2, Устройство для изготовления двухслойных форм и стержней, содержащее бункера для компонентов смеси, установленный на горизонтальном поворотном устройстве транспортер с питателем для подачи наполнительной смеси и две смесительные камеры, у разгрузочного отверстия одной из которых размещен .питатель для подачи облицовочной смеси, шарнирно соединенные между собой с возможностью перемещения в горизонтальной плоскости, отличающ е е с я тем, что, с целью повышения производительности, питатели для подачи наполнительной и облицовочной смесей соединены рычагом для их совместного перемещения в горизонтальной плоскости и для регулирования их взаимного расположения, а транспортер снабжен механизмом для горизонтального смещения относительно его поворотного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Способ изготовления кокилей для металлооболочковых форм | 1974 |
|
SU516463A1 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 1980 |
|
SU944722A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Способ приготовления смеси для изготовления литейных форм | 1978 |
|
SU863144A1 |
| Способ изготовления двухслойной литейной формы | 1987 |
|
SU1424936A1 |
| Способ изготовления двухслойных песчаных форм | 2018 |
|
RU2700895C1 |
| Самотвердеющая смесь для изготовления литейных форм и стержней | 1985 |
|
SU1304968A1 |
| Способ изготовления литейных форм и стержней | 1984 |
|
SU1224090A1 |
1. Способ изготовления двухслойных форм и стержней, заключающийся в заполнении технологической оснастки облицовочной и наполнительной смесями, отличающийся тем, что, с целью увеличения производительности, подачу облицовочной и наполнительной смесей при формировании боковой поверхности производят одновременно двумя непрерывными потоками, причем подачу наполнительной смеси осуществляют с опережением подачи облицовочной, смеси с образованием валика из наполнительной смеси у боковой поверхности, а облицовочную смесь подают в зазор между .этим валиком и технологической оснасткой. J fjtetf tto/r :fftttff fJ
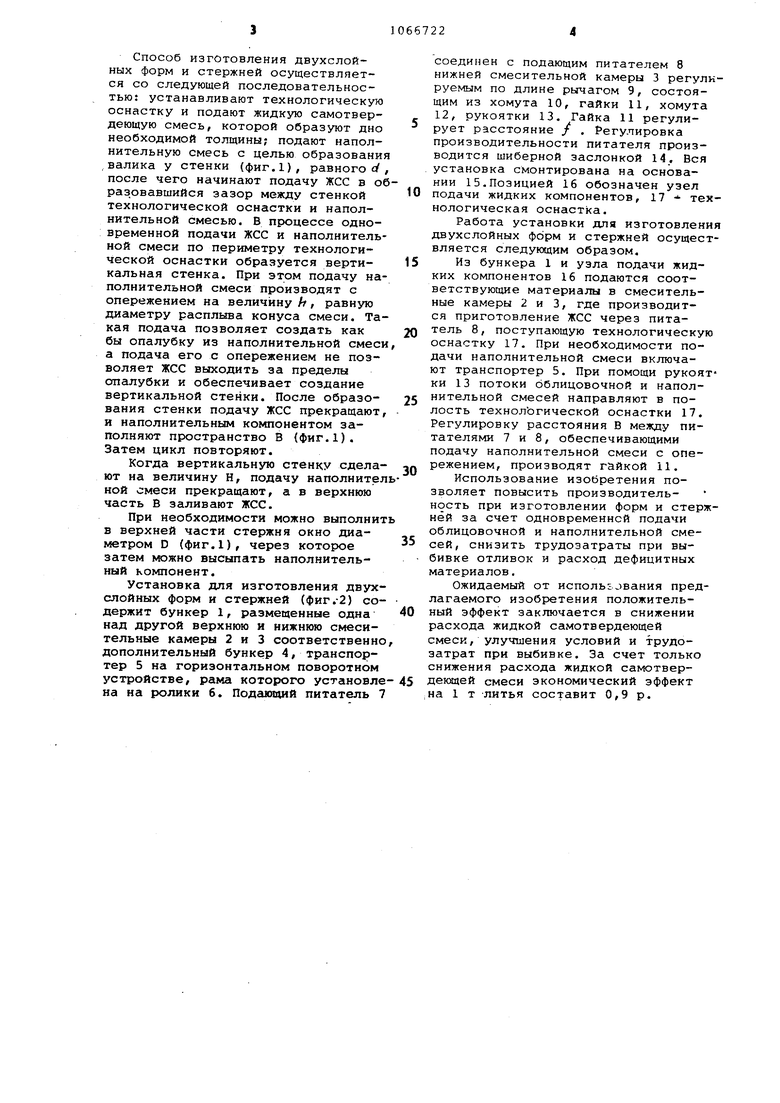
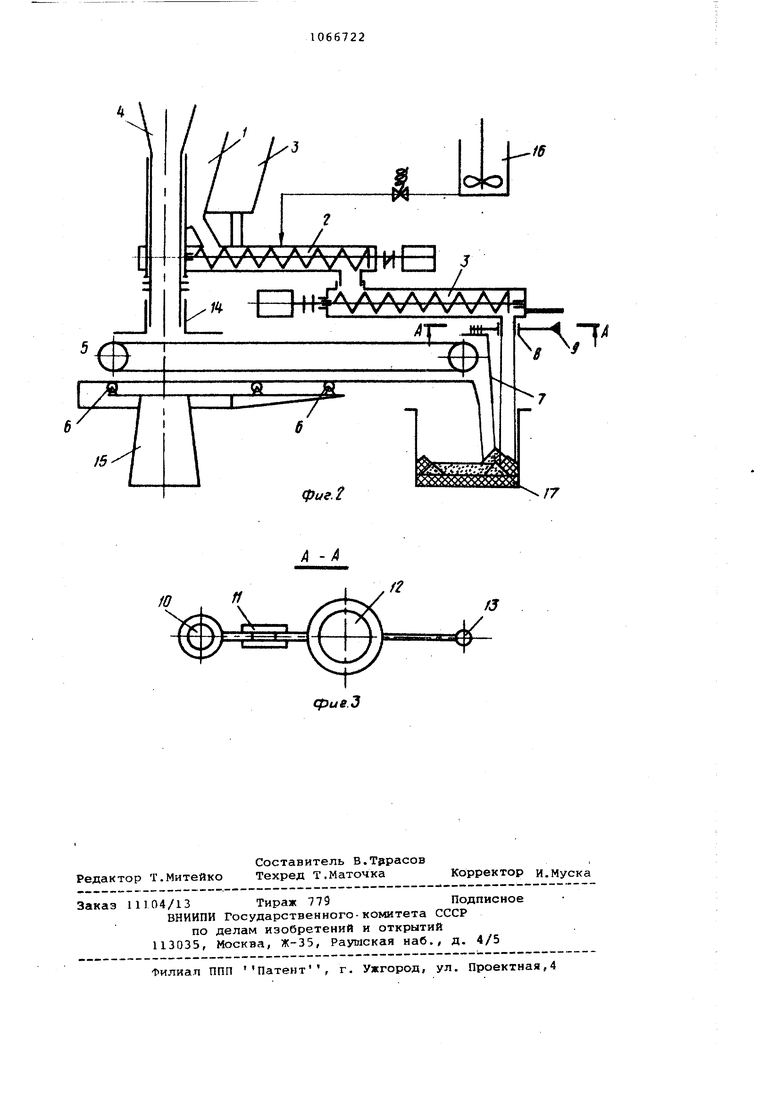
Изобретение относится к литейно му производству и может быть использовано при изготовлении литейных форм и стержней из жидких самотвердеющих смесей. Известен способ изготовления двухслойных форм и стержней, включающий последовательное формирование облицовочного, а затем опорног наполнительного слоев 1J. Недостатком данного способа является удлинение процесса изготовления формы, так как заполнение фо мы производится в два последовательных приема. Кроме того, после прекращения подачи той или иной смеси необходима перестройка на др гую смесь. Наиболее близким к предлагаемому по технической сущности и дости гаемому результату является способ изготовления двухслойных форм и стержней, заключающийся в заполнеНИИ технологической оснастки облицовочной и наполнительной смесями 2 . Недостатками данного способа яв ляются невысокая производительност а также невысокая потеря смеси облицовочного слоя, так как после подачи жидких компонентов и переводе питателя на другую смесь неко рое время поступает смесь промежуточнаяI Известно также устройство для и готовления двухслойные форм и стержней, содержащее бункера для компонентов смеси, установленный на горизонтсшьном поворотном устройстве транспортер с питателем дл подачи наполнительной смеси и две смесительные камеры, у одной из ко торых размещен питатель для подачи облицовочной смеси, шарнирно со диненные между собой с возможность их перемещения в горизонтальной плоскости fЗ. Целью изобретения является повышение производительности. Поставленная цель достигается тем, что согласно способу изготовления двухслойных форм и стержней, заключающемуся в заполнении технологической оснастки облицовочной и наполнительной смесями, подачу облицовочной и наполнительной смесей при формировании боковой поверхности производят одновременно двумя непрерывными потоками, при этом подачу наполнительной смеси осуществляют с опережением подачи облицовочной смеси с образованием валика из наполнительной смеси у боковой поверхности, а облицовочную смесь подают в зазор между этим валиком и технологической оснасткой. В устройстве для изготовления двухслойных форм и стержней, содержащем бункера для компонентов смеси, установленный на горизонтальном поворотном устройстве транспортер с питателем для подачи наполнительной смеси и две смесительные камерл У разгрузочного отверстия одной из которых размещен питатель для подачи облицовочной смеси, шарнирно соединенные между собой с возможностью перемещения в горизонтальной плоскости, питатели для подачи наполнительной и облицовочной смесей соединены рычагом для их совместного перемещения в горизонтальной плоскости и для регулирования их взаимного расположения, а транспортер снабжен механизмом для горизонтального смещения относительна его поворотного устройства. На фиг.1 изображена схема подачи облицовочной и наполнительной смесей в технологическую оснастку;, на фиг.2 - устройство для осуществления способа, продольный разрез; на фиг.З - рычаг, разрез А-А на фиг.2. Способ изготовления двухслойных форм и стержней осуществляется со следующей последовательностью: устанавливают технологическую оснастку и подают жидкую самотвердеющую смесь, которой образуют дно необходимой толщины; подают наполнительную смесь с целью образовани ,валика у стенки (фиг.1), равного d после чего начинают подачу ЖСС в о разовавшийся зазор между стенкой технологической оснастки и наполнительной смесью. В процессе одновременной подачи ЖСС и наполнитель ной смеси по периметру технологической оснастки образуется вертикальная стенка. При этом подачу на полнительной смеси производят с опережением на величину h, равную диаметру расплыва конуса смеси. Та кая подача позволяет создать как бы опалубку из наполнительной смес а подача его с опережением не позволяет ЖСС выходить за пределы опалубки и обеспечивает создание вертикальной стенки. После образования стенки подачу ЖСС прекращают и наполнительным компонентом заполняют пространство В (фиг.1). Затем цикл повторяют. Когда вертикальную стенкУ сдела ют на величину Н, подачу наполните ной смеси прекращают, а в верхнюю часть В заливают ЖСС. При необходимости можно выполни в верхней части стержня окно диаметром D (фиг.1), через которое затем можно высыпать наполнительный компонент. Установка для изготовления двух слойных форм и стержней (фиг .-2) со держит бункер 1, размещенные одна над другой верхнюю и нижнюю смесительные камеры 2 и 3 соответственн дополнительный бункер 4, транспортер 5 на горизонтальном поворотном устройстве, рама которого установл на на ролики 6. Подаюошй питатель соединен с подающим питателем 8 нижней смесительной камеры 3 регулируемым по длине рычагом 9, состоящим из хомута 10, гайки 11, хомута 12, рукоятки 13. Гайка 11 регулирует расстояние / . Регулировка производительности питателя производится шиберной заслонкой 14. Вся установка смонтирована на основании 15.Позицией 16 обозначен узел подачи жидких компонентов, 17 - технологическая оснастка. Работа установки для изготовления двухслойных форм и стержней осуществляется следующим образом. Из бункера 1 и узла подачи жидких компонентов 16 подаются соответствующие материалы в смесительные камеры 2 и 3, где производится приготовление ЖСС через питатель 8, поступающую технологическую оснастку 17. При необходимости подачи наполнительной смеси включают транспортер 5. При помощи рукоятки 13 потоки облицовочной и наполнительной смесей направляют в полость технолЪгической оснастки 17. Регулировку расстояния В между питателями 7 и 8, обеспечивающими подачу наполнительной смеси с опережением, производят гайкой 11. Использование изобретения позволяет повысить производительность при изготовлении форм и стержней за счет одновременной подачи облицовочной и наполнительной смесей, снизить трудозатраты при выбивке отливок и расход дефицитных материалов. Ожидаемый от использования предлагаемого изобретения положительный эффект заключается в снижении расхода жидкой самотвердеющей смеси, улучшения условий и трудозатрат при выбивке. За счет только снижения расхода жидкой самотвердеквдей смеси экономический эффект .на 1 т литья составит 0,9 р. jx« гпиА/у « Jf/e/ - Л А А АУЧ V V V V AT -Jttt-i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 0 |
|
SU283517A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
