В авт. св. Л1 109964 описан способ вакуумпой отливки тонких аккумЗляторных решеток, при котором в литейной форме в момент заливки ее сплавом свипца создается вакуум.
Предлагается устройство для автоматической отливки аккумуляторных пластинок из свинцово-сурьмянистого сплава по способу, описанному в авт. св. № 109964. Описываемое устройство выполнено по типу карусельного станка с расположенными на вращающемся столе несколькими литейными формами, полости которых соединяются с вакуумной магистралью с помощью крака, установленного в центре стола, только в момент подхода формы к литейному ковшу, т. е. в момент заливки ее сплавом.
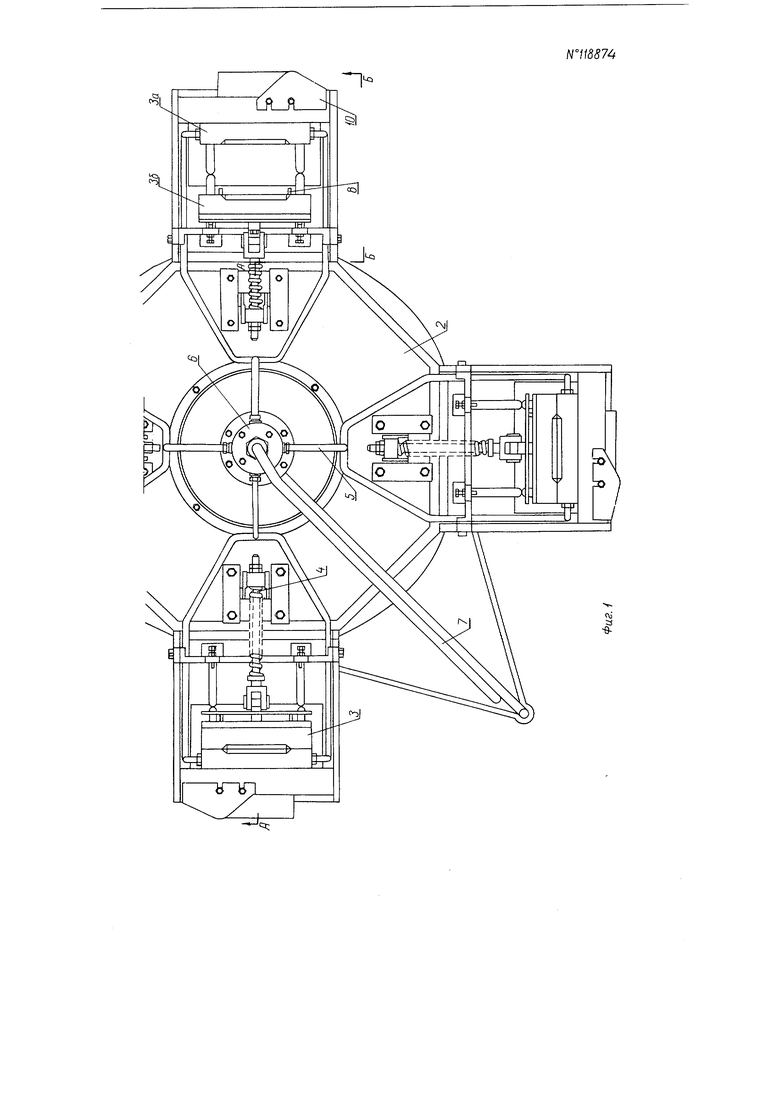
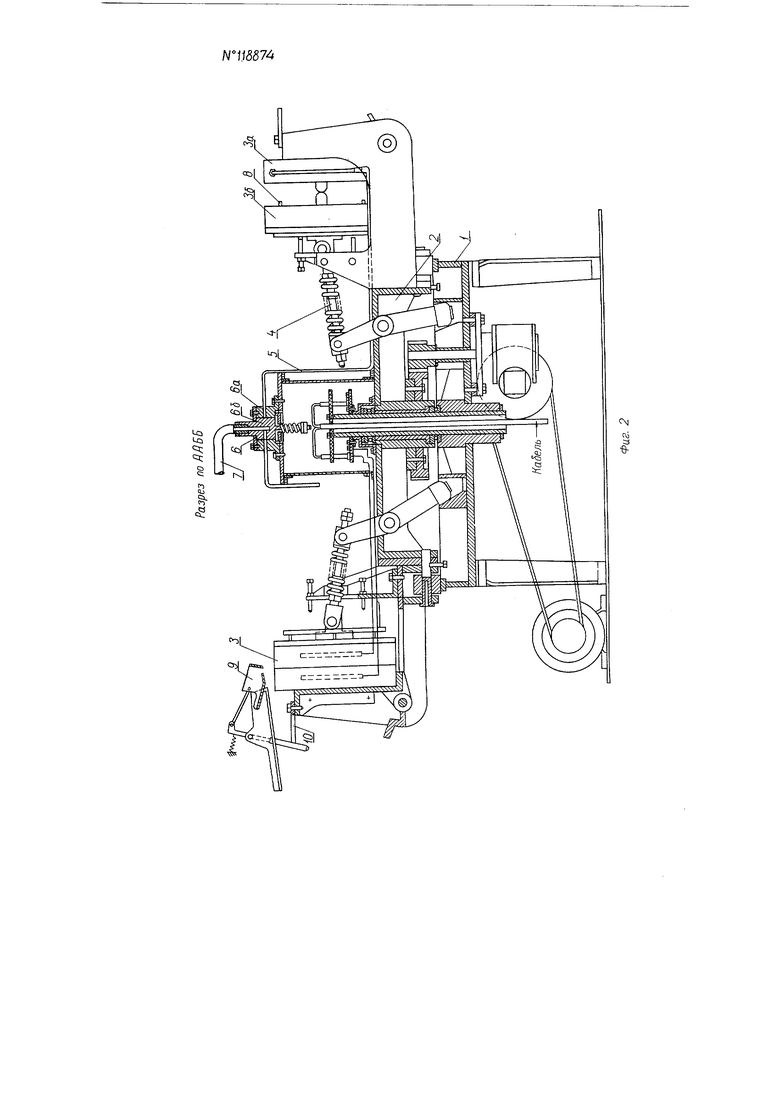
На фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2- разрез по ААББ на фиг. 1.
На станине / смонтирован круглый стол 2, на котором укреплены в вертикальном положении четыре или щесть металлических форм (кокилей) 3 для отливки решеток.
Каждая форма состоит из двух половин: наружной За, закрепленной неподвижно, и внутренней 36, которая может под действием тяги 4 отходить к центру стола, открывая форму для выталкивания отливки.
В неподвижной половине За формы сделаны вакуумные каналы для возможности удаления воздуха из внутренней полости формы.
С помощью трубопроводов 5 каждая неподвижная половина За формы соединена с корпусом 6а автоматического вакуумного крана 6, вращающегося вместе со столом 2. Центральная пробка 66 вакуумного крана 6 неподвижно укреплена на вертикальном трубопроводе 7, идущем от вакуумного насоса. При вращении стола 2 вместе с расположен№ 118874
ными на нем формами 3 автоматический вакуумный кран 6 поочередно создает вакуум в полости каждой литейной формы в момент, непосредственно нредшеств Цмдий заливке сплава в литник формы.
После заливки формы сплавом, при повороте стола на соответствующий угол, тяга 4 т тагтает подвижную половину 36 формы 3, и отливка с помощью тол. S-выталкивается из формы. После этого тяга 4 закрывает и стол, вращаясь, подводит ее к месту заливки очередной порции сплава.
Заливка сплава в формы производится с помощью качающегося ковша 9, заполненного сплавом. При прохождении очередной формы под ковшом кулачок 10, смонтированный па неподвижной половине За формы, наклоняет ковш 9 и выливает в литник формы необходимое для заполнения формы количество сплава.
Предмет изобретения
Устройство для автоматической отливки аккумуляторных решеток из свинцово-сурьмянистого сплава по способу, охарактеризованному в авт. св. № 109964, отличающееся тем, что, с целью автоматизации процесса, оно выполнено по типу карусельного станка с расположенными на вращающемся столе несколькими литейными формами, полости которых соединяются с вакуумной магистралью с помощью крана, установленного в центре стола, только в момент подхода формы к литейному ковшу, т. е. в момент заливки ее сплавом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отливки тонких аккумуляторных решеток из сплавов свинца | 1957 |
|
SU109964A1 |
| Автомат для изготовления решеток электродов свинцовых аккумуляторов | 1960 |
|
SU132279A1 |
| Роторный автомат для отливки решеток свинцовых аккумуляторов | 1961 |
|
SU146822A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1970 |
|
SU282617A1 |
| ВСЕСОЮЗНАЯЯАТ?йТ:;й-'СХЙИЧН€1ГлЛ 6^'.dr.i.ii'7eim I'ABAАвторы | 1973 |
|
SU376839A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273546C2 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2001 |
|
RU2196022C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
Комитег по делам изобретений и открытий при Совете Министров СССР Редактор Л. А. БлатоваГр. 90, 144
Инфор.мационно-издательский отдел.Подп. к печ. 18.IV-59 г.
Объем 0,34 п. л.Зек. 2489Тираж 820Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
