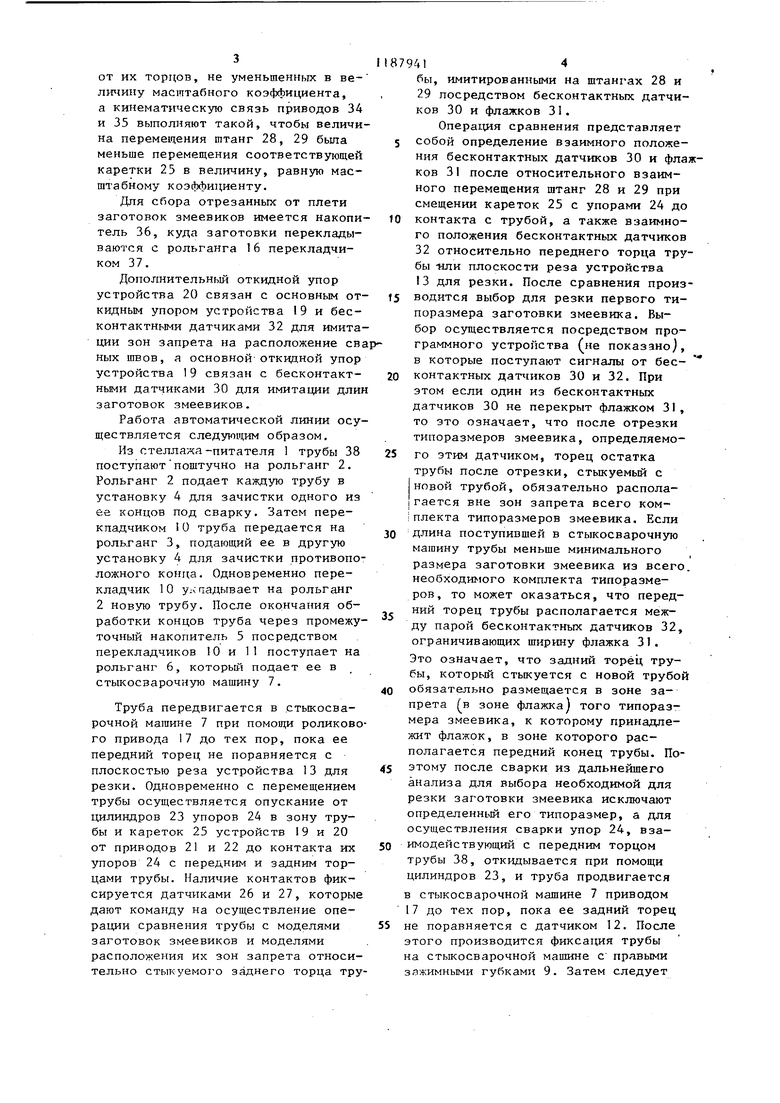
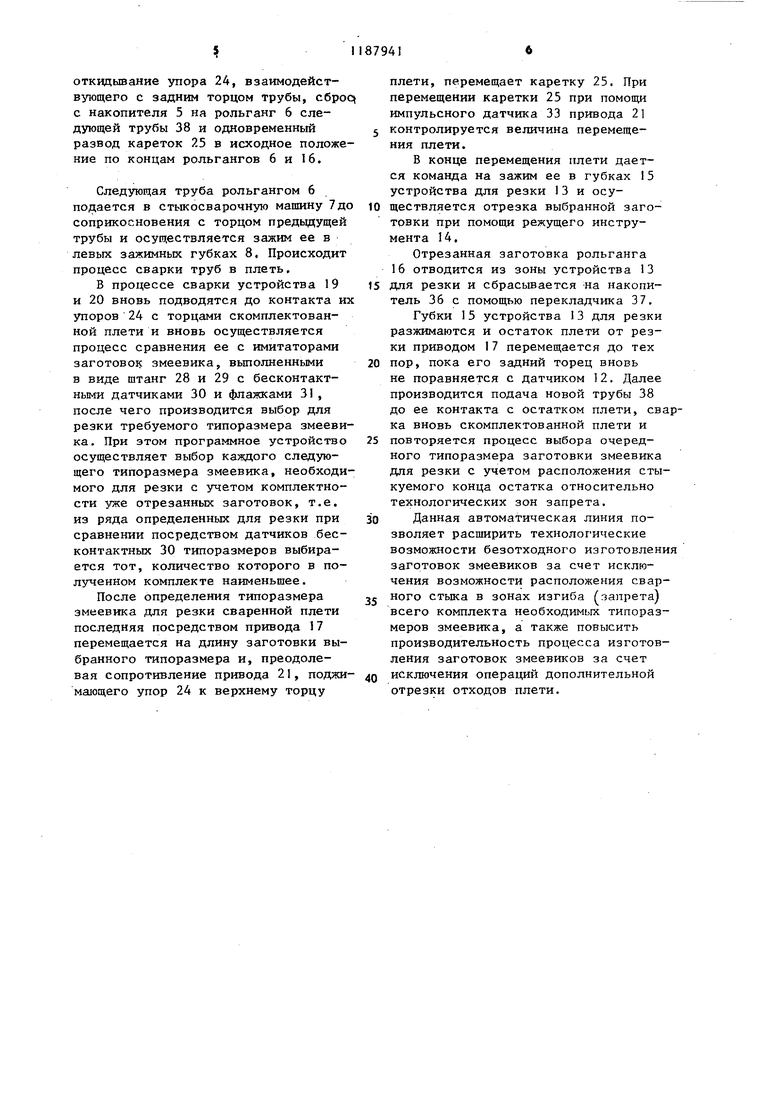
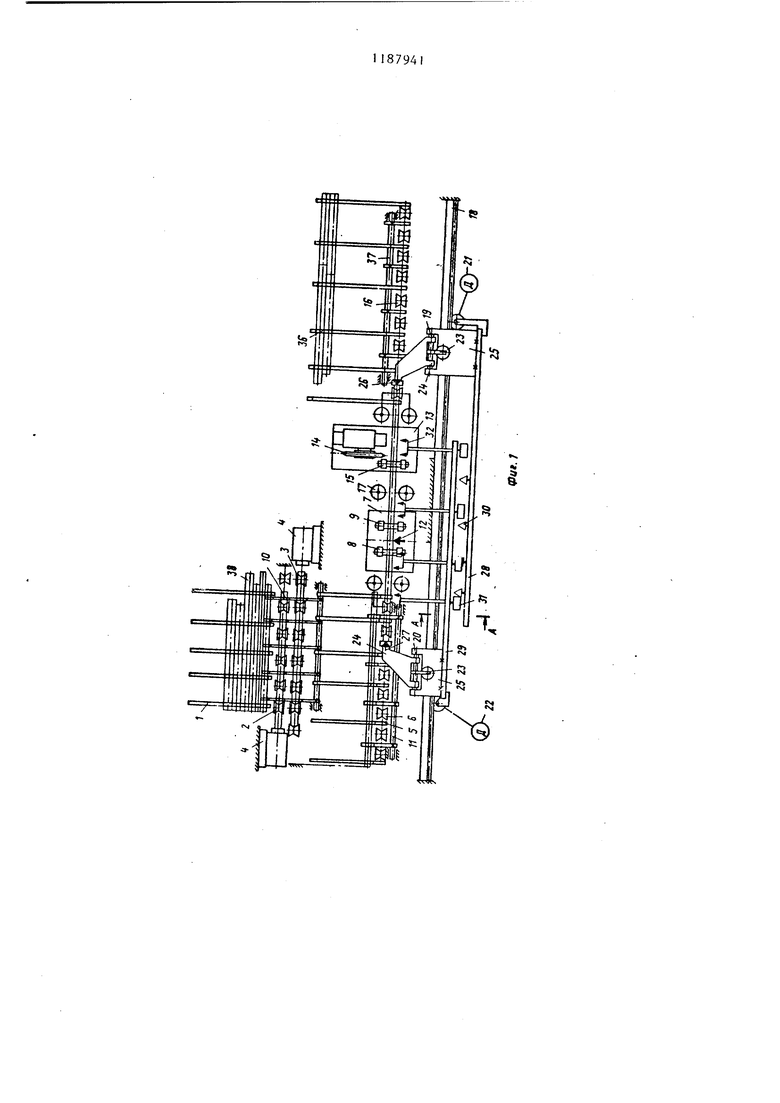
Изобретение относится к сварке, а именно к конструкции автоматической линии для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба. Целью изобретения является повышение производительности и уменьшение отходов труб при изготовлении заготоврк -змеевикЬв, На фиг. 1 схематически изображена автоматическая линия, общин вид план . 2 - разрез А-А на фиг. 1, на фиг. 3- - линия для выбора типоразмера змеевика под резку плети. Автоматическая линия сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба состоит из стеллажа-питателя I для поштучной подачи труб на рольганги 2 и 3, которые перемещают каждую трубу последовательно к установкам 4 для зачистки ее концов, накопителю 5 обработанных труб, рольгангу 6 для подачи труб в стыкосварочную машину 7, имеющую левые 8 и правые 9 зажимные губки. Поперечная передача отдельных труб со стеллажа-питателя i на рольганги 2 и 3 и накопитель 5 осуществляется перекладчиком 10, а подача труб с накопителя 5 на рол ганг 6 производится посредством перекладчика 11. Между левыми и правыми зажимными губками стыкосварочной машины установлен датчик 12, определяющий положение заднего торца сварной плети или отдельной трубы. По одной оси со стыкосварочной машиной 7 расположено устройство для резки 13, содержащее режущий ин струмент 14, например дисковую фрезу, зажимные губки 15 и рольганг 16 Между стыкосварочной машиной 7 и устройством для резки 13 размещен роликовый привод 7 для подачи плети и в устройство для резки на расстояние, соответствующее требуемому типоразмеру заготовки змеевика. На направляющей 18, смонтированн параллельно оси стыкосварочной машины 7, установлены два устройства 19 и 20, перемещаемых по направляющей 18 соответственно при помощи пр водов 21 и 22. Одно устройство (основное 19 установлено за устройст12вом 13 для резки над рольгангом 16, а другое j(дополнительное) 20 - перед стыкосварочной машиной 7 над рольгангом 6. Каждое устройство выполнено в виде откидного от цилиндра 23 упора 24, установленного на каретке 25. В упор 24 каждого устройства вмонтированы датчики 26 и 27, фиксирующие наличие контакта соответствующего упора с торцом свариваемой плети. На каретках 25 закреплены соответственно штанги 28 и 29, расположенные параллельно направляющей 18. На штанге 28 устройства 19 размещены бесконтактные датчики 30, каждый из которых установлен от датчика 26 на расстоянии, равном длине заготовки соответствующего типоразмера змеевика. На штанге 29 устройства 20 закреплены флажки 31 и бесконтактные датчики 32. Каждый флажок 31 по ширине равен длине зоны запрета расположения сварного стыка и установлен от датчика 27 данного следящего устройства на расстоянии, равном расстоянию соответствующей зоны запрета от торца заготовок всего необходимого комплекта типоразмеров змеевика. Бесконтактные датчики 32 расположены попарно на штанге 29 по краям каждого флажка 31 и предназначены для фиксации положения переднего торца первой трубы, поступающей в стыкосварочную машину. Каждый привод 21 и 22 устройств 19, 20 снабжен импульсным датчиком 33 отсчета длины перемещения соответствующей каретки 25 и обеспечивает постоянньй поджим упора 24 к соответствующему торцу плети. В другом исполнении устройств (фиг. З) штанги 28 и 29 снабжены соответственно приводами 34 и 35, кинематически связанными с соответствующими приводами 21 и 22 и обеспечивающими синхронное перемещение с каретками 25 соответствую1цих штанг. Для уменьшения размеров штанг по длине выбирают масштабный коэффициент и бесконтактные датчики 30, а также флажки 31 располагают на штангах от соответствующих нулевых отметок, датчики 26 и 27 - на расстояниях, равных соответствующим длинам заготовок змеевиков и расстояниям зон запрета этих заготовок от их торцов, не уменьшенных в величину масштабного коэффициента, а кинематическую связь приводов 34 и 35 выполняют такой, чтобы величи на перемещения штанг 28, 29 была меньше перемещения соответствующей каретки 25 в величину, равную масштабному коэффициенту. Для сбора отрезанных от плети заготовок змеевиков имеется накопи тель 36, куда заготовки перекладываются с рольганга 16 перекладчиком 37. Дополнительный откидной упор устройства 20 связан с основным от кидным упором устройства 19 и бесконтактными датчиками 32 для имита ции зон запрета на расположение св ных швов, а основной откидной упор устройства 19 связан с бесконтактными датчиками 30 для имитации дли заготовок змеевиков. Работа автоматической линии осу ществляется следующим образом. Из стеллала-питателя 1 трубы 38 поступают поштучно на рольганг 2. Рольганг 2 подает каждую трубу в установку 4 для зачистки одного из ее концов под сварку. Затем перекладчиком 10 труба передается на рольганг 3, подающий ее в другую установку 4 для зачистки противопо ложного конца. Одновременно перекладчик 10 укаадывает на рольганг 2 новую трубу. После окончания обработки концов труба через промежу точный накопитель 5 посредством перекладчиков 10 и 11 поступает на рольганг 6, который подает ее в стыкосварочную машину 7. Труба передвигается в стыкосварочной машине 7 при помощи роликово го привода 17 до тех пор, пока ее передний торец не поравняется с плоскостью реза устройства 13 для резки. Одновременно с перемещением трубы осуществляется опускание от цилиндров 23 упоров 24 в зону трубы и кареток 25 устройств I9 и 20 от приводов 21 и 22 до контакта их упоров 24 с передним и задним торцами трубы. Наличие контактов фиксируется датчиками 26 и 27, которые дают команду на осуществление операции сравнения трубы с моделями заготовок змеевиков и моделями расположения их зон запрета относительно стыкуемого заднего торца тру 414 бы, имитированными на штангах 28 и 29 посредством бесконтактных датчиков 30 и флажков 31. Опера1ЩЯ сравнения представляет собой определение взаимного положения бесконтактных датчиков 30 и флажков 31 после относительного взаимного перемещения штанг 28 и 29 при смещении кареток 25 с упорами 24 до контакта с трубой, а также взаимного положения бесконтактных датчиков 32 относительно переднего торца трубы ИЛИ плоскости реза устройства 13 для резки. После сравнения производится выбор для резки первого типоразмера заготовки змеевика. Выбор осуществляется посредством программного устройства не показано, в которые поступают сигналы от бес- контактных датчиков 30 и 32. При этом если один из бесконтактных датчиков 30 не перекрыт флажком 31, то это означает, что после отрезки типоразмеров змеевика, определяемого этим датчиком, торец остатка трубы после отрезки, стыкуемый с новой трубой, обязательно располагается вне зон запрета всего комIплекта типоразмеров змеевика. Если длина поступившей в стыкосварочную машину трубы меньше минимального размера заготовки змеевика из всего. необходимого комплекта типоразмеров, то может оказаться, что передний торец трубы располагается между парой бесконтактных датчиков 32, ограничивающих ширину флажка 31. Это означает, что задний торец трубы, которьп стыкуется с новой трубой обязательно размещается в зоне запрета в зоне флажка) того типоразмера змеевика, к которому принадлежит флажок, в зоне которого располагается передний конец трубы. Поэтому после сварки из дальнейшего анализа для выбора необходимой для резки заготовки змеевика исключают определенный его типоразмер, а для осуществления сварки упор 24, вза- имодействующий с передним торцом трубы 38, откидывается при помощи цилиндров 23, и труба продвигается стыкосварочной машине 7 приводом 17 до тех пор, пока ее задний торец е поравняется с датчиком 12. После того производится фиксация трубы а стыкосварочной машине с правыми ажимными губками 9. Затем следует
откццьтание упора 24, взаимодействующего с задним торцом трубы, c6poq с накопителя 5 на рольганг 6 следующей трубы 38 и одновременный развод кареток 25 в исходное положение по концам рольгангов 6 и 16.
Следующая труба рольгангом 6 подается в стыкосварочную машину 7до соприкосновения с торцом предыдущей трубы и осуществляется зажим ее в левых зажимных губках 8, Происходит процесс сварки труб в плеть,
В процессе сварки устройства 19 и 20 вновь подводятся до контакта их упоров 24 с торцами скомплектованной плети и вновь осуществляется процесс сравнения ее с имитаторами заготовок змеевика, вьшолненными в виде штанг 28 и 29 с бесконтактными датчиками 30 и флажками 31 , после чего производится выбор для резки требуемого типоразмера змеевика. При этом программное устройство осуществляет выбор каждого следующего типоразмера змеевика, необходимого для резки с учетом комплектности уже отрезанных заготовок, т.е. из ряда определенных для резки при сравнении посредством датчиков бесконтактных 30 типоразмеров выбирается тот, количество которого в полученном комплекте наименьшее.
После определения типоразмера змеевика для резки сваренной плети последняя посредством привода 17 перемещается на длину заготовки выбранного типоразмера и, преодолевая сопротивление привода 21, поджимающего упор 24 к верхнему торцу
плети, перемещает каретку 25. При перемещении каретки 25 при помопш импульсного датчика 33 привода 21 контролируется величина перемещения плети.
В конце перемещения плети дается команда на зажим ее в губках I5 устройства для резки 13 и осуществляется отрезка выбранной заготовки при помощи режущего инструмента 14.
Отрезанная заготовка рольганга 16 отводится из зоны устройства 13 для резки и сбрасывается на накопитель 36 с помощью перекладчика 37.
Губки 15 устройства 13 для резки разжимаются и остаток плети от резки приводом 17 перемещается до тех пор, пока его задний торец вновь не поравняется с датчиком 12. Далее производится подача новой трубы 38 до ее контакта с остатком плети, свка вновь скомплектованной плети и повторяется процесс выбора очередного типоразмера заготовки змеевика для резки с учетом расположения стыкуемого конца остатка относительно технологических зон запрета.
Данная автоматическая линия позволяет расширить технологические возможности безотходного изготовлен заготовок змеевиков за счет исключения возможности расположения сварного стыка в зонах изгиба запрета) всего комплекта необходимых типоразмеров змеевика, а также повысить производительность процесса изготовления заготовок змеевиков за счет исключения операций дополнительной отрезки отходов плети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК В ДВИЖЕНИИ | 1972 |
|
SU339362A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Способ подготовки трубных заготовок из углеродистых и легированных сталей к прошивке | 1990 |
|
SU1708560A1 |
АВТОМАТИЧЕСКАЯ ЛШИЯ ДЛЯ СБОРКИ И СВАРКИ ТРУБ В ПЛЕТИ ДЛЯ ЗАГОТОВОК ЗМЕЕВИКОВ С РАСПОЛОЖЕНИЕМ СВАРНЫХ ШВОВ ВНЕ ЗОН ИЗГИБА, содержащая смонтированные на основании и соединенные между собой рольгангами для продольной и поперечной передачи труб стеллаж-питатель, установки для зачистки кондов труб, стыкосварочную машину, устройство для резки труб, откидной упор с механизмом его перемещения и измерения длины отрезаемой заготовки и датчиком контакта упора с торцом первой трубы заготовки, а также бесконтактные датчики для имитации зон запрета на расположение сварных швов и программное устройство, отличающаяся тем, что, с целью повьппения производительности и уменьшения отходов труб при изготовлении заготовок змеевиков, она снабжена смонтированными на основании дополнительным откидным упором для измерения длины первой и второй состыкованных между собой труб, вьшолненным аналогично основному упору, ел а также бесконтактными датчиками для имитации длин заготовок змеевиков, при этом дополнительный откидной упор связан с основным откидным упором и бесконтактными датчиками для имитации зон запрета на расположение сварньгх швов, а основной откидной 00 упор - с бесконтактными датчиками для имитации длин заготовок змеевиков о 4
(ри.3
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 0 |
|
SU179173A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 639181, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
