N
ел
(
00 со
О5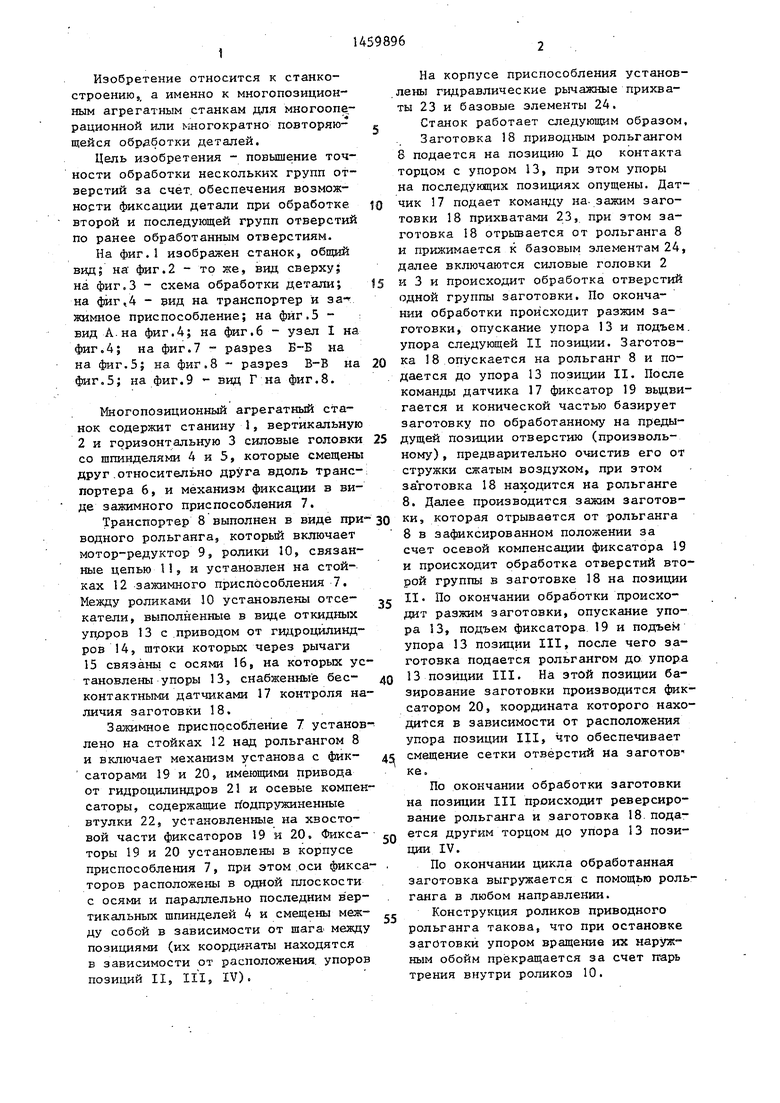
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для механической обработки деталей | 1983 |
|
SU1135604A2 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Устройство для изменения направления движения изделий | 1984 |
|
SU1222504A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| Станок для расточки отверстия под палец в поршнях | 1977 |
|
SU745599A1 |
| Автоматическая линия для механическойОбРАбОТКи дЕТАлЕй | 1979 |
|
SU831540A2 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |

Изобретение относится к станкостроению, а именно к многопозиционным агрегатным станкам для многоопе- раг1ионной или многократно повторяющейся обработки деталей. Целью изоб- ретения является повьшение точности обработки нескольких групп отверстий за счет обеспечения возможности фиксации детали при обработке второй и последующей групп отверстий по ранее обработанным отверстиям. Станок содержит станину, вертикальную и горизонтальную силовые головки со шпинделями 4, которые смещены один относительно другого вдоль транспортера, выполненного в виде реверсивного роликового рольганга с отсекателями в виде откидных упоров 13. Механизм фиксации выполнен в виде зажимного приспособления, которое установлено на стойках над рольгангом 8 и снабжено выдвижными фиксаторами 19 и 20 с осевой компенсацией, гидравлическими прихватами и базовыми элементами. При этом оси фиксаторов 19 и 20 расположены в одной плоскости с осями вертикальных шпинделей 4 и смещены между собой в зависимости от шага между группами отверстий. 9 ил. (Л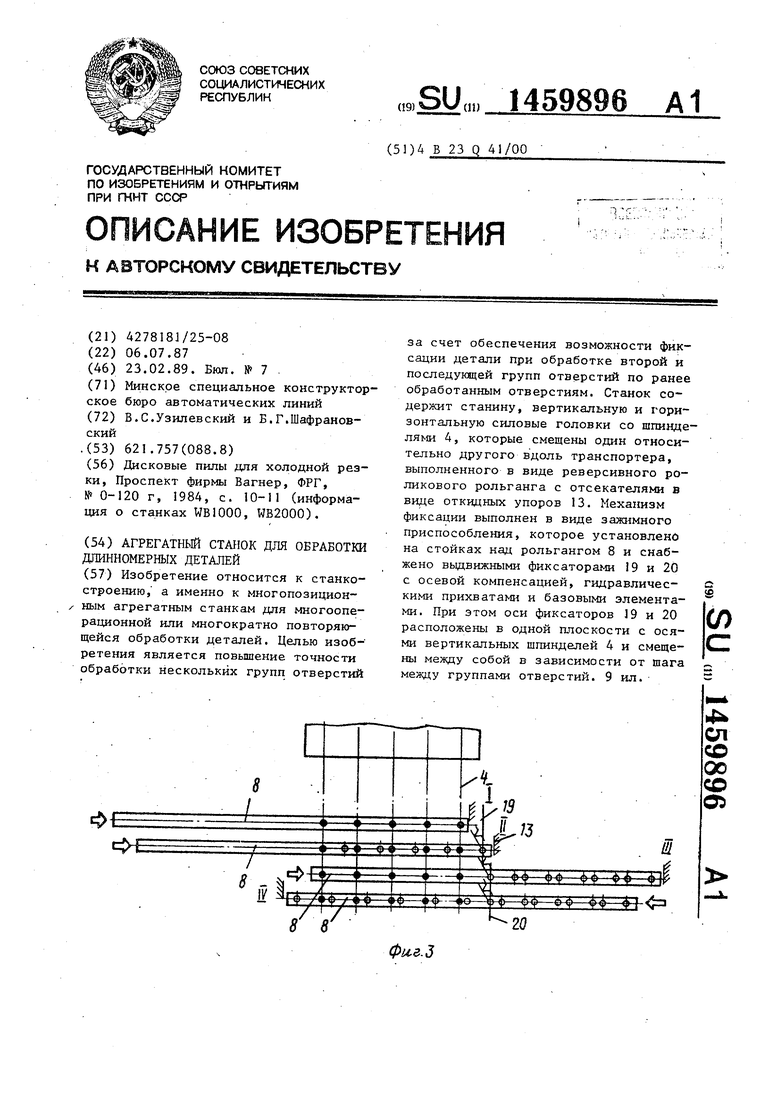
фи,г.З
Изобретение относится к станкостроению,, а именно к многопозиционным агрегатным станкам для многооперационной или многократно повторяю- щейся обработки деталей.
Цель изобретения - повышение точности обработки нескольких групп отверстий за счет, обеспечения возможности фиксации детали при обработке второй и последующей групп отверстий по ранее обработанным отверстиям.
На фиг.1 изображен станок, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - схема обработки детали; на фиг,4 - 5ИД на транспортер и за- жимное приспособление; на фиг,5 - вид А.на фиг.4; на фиг.6 - узел I на фиг.4; на фиг.7 - разрез Б-Б на на фиг.5; на фиг.8 - разрез В-В на фиг,5; на фиг.9 - вид Г на фиг.8.
Многопозиционный агрегатный станок содержит станину 1, вертикальную 2 и горизонтальную 3 силовые головки со шпинделями 4 и 5, которые смещены друг.относительно друга вдоль транспортера 6, и механизм фиксации в виде зажимного приспособления 7.
Транспортер 8 выполнен в виде при водного рольганга, который включает мотор-редуктор 9, ролики 10, связанные цепью П, и установлен на стойках 12 приспособления 1. Между роликами 10 установлены отсе- катели, выполненные в виде откидных упоров 13 с .приводом от гидроцилиндров 14, штоки которых через рычаги 15 связаны с осями 16, на которых установлены упоры 13, снабженные бес- контактными датчиками 17 контроля наличия заготовки 18.
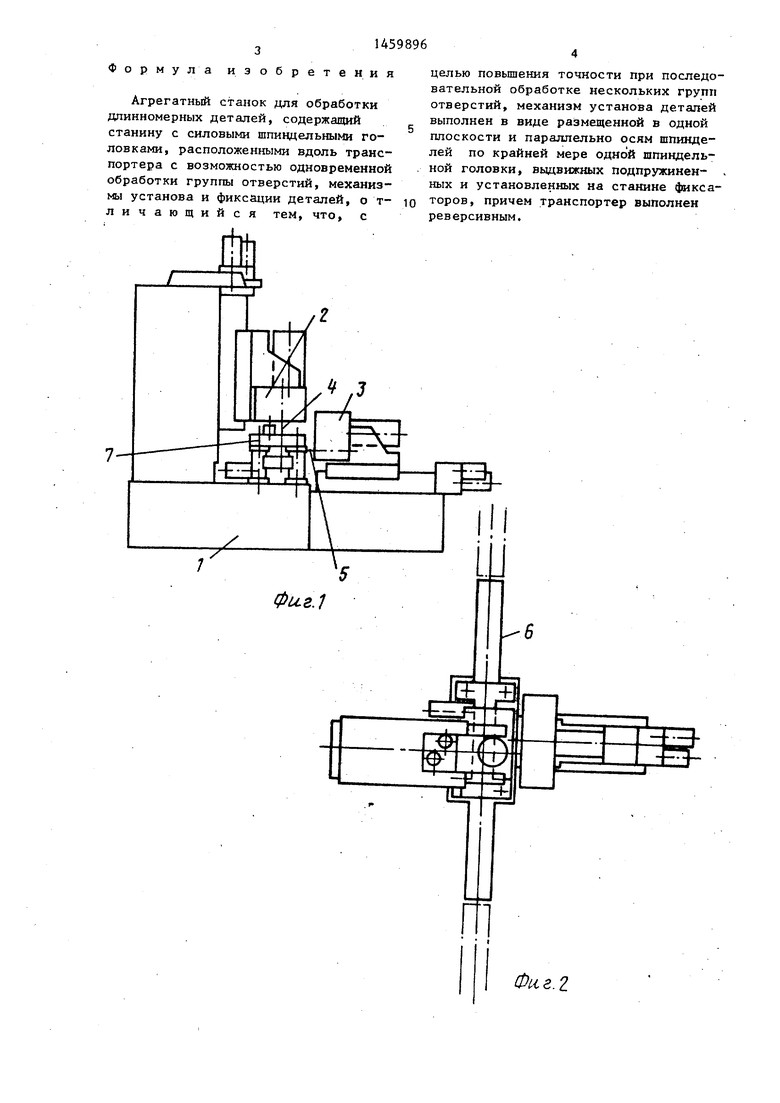
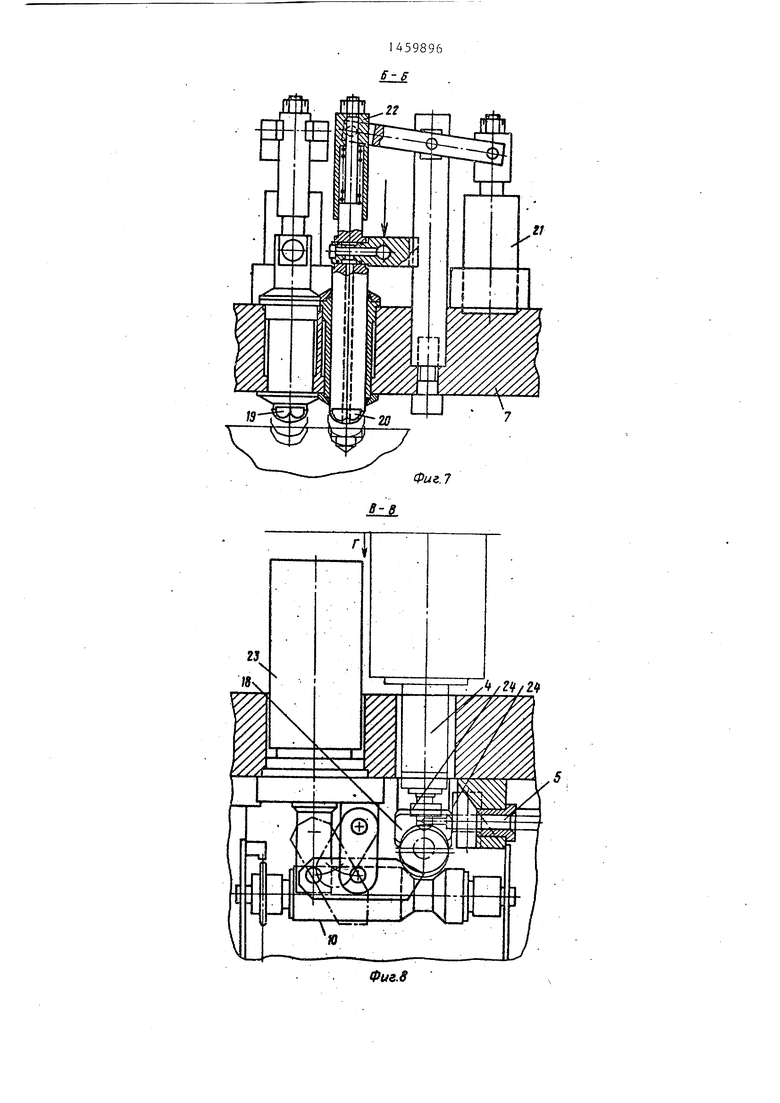
Зажимное приспособление 7 установлено на стойках 12 над рольгангом 8 и включает механизм установа с фик- саторами 19 и 20, имеющими привода от гидроцилиндров 21 и осевые компенсаторы, содержащие г одпружиненные втулки 22, установленные на хвостовой части фиксаторов 19 и 20. Фикса- торы 19 и 20 установлены в корпусе приспособления 7, при этом оси фикс торов расположены в одной плоскости с осями и параллельно последним в ер тикальных шпинделей 4 и смещены меж ду собой в зависимости от щага межд позициями (их координаты находятся в зависимости от расположения, упоро позиций II, III, IV).
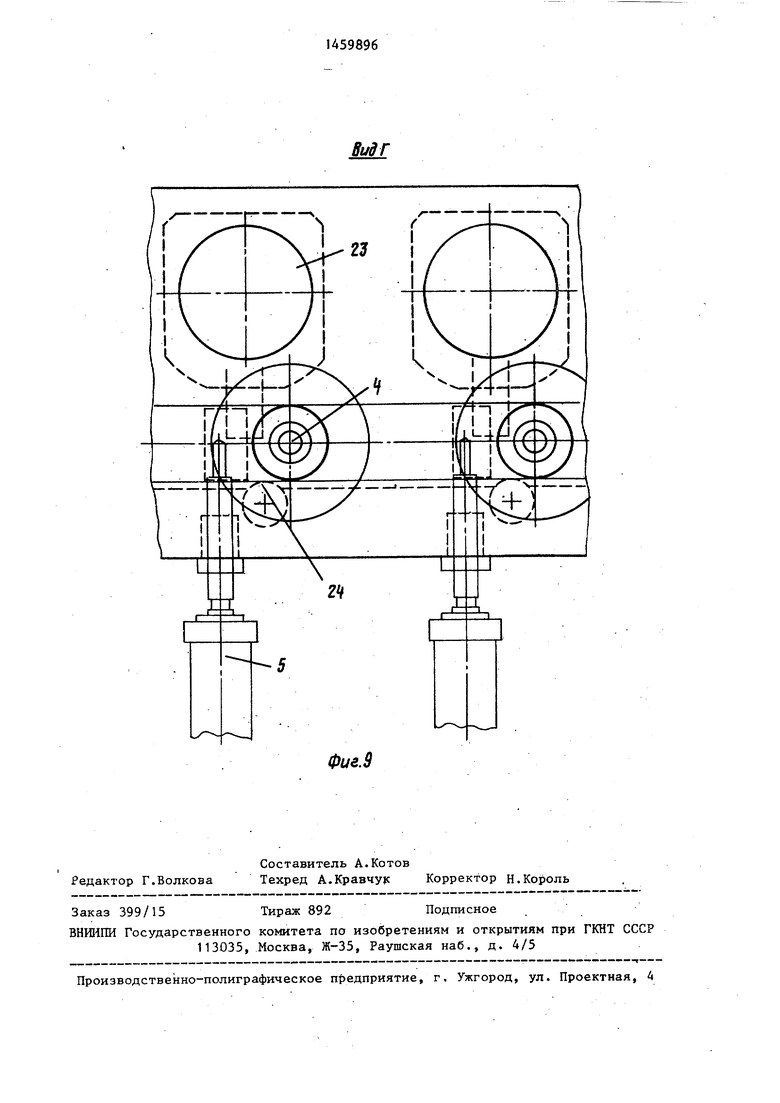
На корпусе приспособления установлены гидравлические рычажные прихваты 23 и базовые элементы 24.
Станок работает следующим образом. Заготовка 18 приводным рольгангом 8 подается на позицию I до контакта торцом с упором 13, при этом упоры на последукщих позициях опущены. Датчик 17 подает команду на- зажим заготовки 18 прихватами 23, при этом заготовка 18 отрьюается от рольганга 8 и прижимается к базовым элементам 24, далее включаются силовые головки 2 и 3 и происходит обработка отверстий одной группы заготовки. По окончании обработки происходит разжим заготовки, опускание упора 13 и подъем упора следующей II позиции. Заготовка 8 опускается на рольганг 8 и подается до упора 13 позиции II. После команды датчика 17 фиксатор 19 вьщви- гается и конической частью базирует заготовку по обработанному на предыдущей позиции отверстию (произвольному) , предварительно очистив его от стружки сжатым воздухом, при этом за готовка 18 находится на рольганге 8. Далее производится зажим заготовки, которая отрывается от рольганга 8 в зафиксированном положении за счет осевой компенсации фиксатора 19 и происходит обработка отверстий второй группы в заготовке 18 на позиции II. По окончании обработки происходит разжим заготовки, опускание упора 13, подъем фиксатора 19 и подъем упора 13 позиции III, после чего заготовка подается рольгангом до упора 13 позиции III. На этой позиции базирование заготовки производится фиксатором 20, координата которого находится в зависимости от расположения упора позиции III, что обеспечивает смещение сетки отверстий на заготов ке.
По окончании обработки заготовки на позиции III происходит реверсирование рольганга и заготовка 18. подается другим торцом до упора 13 позиции IV.
По окончании цикла обработанная заготовка выгружается с помощью рольганга в любом направлении.
Конструкция роликов приводного рольганга такова, что при остановке заготовки упором вращение их наружным обойм прекращается за счет п-арь трения внутри роликоз 10.
Формула изобретения
Агрегатный станок для обработки длинномерных деталей, содержащий станину с силовыми шпиццельными головками, расположенными вдоль транспортера с возможностью одновременной обработки группы отверстий, механизмы установа и фиксации деталей, о т- личающийся тем, что, с
целью повышения точности при последовательной обработке нескольких групп отверстий, механизм установа деталей выполнен в виде размещенной в одной плоскости и параллельно осям шпинделей по крайней мере одной шпиндельной головки, вьщвижных подпружиненных и установленных на станине фиксаторов, причем транспортер выполнен реверсивным.
Фиг.г
ITU
§
Ж
(5 Ф L ffl
@ @ ©
.m.
|А|
/3
a
ja
@ ©
3
tip
ые. цд
4fc
rV /-V
IS
M.
rT 4
12
a
;
v
Физ.В
Фие.7
Фие.9
| Дисковые пилы для холодной резки, Проспект фирмы Вагнер, ФРГ, №0-120 г, 1984, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
