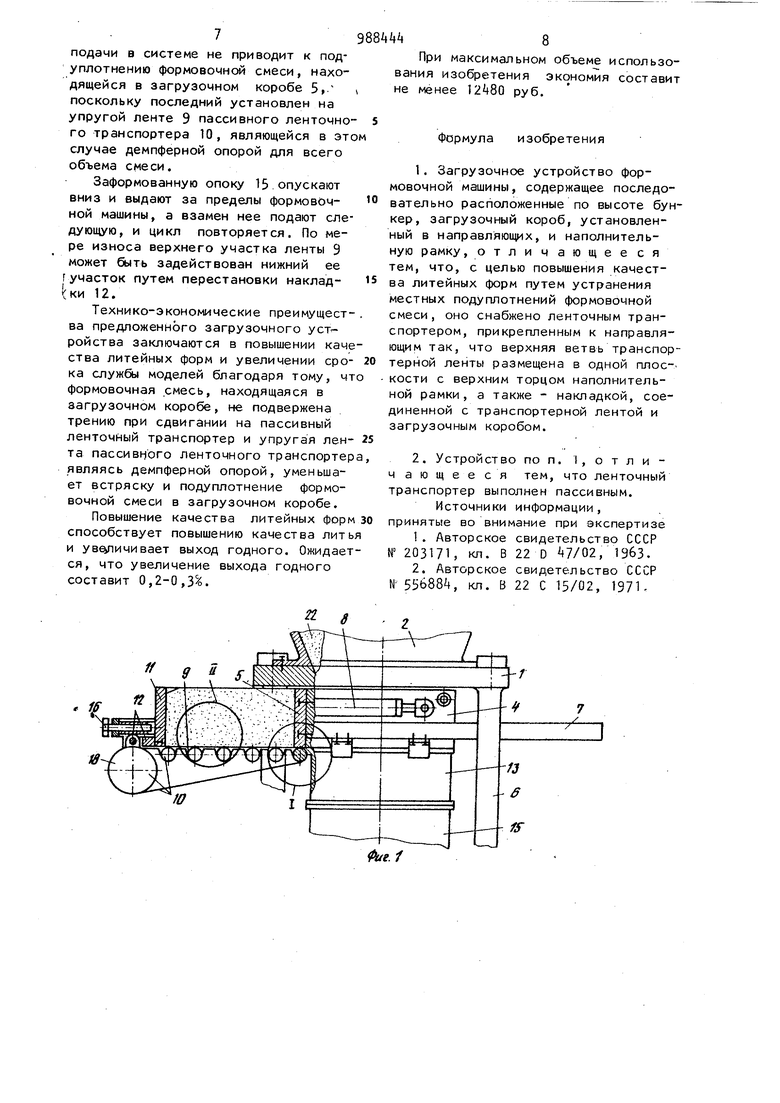
Изобретение относится к литейному производству, в частности к устройствам для загрузки опок формовочной смесью в сочетании с ее уплотнением, например, импульсным способом. . Известно загрузочное устройство формовочной машины, содержащее бунке ры для облицовочной и наполнительной формовочных смесей, короб, установленный с возможностью возвратно-поступательного перемещения по листу и наполнительной рамке. В этом устройстве лист размещен сбоку наполнитель ной рамки, закреплен стационарно и служит для удержания формовочной сме си а коробе в том положении, когда (Последний смещен относительно напол нительной рамки. При работе загру/зочного устройства возвратно-поступательные перемещения короба на лист и с листа осуществляются при наличии в нем формовочной смеси С1 J . Недостатком известного загрузочного устройства является местные подуплбтнения формовочной смеси в коробе из-за того, что в процессе возврЬтно-поступательных перемещений по листу формовочная смесь попеременно подпрессовывается толкающим воздействием сначала передней, а затем задней стенок короба и, находящаяся в коробе формовочная смесь испытывает при перемещениях значительное трение по верхней .плоскости листа, т.е. набг людается так называемый процесс трения-волочения, в результате которого происходит местное подуплотнение формовочной смеси. Установлено однозначно, что изза местных подуплотнений формовочная смесь выпадает из короба в технологический комплект комками. В результате этого лад литейной полуформы получается после прессования с участками, имеюсцими неравномерное уп398лотнение, a поверхность контрлада jсодержит неровности по высоте. Кроме того, недостатком этого устройства является низкая производител ность из-за того, что прессование сме си производится двумя последовательными по времени перемещениями пуансонов, в промежутке между которыми в Опоку досыпают формовочную смесь. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является загрузочное устт ройство формовочной машины, содержащее последовательно расположенные по высоте бункер, загрузочный короб в направляющих и наполнительную рамку. Это устройство по сравнению с указанным имеет более высокую производительность благодаря тому, что узел его прессования - импульсная го ловка - соединена с загрузочным коро бом и совершает с ним синхронные пере мещения по горизонтали 2. Недостатками звестного устройства являются местные подуплотнения формовочной смеси в загрузочном коробе из-за трения этой смеси по верхней плоскости листа, а также толкающих воздействий, передней и задней стено загрузочного короба и подтрамбовывание формовочной смеси в загрузочном коробе в момент импульса от встряски на жесткой верхней плоскости листа. Местные подуплотнения в наибольшей мере характерны для крупных формовочных машин, в которых длина хода загрузочного короба по листу достигает двух метров. Местные подуплотнения формовочной смеси в загрузочном коро бе приводят к образованию комков, которые попадая в опоку, ухудшают каче ство литейной формы. Кроме перечисленных причин, влияющих на качество литейной формы (полуформы), не исключено также смещение моделей в процессе формообразования. Имеются, например данные, что неоднородная исходная плотность формовочной смеси (в пределах 0,91,2 г/см) вызывает появление сдвига ющей силы, эквивалентной распределенному давлению до 3 кгс/см , действующему на модель со стороны более плотной засыпки формовочной смеси т.е. проявляется парусный эффект, способный сдвинуть модель с координатного крепления. 44 Цель изобретения - повышение качества литейных форм за счет устранения местных подуплотьТений формовочной смеси. Цель достигается тем, что загрузочное устройство формовочной машины, содержащее последовательно расположенные по высоте бункер, загрузочный короб, установленный в направляющих и наполнительную рамку снабжено ленточным транспортером,прикрепленным к направляющим так, что Ъерхняя ветвь транспортерной ленты размещена в одной плоскости с верхним торцом наполнительной рамки, а также - накладкой, соединенной с транспортерной лентой и загрузочным коробом. Ленточный транспортер выполнен пас, название дано пото - барабанов ленточного транспортера не является приводным. За счет связи с загрузочным коробом и его привода возвратно-поступетельного перемещения по горизонтали лента транспортера совершает реверсивные перемещения на ограниченном участке ее длины. Благодаря перематыванию транспортерной ленты при перемещениях загрузочного короба исключаются местные подуплотнения формовочной смеси и, как следствие, повышается равномерность распределения объемной плотности формовочной смеси в технологической оснастке. Этим самым и достигается повышение качества литейных форм. На фиг. 1 схематически изображено предлагаемое загрузочное устройство формовочной машины в положении перед импульсом, общий вид; на-фиг. 2 то же, в положении загрузки формовочной смеси в технологическую оснастку; на фиг. 3 - узел стыковки пассивного ленточного транспортера с наполнительной рамкой (узел I на фиг.П; нафиг. t - узел пассивного ленточного транспортера, нагруженный формовочной смесью (узел II на фиг.1); на фиг. 5 - разрез А-А на фиг. k. Загрузочное устройство содержит . закрепленный на траверсе 1 бункер 2 с выпускным отверстием 3j ниже которого размещены соединенные между собой импульсная головка i и загрузочный короб 5. Импульсная головка 4 и загрузочный короб 5 установлены В закрепленных на cfOMKax 6 направляющих 7 и связаны с приводом возвратно-поступательного перемещения 8 Загрузочный короб установлен такж на рерхней ветви ленты 9 пассивного ленточного транспортера 10. Лента 9 выполнена из упругого материала, на ример бельтинга. Для согласования движения задняя стенка 11 загрузочного короба Ij со всей внешней стороны соединена с ве ней ветвью ленты 9 посредством наiкладки 12. Пассивный ленточный тран спортер 10 установлен смещенным от выпускного отверстия 3 бункера 2,а между ним и наполнительной рамкой 13 установлена промежуточная встав ка 1, верхняя площадка которой раз мещена в одной плоскости с верхней ветвью ленты 9 пассивного ленточного транспортера 10 и верхним торцом наполнительной рамки 13. Наполни- . тельная рамка 13 установлена на опоке 15. Для регулирования натяжения лен-, ты 9. пассивного ленточного транспор тера 10 предусмотрен натяжной механизм 16. Кронштейн 17 барабана 18 и кронштейны 19 опорных роликов 20 пассивного ленточного трансТюртера 10 соединены с направляющими 7. Под лентой 9 размещен сепаратор 21, из окон которого выступают опорные ролики 20. Бункер 2 предназначен для накопления расходуемого объема формовочной смеси 22. Ближайший к наполнительной рамке 13 барабан 23 пассивного ленточного транспортера 10 имеет меньший диаметр в сравнении с диаметром барабана 18, с тем, чтобы уменьшить размер вставки 14. Загрузочное устройство формовочной машины работает следующим образом. Рассмотрим, например, рабочее положение, котЬрое предшествует импульсу (фиг. 1). Бункер 2 заполнен формовочной смесью 22, а его выпускное отверстие 3 перекрыто снизу, как шиберной задвижкой, верхней обшивкой импульсной головки . Внутри загрузочного короба 5 находится объем формовочной смеси, оставшийся от предыдущего цикла. Наполнительная рамка 13 и опо ка 15 формовочной смесью не заполнены, для заполнения наполнительной рамки 13 и опоки 15 формовочной смеСЬЮ импульсная головка и загрузочный короб 5 сдвигаются посредством привода возвратно-поступательного перемещения 8 в крайнее правое положение (фиг, 2). По мед)е этого перемещения лента Э 1ассивного транспор- тера ,10 также приводится в движение, так как она соединена посредством накладки 12 с задней стенкой П з грузочного короба 5. Процесс тренияволочения формовочной смеси по плоскости верхней ветви ленты 3 пассивного ленточного транспортера 10 при этом исключается, так как скорости их относительных перемещений ofn naковы. Установленная между пассиаными ленточными транспортером 10 и наполнительной рамкой 13 промежуточная вставка 1 является опорой для перемещающегося загрузочного короба 5, а также предотвращает просыпание формовочной смеси. Во время перемещения загрузочного короба 5 над наполнительной рамкой 13 формовочная смесь загружается в опоку 15 без комков. Одновременно с этим начинается просыпание формовочной смеси 22 из бункера 2, которое за.канчивается, заполнением до верха опоки 15, наполнительной рамки 13 и загрузочного короба 5. Для производства импульсного уплотнения формовочной смеси загрузочный короб 5 и импульсную головку k перемещают в крайнее левое положение (фиг. 1). Загрузочный короб 5 перерезает столб смеси по двум плоскостям,в результате чего в ней остается объем формовочной смеси, который принимается и перемещается движущейся верхней ветвью ленты 9 пассивного ленточного транспортера 10. Этим самым достигается предотвращение или значительное снижение местного подуплотнения формовочной смеси. В результате рассмотренного переещения им пульсная головка располагается над наполнительной рамкой 13« С помощью подъемного стола (не покаан) ОПОКУ 15, наполнительную рамку 13 и импульсную ГОЛОВКУ поджимат с определенным усилием запирания к траверсе 1 и только после этого прозводят импульс сжатого воздуха, обесечивающий уплотнение формовочной меси . в опоке 15. - Возникающая в момент импульса встряка формовочной машины от реактивной
подачи в системе не приводит к подуплотнению формовочной смеси, находящейся в загрузочном коробе 5, поскольку последний установлен на упругой ленте 9 пассивного ленточно- 5 го транспортера 10, являющейся в этом случае демпферной опорой для всего объема смеси.
Наформованную опоку 15.опускают вниз и выдают за пределы формовоч- О ной машины, а взамен нее подают следующую, и цикл повторяется. По мере износа верхнего участка ленты 9 может быть задействован нижний ее
г участок путем перестановки наклад- 15
UM 12.
Технико-экономические преимущест-. ва предложенного загрузочного устройства заключаются в повышении качества литейных форм и увеличении сро- 20 ка службз моделей благодаря тому, что формовочная смесь, находящаяся в загрузочном коробе, не подвержена трению при сдвигании на пассивный ленточный транспортер и упругая лен- 25 та пассивного ленточного транспортера, являясь демпферной опорой, уменьшает встряску и подуплотнение формовочной смеси в загрузочном коробе.
Повышение качества литейных форм зо способствует повышению качества литья и ув ичивает выход годного. Ожидается, что увеличение выхода годного составит 0,2-0,3%.
21 8
If
При максимальном объеме использования изобретения экономия составит не менее 12480 руб.
формула изобретения
1.Загрузочное устройство формовочной машины, содержащее последовательно расположенные по высоте бункер, загрузочный короб, установленный в направляющих, и наполнительную рамку,отличающееся тем, что, с целью повышения качества литейных форм путем устранения местных подуплотнений формовочной смеси, оно снабжено ленточным транспортером, прикрепленным к направляющим так, что верхняя ветвь транспортерной ленты размещена в одной плоскости с верхним торцом наполнительной рамки, а также - накладкой, соединенной с транспортерной лентой и загрузочным коробом.
2.Устройство по п. I, о т л и чающееся тем, что ленточный транспортер выполнен пассивным.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 203171, кл. В 22 D 7/02, 1963.
2.Авторское свидетельство СССР N556884, кл. В 22 С 15/02, 19712
е. 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1985 |
|
SU1303253A1 |
| Формовочная машина | 1971 |
|
SU556884A1 |
| Устройство для уплотнения литейных полуформ | 1979 |
|
SU789206A1 |
| Устройство для изготовления форм | 1981 |
|
SU1013085A1 |

JL. ft/
pue.fy
