00
ф ел
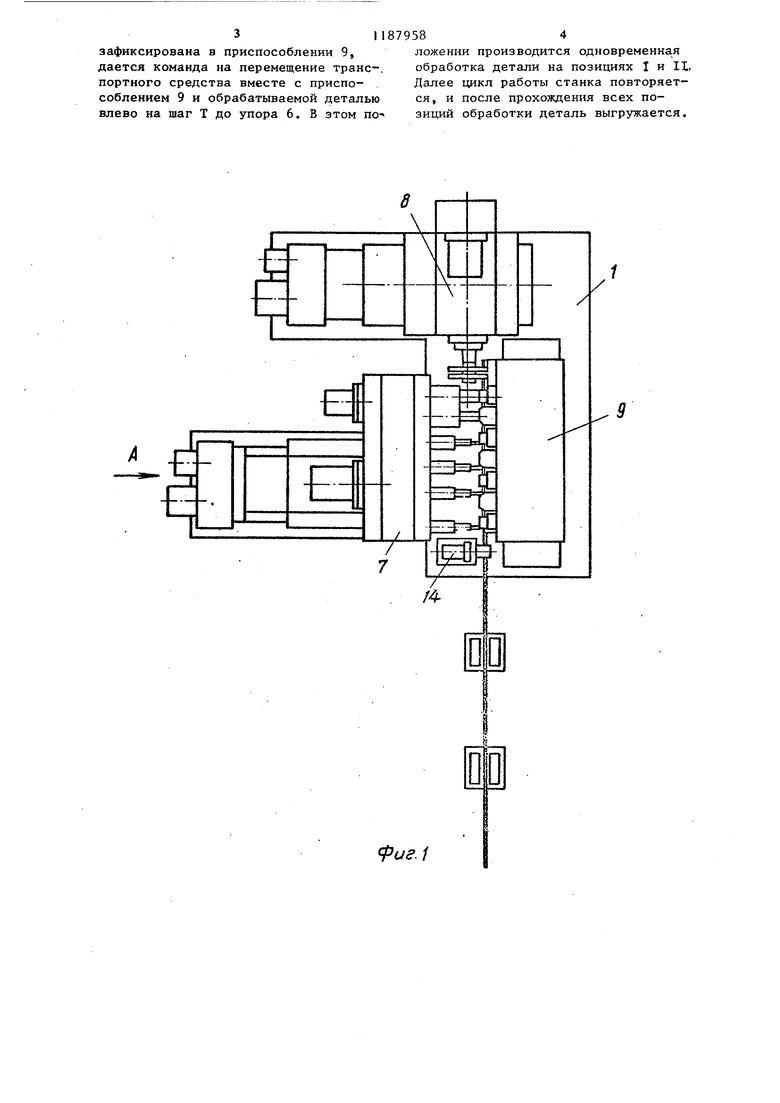
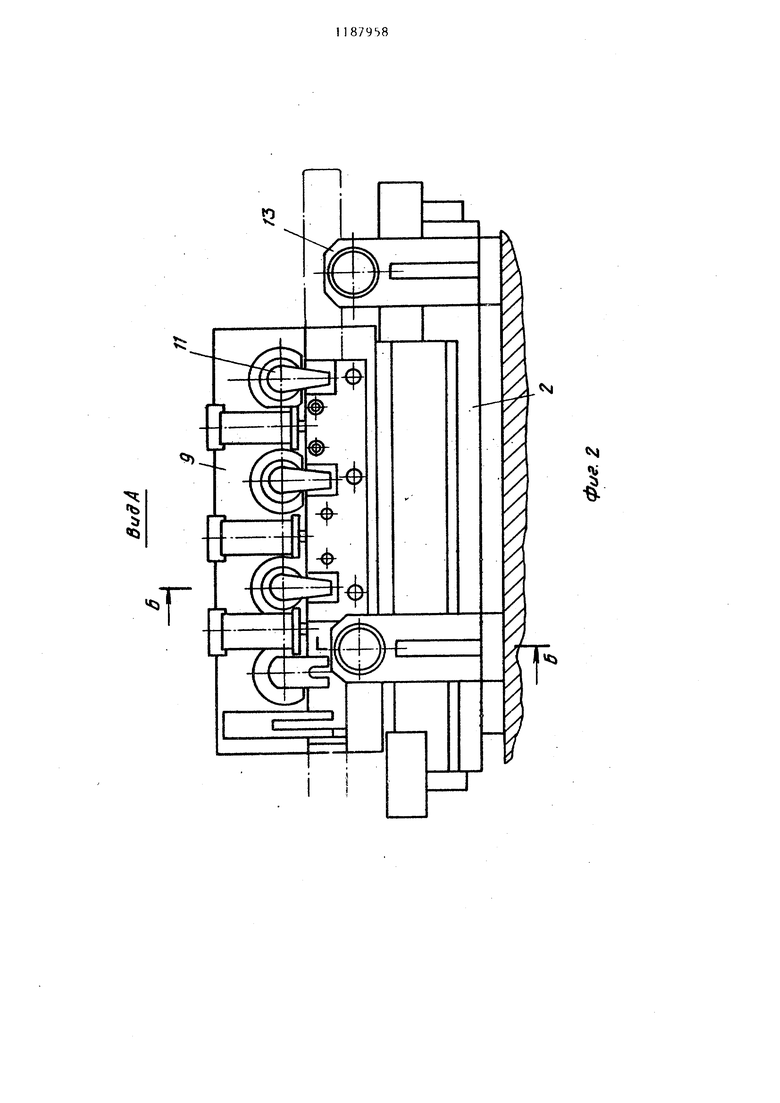
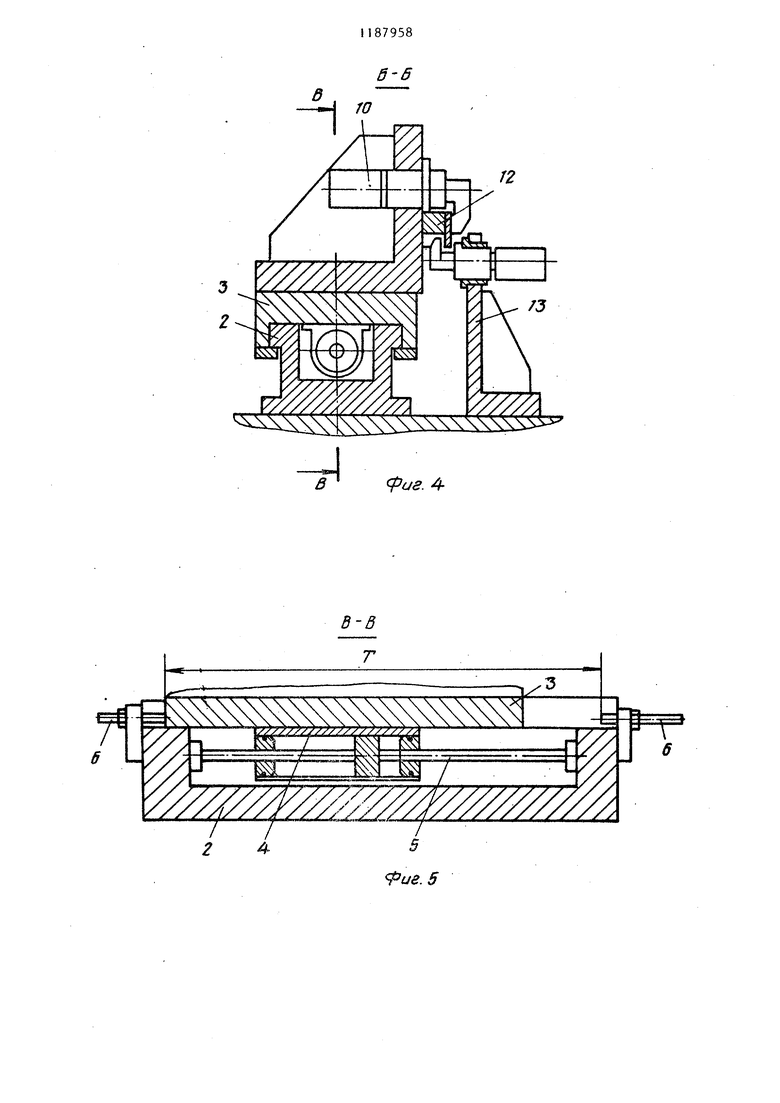
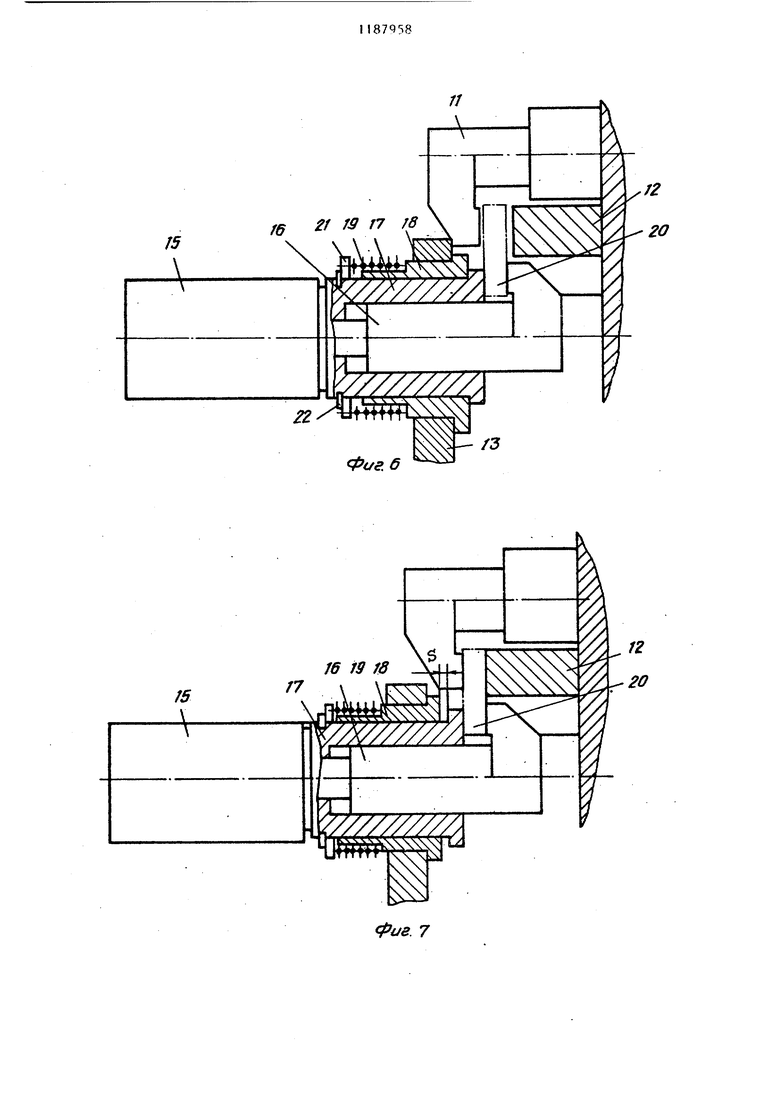
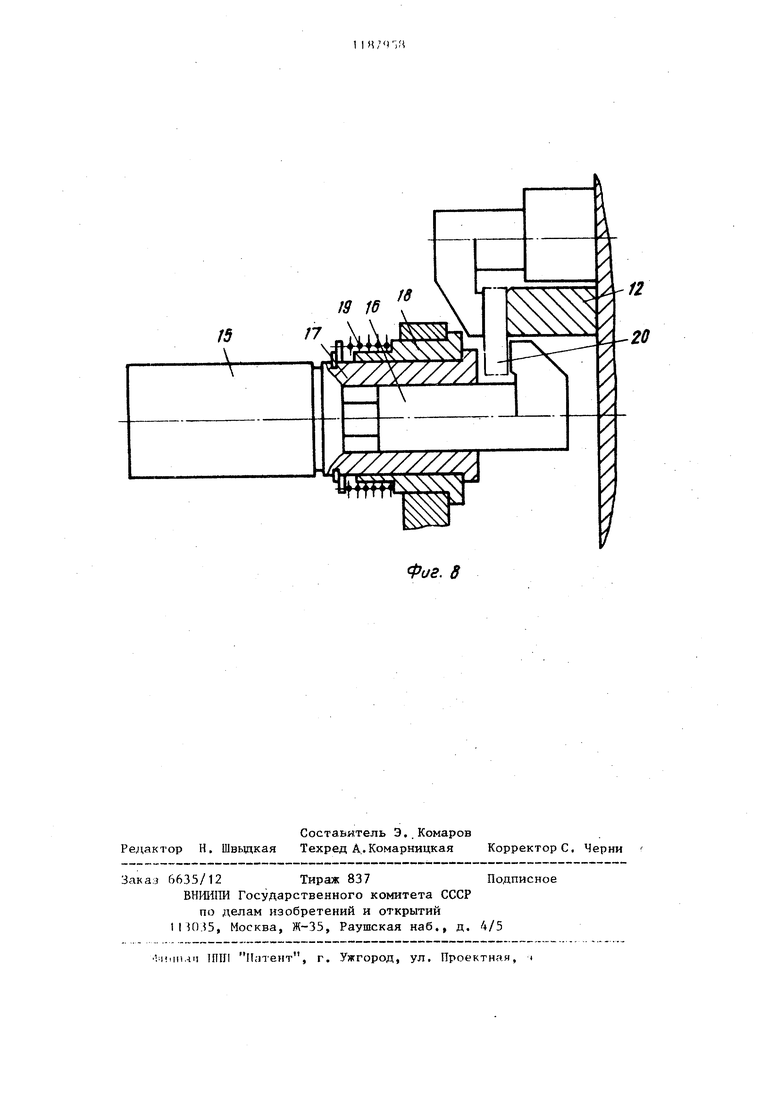
сх Изобретение относится к станкостроению, а именно к многопоэиционн агрегатным станкам для многоопераци ной или многократно повторяющейся обработки деталей. Цель изобретения - расширение функциональных и технологических возможностей за счет использования захватных органов транспортного сре ства в качестве зажимных устройств в позициях обработки и за счет того что можно обрабатывать и транспортировать детали различной длины, включая бесконечные ленты. На- фиг. 1 схематически изображен многопозиционный станок, планJна фиг. 2 - вид А на фиг. 1 (повернуто, головки не показаны)} на фиг. 3 то же, что на фиг, 2, вид сверху; на фиг. 4 - разрез Б-Б на фиг. 2, на фиг. 5 - разрез В-В на фиг. 4; н фиг. 6 - транспортное средство в мо мент захвата детали зажимным приспо соблением, установленным на станине на фиг. 7 - то же, в момент захвата детали одновременно зажимными приспособлениями, установленными на столе и станине; на фиг. 8 - то же, в момент захвата детали зажимным пр способлением, установленным на стол Многопозиционный станок имеет станину 1 с закрепленным на ней двухпозиционньм транспортным средством, состоящим из неподвижного корпуса 2, подвижной части (стола) 3, цилиндра 4, шток-поршня 5, закрепленного в. корпусе 2, двух регулируемых упоров 6, и силовые головки 7 и 8. На зеркале подвижной части 3 установлено зажимное приспособление 9 со встроенными гидроцилиндрами 10, штоки которых в полнены в виде прихватов 11, и опорными платиками 12. Оси прихватов 11 располагаются в плоскостях, перпендикулярных направлению перемещения стола 3. ч. На станине 1 перед приспособлени ем 9 и мелоду прихватами 11 закрепле ны кронштейны 13, на которых устгно лен второй комплект зажимных приспособлений 14, состоящий из цилинд ров 15, прихватов 16, стаканов 17, направляющих втулок 18, пружин 19, оси которых перпендикулярны направлению подачи обрабатьгоаемой детали 20 и стола 3. Втулка 18 неподвижно установлена в кронштейне а пружина 19 одним торцом опирается в кольцо 21 ,другим - в торец втулки 18. Кольцо 21 установлено на стакане 17 и опирается на стопорное кольцо 22. Таким образом, приспособление 14 имеет возможность перемещаться вдоль оси, перпендикулярной направлению подачи детали на величину зазора S. В свободном состоянии стакан 17 под воздействием пружины 19 своим буртом опирается в торец втулки 18. Транспортное устройство имеет возможность перемещаться на величину шага Т между упорами 6. Станок работает следующим образом. При разжатых прихватах 11 и 16 в станок загружается обрабатьгоаемая деталь 20 и зажимается между прихва тами 11 и платиками 12 приспособления 9. Производится обработка дета ли 20 на позиции I. Затем следует команда на зажим детали 20 между прихватами 16 и торцами стаканов 17 приспособлений 14. При этом под воздействием усилий прихватов 16 пружины 19 сжимаются, а стаканы 17 своими буртами прижимаются к обрабатываемой детали 20. Следует команда на разжим детали 20 прихватами 11 приспособления 9. Под воздей ствием пружин 19 стаканы 17 перемещаются вдоль своих осей, и деталь 20, зажатая между прихватами 16 и буртами стаканов 17, отрывается от платиков 12 приспособления 9. В таком положении деталь 20 без смещения в направлении подачи зафиксирована в приспособлениях 14. Затем следует команда на перемещение транспортного средства. Под;вижная часть 3 вместе с приспособлением 9 перемещается на шаг Т вправо до упора 6. Производится зажим детали между платиками 12 и прихватами 11 приспособления 9. При этом под воздействием усилия прихватов 11 преодолеваются усилия пружин 19, и прихваты 16 со стаканами 17, цилиндрами 15 и зажатой деталью перемещаются вдоль осей, образуя зазор между буртами стаканов 17 и втулок 18. После этого производится разжим детали прихватами 16 зажимных приспособлений 14, стаканы 17 под воздействием пружин 19 перемещаются вдоль осей, освобождая деталь. В таком положении деталь
зафиксирована в приспособлении 9, дается команда на перемещение транс-, портного средства вместе с приспособлением 9 и обрабатываемой деталью влево на шаг Т до упора 6. В этом по-
ложении производится одновременная обработка детали на позициях I и 11,, Далее цикл работы станка повторяется, и после прохождения всех позиций обработки деталь выгружается.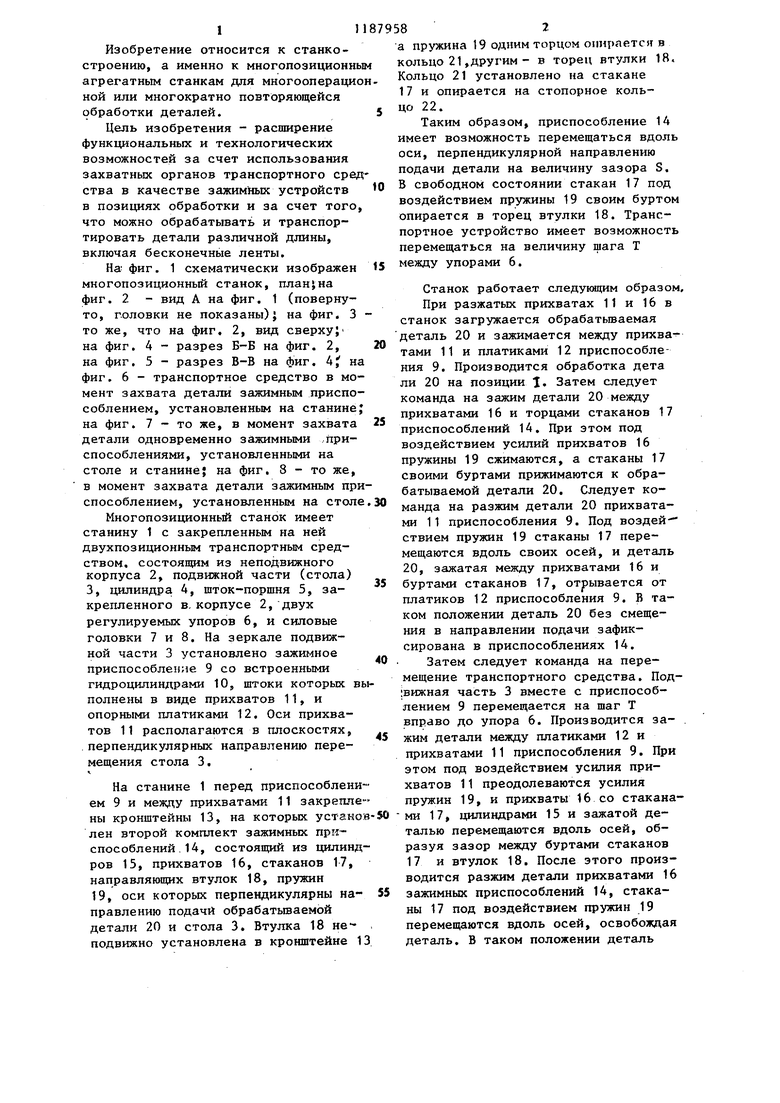
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| Многооперационный станок | 1982 |
|
SU1047661A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Многопозиционный станок | 1977 |
|
SU691278A1 |
| МНОГОПОЗИЦИОННЫЙ АГРЕГАТНЫЙ СТАНОК | 1987 |
|
RU2022759C1 |
| Устройство для закрепления и фиксации приспособлений спутников | 1975 |
|
SU545444A1 |
| Устройство для установки крупногабаритного приспособления-спутника | 1984 |
|
SU1207723A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
МНОГОПОЗИЦИОННЫЙ СТАНОК, содержащий станину и силовые головки, расположенные вдоль транспортного средства, отличающи йс я тем, что, с целью расширения функциональных и технологических возможностей, транспортное средство вьшолнено в виде двухпозиционного возвратно-поступательно перемещающегося стола и двух комплектов зажимных приспособлений, вьтолненных в виде гидроцилиндров, на штоках которых, расположенных в плоскостях, перпендикулярных направлению перемещения стола, закреплены прихваты, при этом первьй комплект зажимных приспособлений размещен на столе, а второй - на станине, причем корпуса гидроцилиндров второго комплекта ,,приспособлений подпружинены относительно станины с возможностью перемещения в направлении от штока. г
«SJ
N
s
Г)
W///// /,
ъ г
О ХХХх//X/X Хх .
аг/
/////Ж/////////Г/7/////
12
иг. 4
7
ие.5 f6 2f ГЗ Г7 /ff Фаг. 6
| Меламед и др | |||
| Агрегатные станки | |||
| ;М. | |||
| Машгиз, 1964, с | |||
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
