Йзoбpeteниe относится к центробежным машинам с вертикальной осью вращения для получения-кольцевых деталей.
Известны машины для центробежного литья крупногабаритных кольцевых отливок с вертикальной осью враш;енйя, включающие стол с закрепленной на нем кольцевой формой с горизонтальной плоскостью разъема и кольцевой металлоприемник. Однако на таких машинах невозможно получить отливки диаметром 3-5 м, так как при открытом литниковом отверстии получается большая длина заполнения формы.
Целью настоящего изобретения является повышение качества отливок и обеспечения быстрого заполнения формы металлом под центробежным давлением.
Это достигается тем, что металлоприемник снабжен кольцевым нормально замкнутым литником, выполненным в виде кольцевой задвижки, открываемой центробежным давлением жидкого металла.
Кроме того, кольцевой литник снабжен устройством для вакуумирования, состоящим из равномерно расположенных по окружности клапанов, каждый из которых снабжен рычажным приводом от пневмоцилиндра, на штоке которого установлены упоры.
и выталкивания отливки; на фиг. 3 - механизм запорного устройства литника; на фиг. 4 - механизм открытия литника; на фиг. 5 - механизм закрытия вакуумных клапанов; на фиг. 6 - механизм подпрессовки.
Машина состоит из стола 1 с электроприводом, съемной литейной формы 2 с горизонтальной плоскостью разъема, кольцевого рычал ного механизма 3 для открытия литника,
выдвижного механизма 4 открытия литникового затвора, кольцевой нагревательной печи 5, откидной заливочной воронки 6 и защитного кожуха 7. Стол / выполнен в виде металлической фермы, вращение которому сообщает
электродвигатель постоянного тока через ременную передачу. Электродвигатель постоянного тока обеспечивает изменение оборотов стола в широком диапазоне. На стол / устанавливают литейную форму
2, в которой имеются рабочая полость отливаемого профиля 8 и кольцевой металлоприемник Я которые разделены закрытым щелевым литником 10 малой протяженности.
Форма 2 имеет горизонтальный разъем и
соединяется по разъему обычно применяемыми при центробежном литье затворами с грузом //. Затворы дополнительно играют роль выталкивателей отливки. Кольцевое литниковое устройство 12 (фиг. 3)
10. Высота литника регулируется прокладками 14.
Рычажный кольцевой механизм (см. фиг. 4) состоит из кольца 15, верхняя плоскость которого имеет наружный уклон. Кольцо в нескольких точках свободно нодвешено к рычагам 16, которые при выдвижении роликовой головки 17 механизма 4 открытия открывают литник 10. Одновременно этот же механизм через рычаги 18 перекрывает клапанные устройства 19, через которые предварительно производилось ваккумирование формы 2.
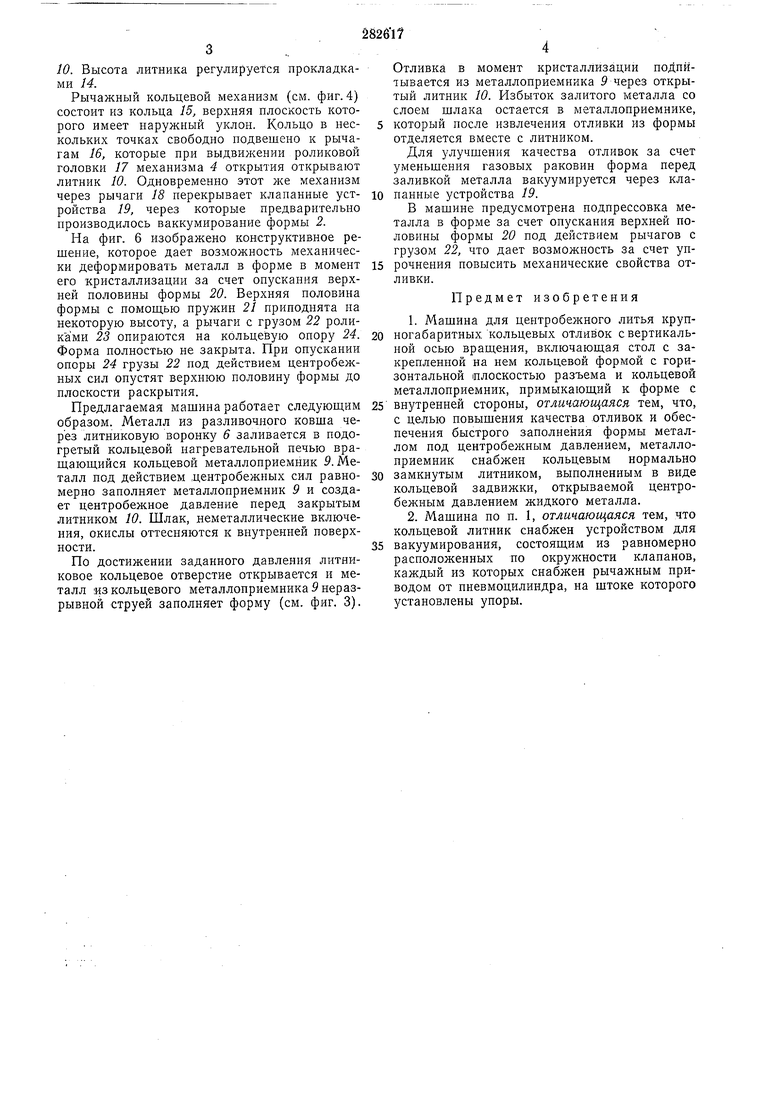
На фиг. 6 изображено конструктивное решение, которое дает возможность механически деформировать металл в форме в момент его кристаллизации за счет опускания верхней половины формы 20. Верхняя половина формы с помощью пружин 21 приподнята па некоторую высоту, а рычаги с грузом 22 роликами 23 опираются на кольцевую опору 24. Форма полностью не закрыта. При опускании опоры 24 грузы 22 под действием центробежных сил опустят верхнюю половину формы до плоскости раскрытия.
Предлагаемая машина работает следующим образом. Металл из разливочного ковша через литниковую воронку 6 заливается в подогретый кольцевой нагревательной печью вращающийся кольцевой металлоприемник 9. Металл под действием центробежных сил равномерно заполняет металлоприемник 9 и создает центробежное давление перед закрытым литником 10. Шлак, неметаллические включения, окислы оттесняются к внутренней поверхности.
По достижении заданного давления литниковое кольцевое отверстие открывается и металл из кольцевого металлонриемника 5 неразрывной струей заполняет форму (см. фиг. 3).
Отливка в момент кристаллизации поДпйтывается из металлонриемника 9 через открытый литник 10. Избыток залитого металла со слоем шлака остается в металлоприемнике, 5 который после извлечения отливки из формы отделяется вместе с литником.
Для улучшения качества отливок за счет уменьшения газовых раковин форма перед заливкой металла вакуумируется через кла0 панные устройства 19.
В машине предусмотрена подпрессовка металла в форме за счет опускания верхней половины формы 20 под действием рычагов с грузом 22, что дает возможность за счет упрочнения повысить механические свойства отливки.
Предмет изобретения
1.Машина для центробежного литья круп0 ногабаритных кольцевых отливок с вертикальной осью вращения, включающая стол с закрепленной на нем кольцевой формой с горизонтальной плоскостью разъема и кольцевой металлоприемник, примыкающий к форме с
5 внутренней стороны, отличающаяся тем, что, с целью повышения качества отливок и обеспечения быстрого заполнения формы металлом под центробежным давлением, металлоприемник снабжен кольцевым нормально
0 замкнутым литником, выполненным в виде кольцевой задвижки, открываемой центробежным давлением жидкого металла.
2.Машина по п. 1, отличающаяся тем, что кольцевой литник снабжен устройством для
5 вакуумирования, состоящим из равномерно расположенных по окружности клапанов, каждый из которых снабжен рычажным приводом от пневмоцилиндра, на штоке которого установлены упоры.
.
/1-4
Ф(/г./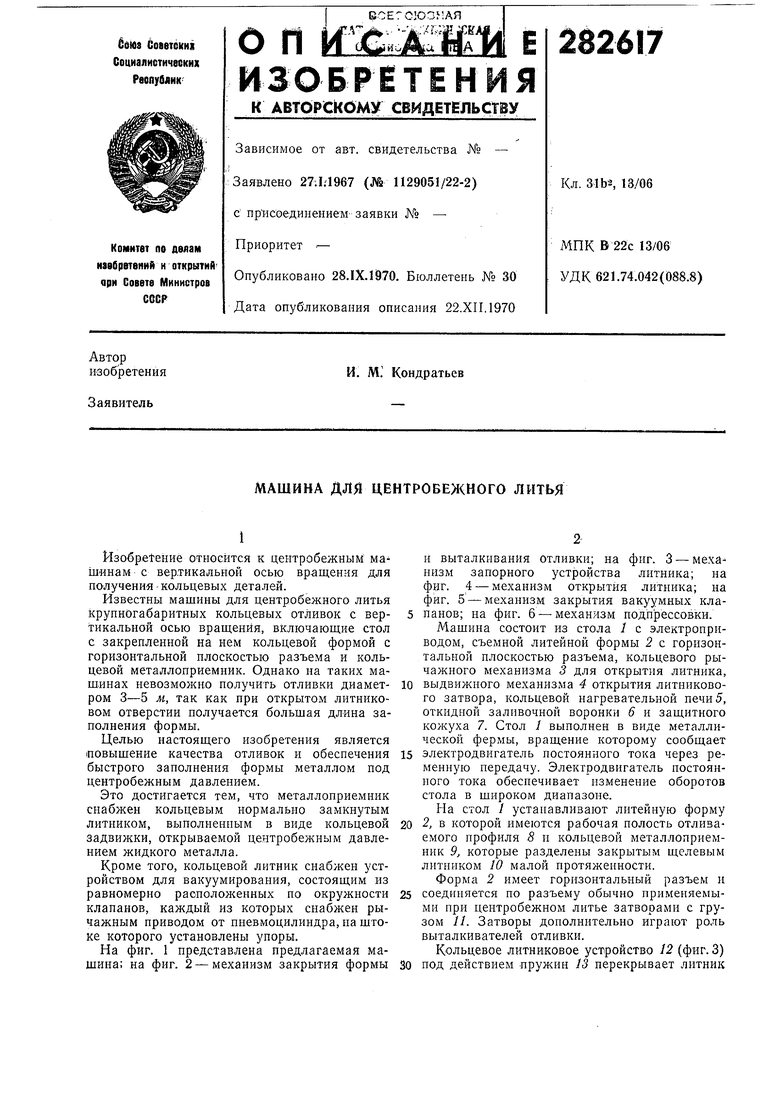
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Центробежная машина с вертикальной осью вращения | 1983 |
|
SU1196122A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛОВ В ПОСТОЯННЫЕ ФОРМЫ ПОД ВАКУУМОМ И ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU85985A1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ОТЛИВКИ ДЕТАЛЕЙ НА ЦЕНТРОБЕЖНОЙ МАШИНЕ | 1967 |
|
SU203842A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU780952A1 |


23
fuz 5 22
