12
14
СО
00 х со 00
Изобретение относится к литейному производству и может быть использовано при изготовлении двуслойных литейных стержней.
Целью изобретения является расширение технологических возможностей устройст- ва за счет возможности изготовления неразъемных стержней и экономии облицовочной смеси.
На фиг. 1 изображено предлагаемое устройство, общий вид (двухсекционная рамка перемещена в крайнее левое положение); на фиг. 2 - то же, рамка находится в нейтральном положении; на фиг. 3 - двухсекционная рамка, общий вид; на фиг. 4 - то же, вид в плане.
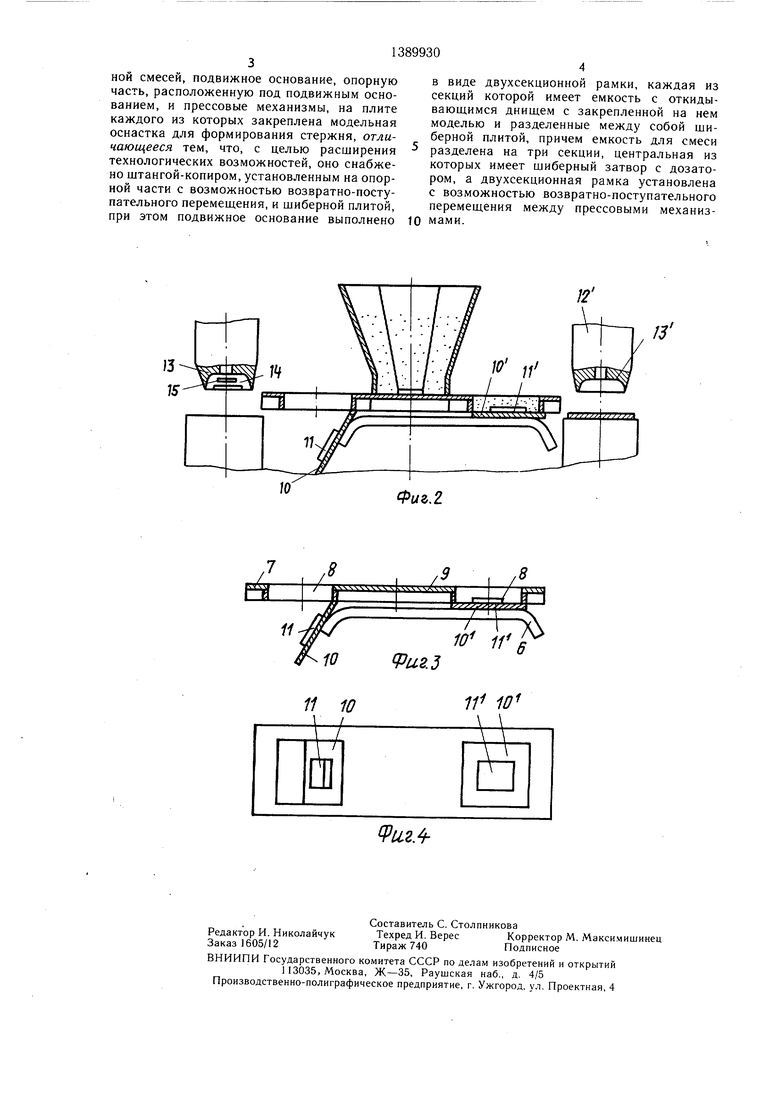
Устройство для изготовления двуслойных литейных стержней содержит емкость для смесей, разделенную на три расположенные в один ряд секции 1-3. Центральная секция 2 снабжена щиберным затвором 4 с дозатором и предназначена для наполнительной смеси. Две боковые секции 1 и 3 выполне- ны сквозными, без дна, и предназначены для облицовочной смеси. На опорной части 5 устройства установлена с возможностью возвратно-постунательного перемещения щтанга-копир 6, над которым расположена секционная рамка 7, имеющая две секции 8 и 8, разделенные щиберной плитой 9. Эта плита выполняет роль щиберного затвора для секций 1 и 3 емкости. Секции 8
-ч/
и 8 снабжены откидывающимися днищами 10 и 10, одним концом каждое из которых шарнирно закреплено на стенке секции. На днищах 10 и 10 закреплены модели 11 и 1 Г. Секционная рамка установлена под емкостью для смесей с секциями 1-3 и имеет возможность возвратно-поступательного перемещения между прессовыми механизмами 12 и 12 расположенными по обе стороны от емкости для смесей. На плите каждого из прессовых механизмов 12 и 12 закреплена модельная оснастка 13 и 13 для формирования стержней 14. Днища 10 и 10 имеют возможность взаимодействия со штангой-копиром 6.
Устройство работает следующим образом.
В секции 1 и 3 подают облицовочную смесь, например жидкостекольную, а в секцию 2 - песчано-глинистую наполнитель,- ную, обладающую хорошей выбиваемостью. Затем включают устройство на автоматический режим, при котором шиберный затвор 4 закрыт, а секционная рамка с секциями 8 и 8 и разделяющей их щиберной плитой 9 перемещаются по штанге-копиру 6 и прессо- вому механизму 12 с уплотняющей оснасткой 13.
В процессе перемещения секции 8 влево происходит сначала подача облицовочной смеси из емкости 3. При перемещении секции 8 под емкостью 2 автоматически от- крывается и через 0,5-2,5 с закрывается шиберный затвор 4, при этом происходит дозированная подача в нее наполнительной
5 5
5
0
смеси. При дальнейшем перемещении секции 8 под емкостью 1 происходит подача из нее облицовочной смеси. Включается перемещение штанги-копира 6 влево, предотвращая раскрытие (откидывание) днища 10. Одновременно происходит заполнение смесями из секций 3, 2 и 1 правой секции 8.
При достижении секцией 8 крайнего левого положения включают перемещение вниз прессового механизма 12 с оснасткой 13, уплотняя и формируя стержень 14, содержа.- щий внутри слой 15 наполнительной смеси, одновременно включают перемещение вправо штанги-копира 6, освобождая окно в опорной части 5. Вместе с этим происходит перемещение вправо секционной рамки 7, при этом днище 10 секционной рамки 8 откидывается вниз. Остатки смеси ссьшают- ся в подставленную емкость или на транспортер (не показаны) передаются для повторного использования.
При дальнейщем движении вправо днище 10, наезжая на щтангу-копир 6, занимает горизонтальное положение. Одновременно происходит заполнение секции 8 облицовочной смесью из емкости 1, наполнительной смесью из емкости 2 и снова облицовочной смесью из емкости 3. При достижении секцией 8 крайнего правого положения секция 8 находится под емкостями 1-3. При этом включается перемещение оснастки 13 и 13 вниз, в процессе которого на левой стороне стержень 14 из 0 оснастки 13 выкладывается на приемный стол устройства, а на правой стороне происходит формирование стержня 14..
Устройство может содержать подвижное основание, перемещающееся от позиции засыпки смесей на позицию формирования стержня по радиусу. При необходимости изготовления однослойных стержней щибер- ный затвор 4 должен быть отключен или емкость 2 должна быть заполнена такой же смесью, что емкости 1 и 3.
Использование устройства для изготовления двуслойных стержней обеспечивает расширение технологических возможностей устройства, так как позволяет получить неразъемные стержни с разным уклоном профиля и поднутрениями на р абочей поверхности, а также с содержанием внутри стержня слоя легковыбивающейся наполнительной смеси.
Устранение операции склеивания частей стержня, а также улучшение выбиваемос- ти стержней из отливок за счет выполнения в стержнях слоя легковыбивающейся наполнительной смеси обеспечивают снижение трудоемкости и материалоемкости изготовления двуслойных литейных стержней.
5
Формула изобретения
Устройство для изготовления двуслойных литейных стержней, содержащее емкость с секциями для облицовочной и наполнительной смесей, подвижное основание, опорную часть, расположенную под подвижным основанием, и прессовые механизмы, на плите каждого из которых закреплена модельная оснастка для формирования стержня, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено штангой-копиром, установленным на опорной части с возможностью возвратно-поступательного перемещения, и шиберной плитой, при этом подвижное основание выполнено
в виде двухсекционной рамки, каждая из секций которой имеет емкость с откидывающимся днищем с закрепленной на нем моделью и разделенные между собой щи- берной плитой, причем емкость для смеси
разделена на три секции, центральная из которых имеет шиберный затвор с дозатором, а двухсекционная рамка установлена с возможностью возвратно-поступательного перемещения между прессовыми механизмами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Дозатор для песчано-смоляной смеси | 1972 |
|
SU440201A1 |
| Устройство для изготовления частей литейных форм и стержней | 1982 |
|
SU1187906A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 1994 |
|
RU2043856C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении двуслойных стержней. Целью изобретения является расширение технологических возможностей устройства за счет обеспечения возможности изготовления неразъемных стержней и экономия облицовочной смеси. Устройство содержит емкость с секциями 1, 2 и 3 для облицовочной и напо.тнительной смесей. Центральная секция 2 снабжена шиберным затвором 4. Под емкостью установлена с возможностью возвратно-поступательного пере- между прессовыми механизмами 12 и 12 секционная рамка 7, выполненная в виде секций 8 и 8 с откидывающимися днищами 10 и 10 разделенных между собой шиберной плитой 9. С днищами 10 и 10 взаимодействует штанга-копир 6, установленный с возможностью возвратно-поступательного перемещения. В процессе перемещения секции 8 влево происходит сначала подача облицовочной смеси из емкости 3, затем наполнительной - из емкости 2 и затем снова облицовочной из емкости 1. Изобретение позволяет получить неразъемные стержни с содержанием внутри стержня слоя легковыбивающейся наполнительной смеси. 4 ил. Q S (Л
J3
Фиг.2
Шг.З
10 11 в
| Устройство для изготовления частей литейных форм и стержней | 1982 |
|
SU1187906A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
