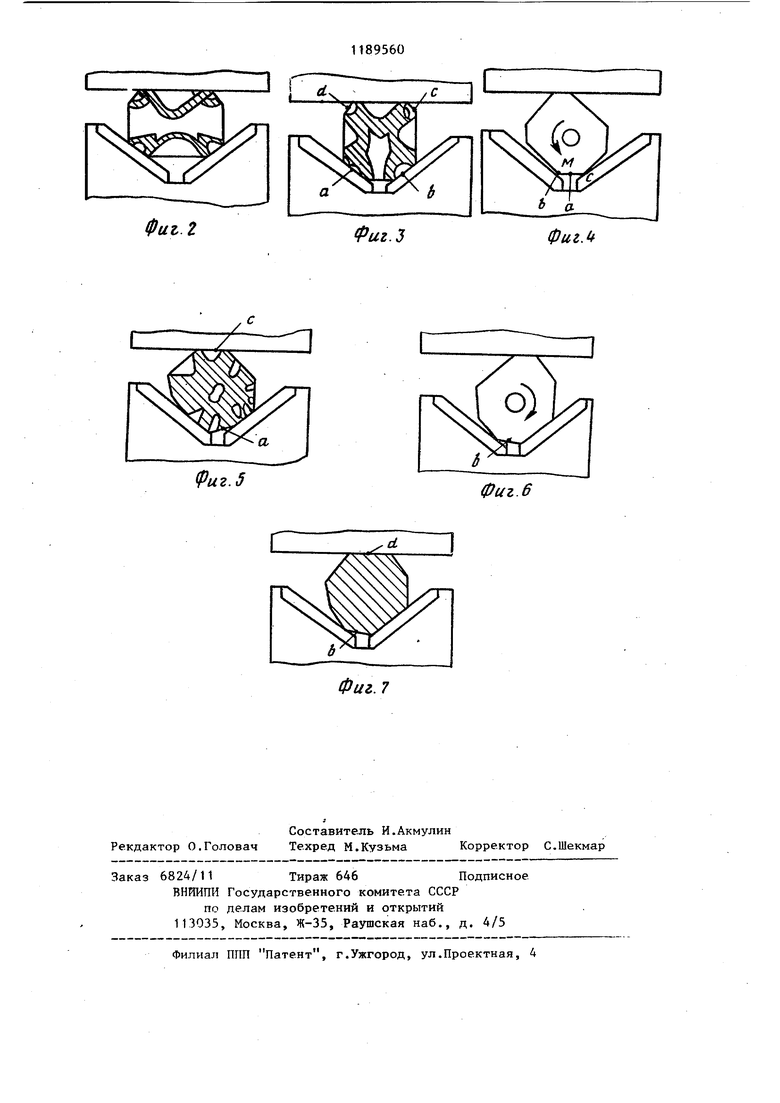
Изобретение относится к обработке металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при ковке поковок из малопластичных сплавов. Цель изобретения - повьшение качества поковки путем более интенсивнон и равномерной проработки металла по сечению заготовки и исключения трещинообразования. На фиг. 1 представлена форма поперечного сечения заготовки и зоны интенсивного деформирования (заштрихованы), полученные после выполнения первого прохода} на фиг. 2 - форма поперечного сечения заготовки после второго прохода; на фиг. 3 - то же, после третьего прохода; на фиг. 4 положение заготовки перед четвертым проходом; на фиг. 5 - сечение заготовки после четвертого прохода; на фиг. 6 - положение заготовки перед пятым проходом; на фиг. 7 - сечение поковки после выполнения пятого проход Способ осуществляется следующим образом. Способ ковки осуществляют протяж кой в верхнем 1 и нижнем 2 бойках за несколько проходов с кантованием заготовки 3 после первого прохода на 180, второго на 90° , третьего четвертого на 70-90 в на 35-45 противоположном направлении В объеме поковки после проведения 1-3 проходов образуются зоны заФрудненной деформации (фиг. 1-3). Осуществление кантовки заготовки после третьего прохода на 35-45 и после четвертого на 70-90° в противоположном направлении приводит (фиг. 4-7) к тому, что в центрально зоне заготовки в результате двух после довательных проходов реализуется сдви говая знакопеременная деформация,кот рая, как известно, обеспечивает улуч шение проработки структуры материала Кроме того, в четвертом и пятом проходах в контакт с верхним бойком вступают соответственно грани с и d а в вырезе нижнего бойка оказываются соответственно грани а и b . В результате этого обеспечи вается проработка всего объема метал ла поковки в комбинированных бойках С углом выреза вырезного бойка от 90 до 140 при соблюдении приведенных выше углов кантовки. Выход за указанные пределы изменения углов кантовки приводит к образованию в последнем проходе в сечении поковки эллипса с большим коэффициентом сжатия, что приводит к браку по геометрии. П р и м е р. Изготавливают поковку типа вала из стали марки 08Х18Н10Т диаметром 300 мм и длиной 1200 мм. Величина единичного обжатия для указанной марки стали не должна превышать 13-15%. Заготовка имеет диаметр 450 мм и длину 530 мм. Протягивают заготовку комбинированными бойками с углом выреза нижнего бойка 120 и глубиной 250 мм. Обжатия в проходах составляют 13%. Протяжку осуществляют следующим образом. Обжатия до расстояния между бойками R 170 мм (обжатиге 65 мм), кантовка на 180°, обжатия до R 170 мм, кантовка на 90°; обжатия до Р 170 мм, кантовка на , обжатия до R 170 мм, кантовка на 80 в противоположном направлении, обжатия до R 170 мм, обжатия до R 120 мм, кантовка на , обжатия до R 120 мм кантовка на 90 обжатия до R 120 мм, кантовка на 40°, обжатия до R 120 мм, кантовка на 80° в противоположном направлении; обжатия до R 120 мм-, обжатия до R 75 мм, кантовка на 180 обжатия до R 75 мм, кан90°, обжатия до R 75мм, товка на , обжатия до кантовка 75 мм, кантовка на 80 в протиобжатиявоположном направлении, до R 75 мм. В результате ковки заготовки получают поковку в виде 12-гранника, и за один проглаживающий проход получают форму поковки, удовлетворяющую требованиям ГОСТ 7062-79, При исследовании макроструктуры продольного и поперечного сечений поковки трещин и разрывов обнаружено не было. Время осуществления ковки, по предложенному способу 9 мин. После ковки заготовки по известному способу выявлены продольные трещины в поковке. Кроме того, время ковки 16 мин, что связано со сменой бойков и с более длительным процессом проглаживания. Использование изобретения по сравнению с известным способом позволяет повысить качество поковки за счет более однородной проработки структуры заготовки и отсутствия трещим и сколов. Фиг, г (риг.З 0uz.ff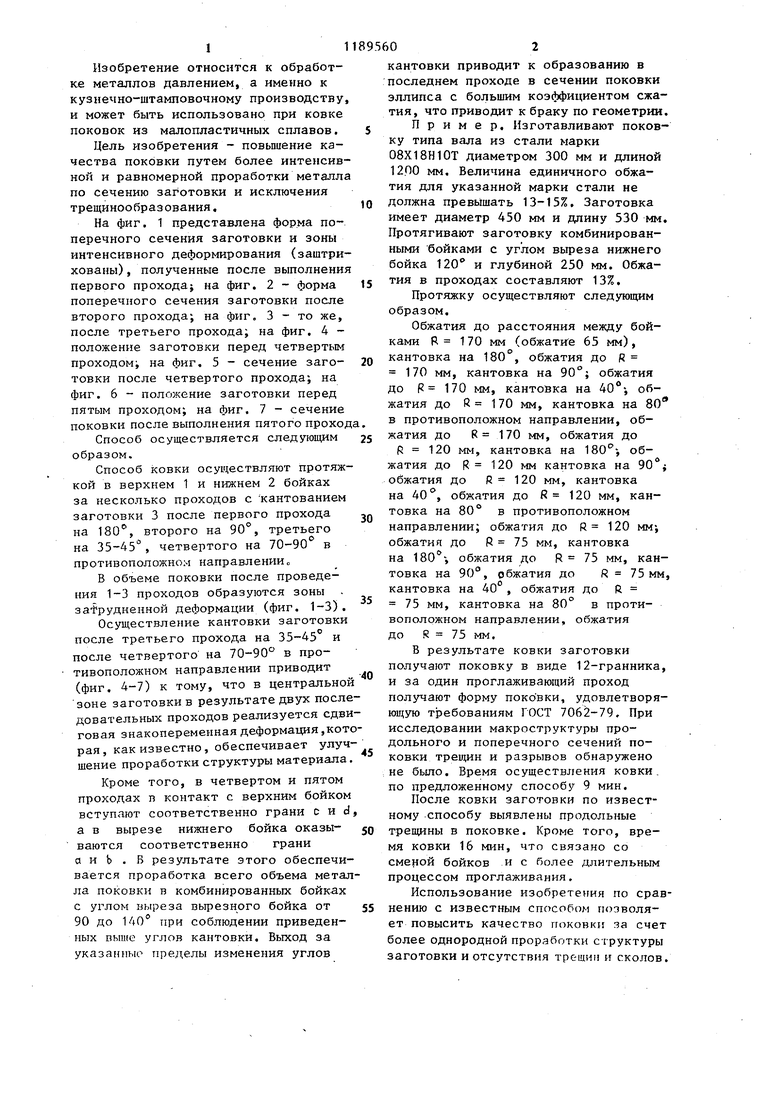
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU1238868A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
СПОСОБ КОВКИ ЗАГОТОВКИ, включающий протяжку ее комбинированными бойками за несколько проходов с кантовками после первого прохода на 180°, второго на 90°, отличающийся тем, что, с целью повьшения качества поковки, кантовку после третьего прохода осуществляют на угол 35-45 , а после четвертого - на 70-90° в противоположном направлении. фиг, 1 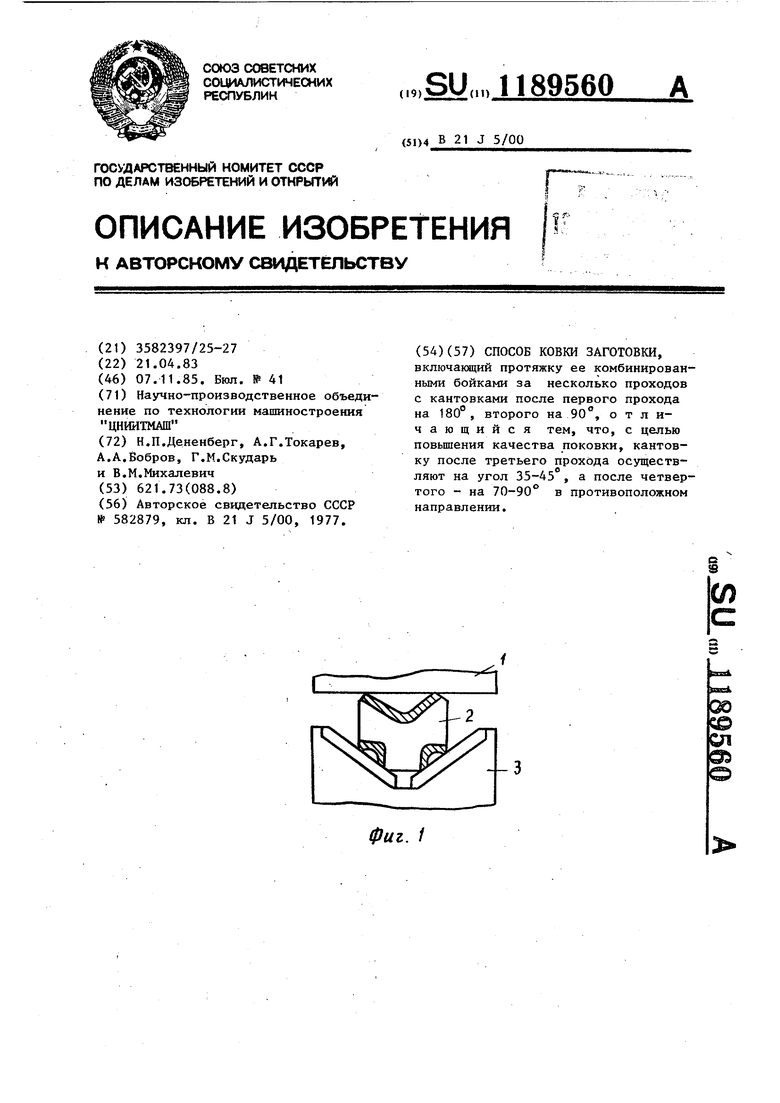
(риг. 5
Фиг. 6
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
