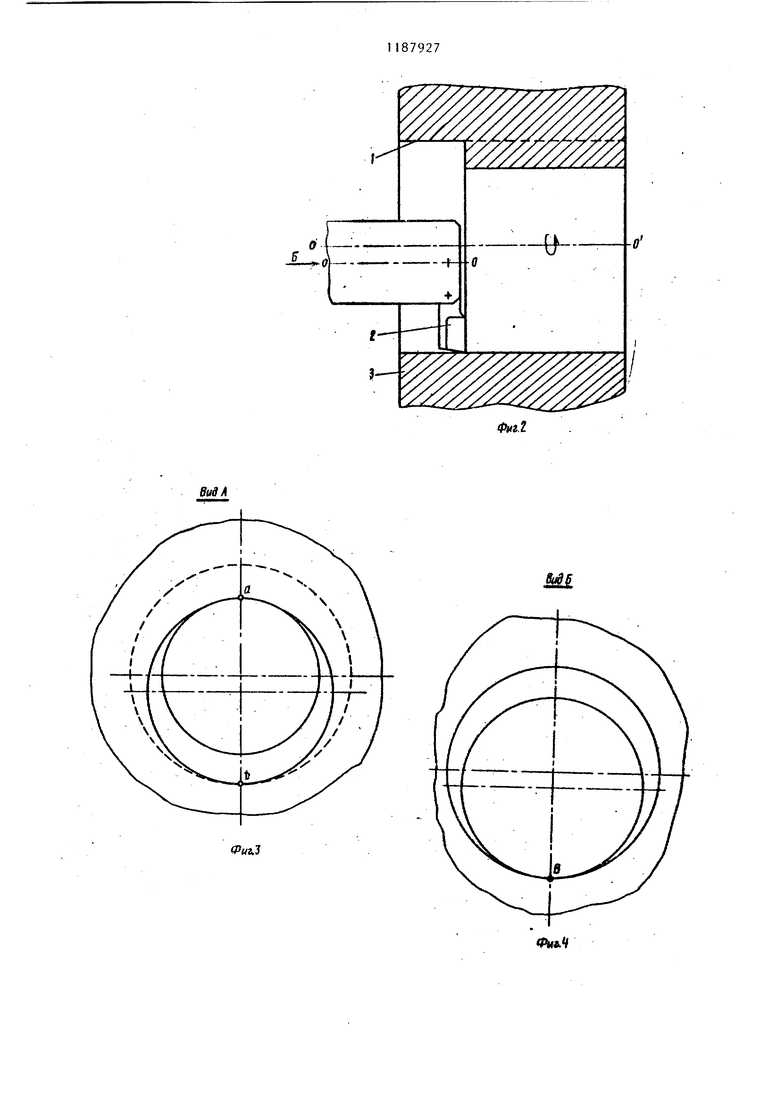
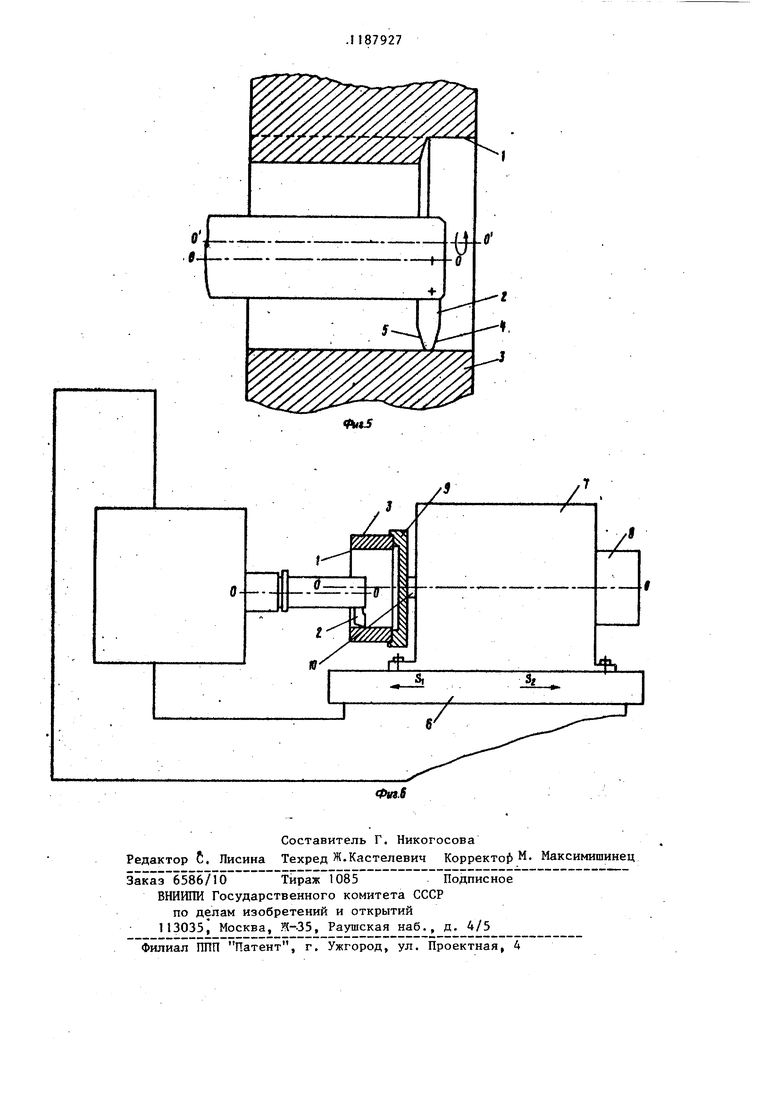
Изобретение относится к обработке металлов резанием и может быть использовано при расточке отверстий. Цель изобретения - повышение производительности обработки путем осуществления обработки отверстий одним инструментом за два прохода без пере установки детали. На фиг. 1 приведена схема обработ ки,- первый проход; на фиг. 2 - то же второй проход; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - вариант схемы обработки при прямом и обратном ходе инструмента; на фиг. 6 - устройство для осуществления способа. При первом проходе обработку отверстия 1 осуществляют инструментом 2, радиус которого равен разности диаметра D обрабатываемого отверстия и припуска Б. Ось 0-0 инструмен та 2 смещают параллельно оси О-О обрабатываемого отверстия 1 на величину, равную половине припуска Б, Вращающемуся инструменту 2 и заготов ке 3 сообщают относительное перемеще ние вдоль оси 0-0. При этом снимаемый припуск плавно изменяется от нуля в точке а до 5 в точке Ь. В точке а стружка прерывается. При втором проходе обработку осуществляют тем же инструментом, для чего инструмент 2 поворачивают вокру оси 0-0 на 180 до совмещения вершины инструмента с плоскостью, прохо дящей через оси 0-0 и О-О в точке Ь, отстоящей от оси О -О отверстия на расстоянии, равном радиусу отверстий 1, и инструмент неподвижно фиксируют. Вращение сообщают заготовке 3 вокруг оси О-О . Неподвижному инструменту и вращающейся заготовке сообщают относительное осевое перемещение. При этом припуск плавно изменяется и стружка прерывается в точке Ь. В целях сокращения времени обработки растачивание производят .инструментом, режущие кромки когорого позволяют производить обработку вращающимся инструментом при пря-50 272 ои (первом) проходе инструмента заготовки), при котором в резании частвует кромка А; второй проход суп1ествляется обратным ходом инструмента ( заготовки ) при неподвижном инструменте и вращающейся заотовке, резание осуществляется ежущей кромкой 5, Пример. Обработку отверстия 1 в заготовке 3 производят инструментом 2 на горизонтальном станке с числовым программным управлением (ЧПУ) типа ИР-500МФ4, 2206ВМФ4, имеющим устройство для контроля угла поворота шпинделя, что дает возможность автоматически устанавливать ориентированный по углу инструмент. На столе 6 станка устанавливают редуктор 7 с горизонтальной осью вращения, привод 8 которого получает команду на вращение от системы ЧПУ станка. Заготовку устанавливают в приспособлении 9 на выходном валу 10 редуктора, причем ось получаемого отверстия О -О совпадает с осью вращения редуктора, В начале обработки шпиндель станка по программе перемещается на координату оси 0-0. Заготовке сообщают осевое перемещение S,, относительно вращающегося инструмента. После первого прохода стол с заготовкой возвращают в исходное положение. Режущий инструмент по программе поворачивается на 180° вокруг оси 0-0 до совмещения вершины его с плоскостью, проходящей через ось шпинделя 0-0 и ось редуктора о-О (в данном случае с вертикальной плоскостью, проходящей через центр отверстия) в точке, где припуск равен нулю, и неподвижно фиксирует через привод шпинделя. От системы ЧПУ команда поступает на привод вращения редуктора. Вращающейся заготовке вновь сообщают перемещение S ц относительно неподвижного инструмента, в результате чего происходит окончательная обработка отверстия.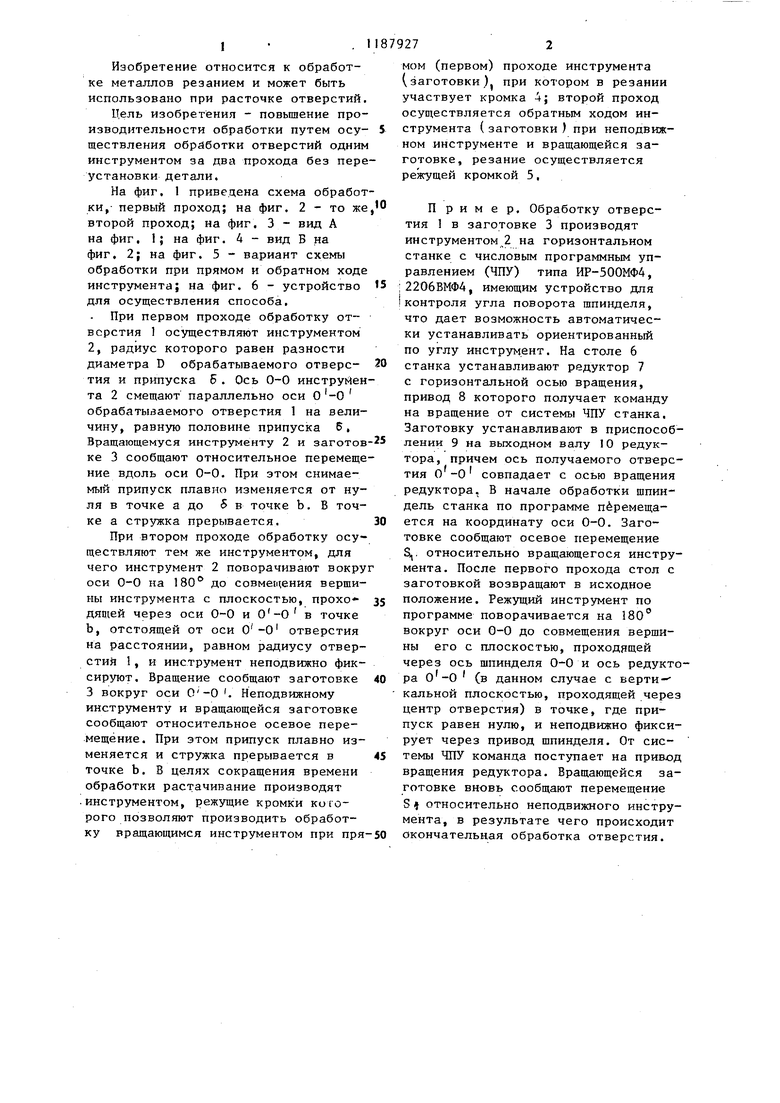
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ, осуществляемый за два прохода, при котором ось инструмента располагают ,эксцентрично относительно оси обрабатьгоаемого отверстия на величину. равную половине величины припуска, радиус инструмента выбирают равным половине разности диаметра обрабатываемого отверстия и припуска, причем при первом проходе обработка осуществляется вращающимся инструментом, отличающийся тем, что, с целью повышения производительности обработки, при втором проходе вершину режущего инструмен.та поворачивают относительно своей оси на угол, равный 180°, после чего инструмент фиксируют, а вращение сообщают заготовке. W 00 VO К) 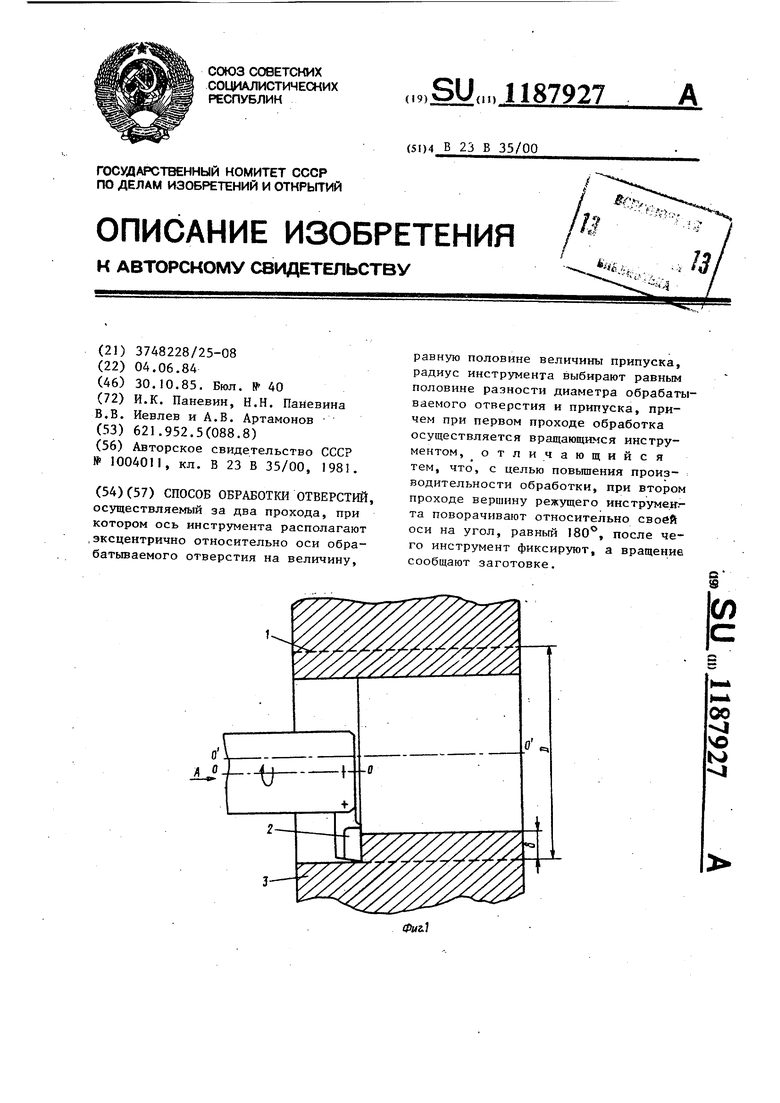
Риг.З
Mi
| Способ обработки отверстий | 1981 |
|
SU1004011A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
