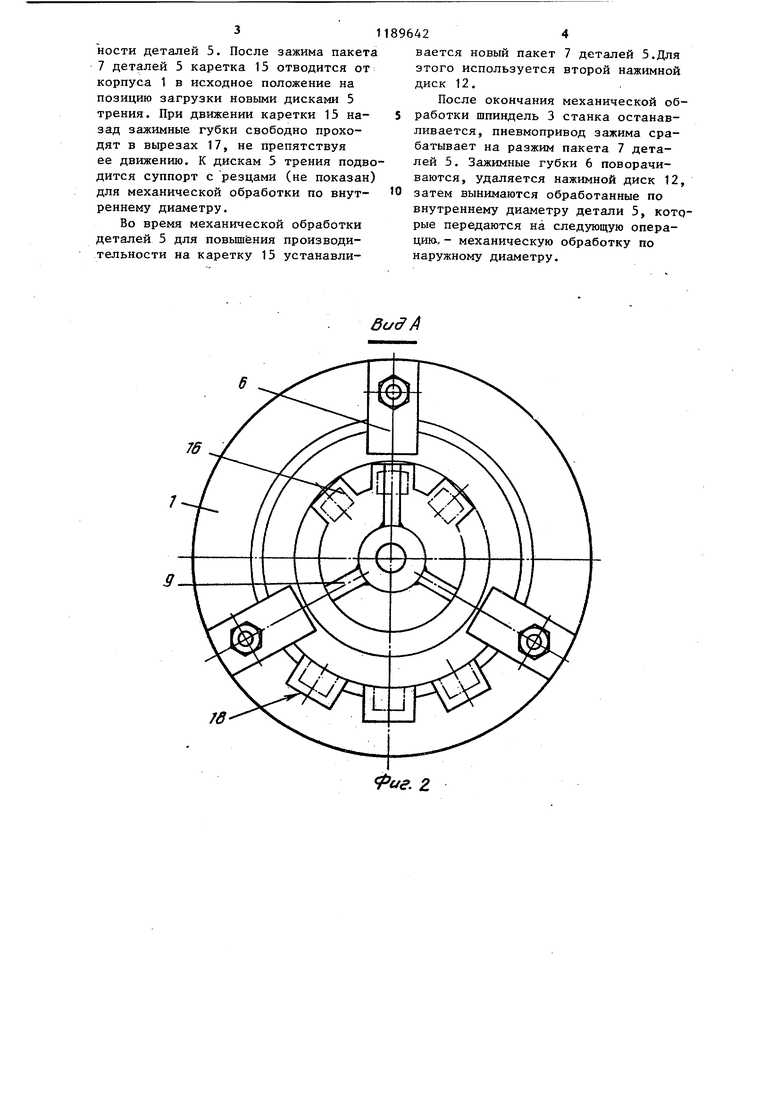
1 Изобретение относится к обработке материалов резания, а именно к устройствам для закрепления деталей типа дисков трения на металлорежущих станках. Целью изобретения является повышение производительности путем размещения опорных для базирования дета лей пластин на каретке. На фиг. 1 представлено устройство продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - каретка, продольный разрез; на фиг. 4 - вид Б на фиг. 3. Устройство содержит корпус 1 с переходником 2 для крепления к шпинделю 3 станка. На корпусе 1 закрепле ны наружные опорные пластины 4 для базирования деталей-дисков 5 трения по наружному диаметру, которые смонтированы так, что их центрирующие поверхности расположены на радиусе, увеличенном по сравнению с номинальным на половину допускаемой величины приращения диаметрального размера диска 5 трения после их термической обработки. На корпусе 1 имеются зажимные губки 6, служащие для зажима пакета 7 деталей 5 с помощью тяг 8, крестовина 9 для перемещения тяг 8, шток 10 пневматического привода (не показан). Зажимные губки 6 имеют воз можность поворачиваться вокруг оси тяг 8. В расточке корпуса 1 крепится опор ный диск 11, к которому прижимается пакет 7 деталей-дисков 5 трения.Съем ный нажимной диск 12, устанавливаемый снаружи пакета 7 деталей 5, служит для равномерного распределения усилия зажима от зажимных губок 6 по поверхности деталей 5. На основании 13 с возможностью перемещения вдоль оси 14 шпинделя 3 станка установлена каретка 15, на которой смонтированы как наружные 4 так и внутренние опорные пластины 16 для базирования деталей-дисков 5 по наружному и внутреннему диаметрам. Каретка 15 имеет вырезы 17,соответствующие расположению, размерам и конфигурации зажимных губок 6 для свободного их прохода в вырезах 17 при движении каретки 15 назад. В корпусе 1 с переходником 2 выполнены пазы 18, соответствующие рас положению, размерам и конфигурации опорных пластин 4 и 16 для базирова22ния дисков трения 5 как по внутреннему, так и по наружному диаметрам, расположенных на каретке 15. Для лучшего захода пакета 7 дисков 5 трения во внутреннее пространство корпуса 1 опорные пластины 4 и 16 имеют заходные фаски 19. Устройство работает следующим обpaiaoM. На каретку 15 устанавливается съемный нажимной диск 12. Затем устанавливаются диски 5 трения, которые нанизываются на опорные пластины 4 и 16.-Детали 5 базируются по наружному или внутреннему диаметрам, образуя пакет 7 в количестве до 40 шт., в зависимости от их толщины. Детали 5 свободно висят на опорных пластинах 16 или опираются на пластины 4. После установки на каретке 15 пакета 7 каретка 15 перемещается к корпусу 1 с переходником 2. Зажимные губки 6 повернуты и не препятствуют вхождению пакета 7 деталей-дисков 5 трения во внутреннюю полость корпуса 1 . Опорные пластины 4 и 16 для базирования деталей 5 по внутреннему или наружному диаметрам свободно входят в пазы 18, выполненные в корпусе 1. Диски 5 трения базируются следующим образом. Те детали 5, которые имеют малое приращение диаметрального размера после термической обработки висят на опорных пластинах 16, не касаясь опорных пластин 4, тем самым центрируются с большей точностью относительно оси вращения шпинделя 3 станка. Те детали 5, которые имеют большое приращение диаметрального размера, опираются наружньм диаметром на опорные пластины 4, не касаясь опорных пластин 16, тем самым центрируясь с большей точностью относительно оси вращения шпинделя. После центрирования дисков 5 трения зажимные губки 6 поворачиваются в положение для зажима и входят в вьфези 17 на каретке 15. Включается пневмопривод для зажима, шток 10 пневмопривода перемещает крестовину 9 и закрепленные на ней тяги 8 с зажимными губками 6, которые зажимают пакет 7, прижимая его к опорному диску 11 посредством нажимного диска 12, который распределяет усилие зажима губок по всей поверх31
ности деталей 5. После зажима пакета 7 деталей 5 каретка 15 отводится от корпуса 1 в исходное положение на позицию загрузки новыми дисками 5 трения. При движении каретки 15 назад зажимные губки свободно проходят в вырезах 17, не препятствуя ее движению. К дискам 5 трения подводится суппорт с резцами (не показан) для механической обработки по внутреннему диаметру.
Во время механической обработки деталей 5 для повышения производительности на каретку 15 устанавли896424
Бается новый пакет 7 деталей 5.Для этого используется второй нажимной диск 12.
После окончания механической обработки шпиндель 3 станка останавливается, пневмопривод зажима срабатывает на разжим пакета 7 деталей 5. Зажимные губки 6 поворачиваются, удаляется нажимной диск 12, О затем вынимаются обработанные по внутреннему диаметру детали 5, которые передаются на следующую операцию, - механическую обработку по наружному диаметру.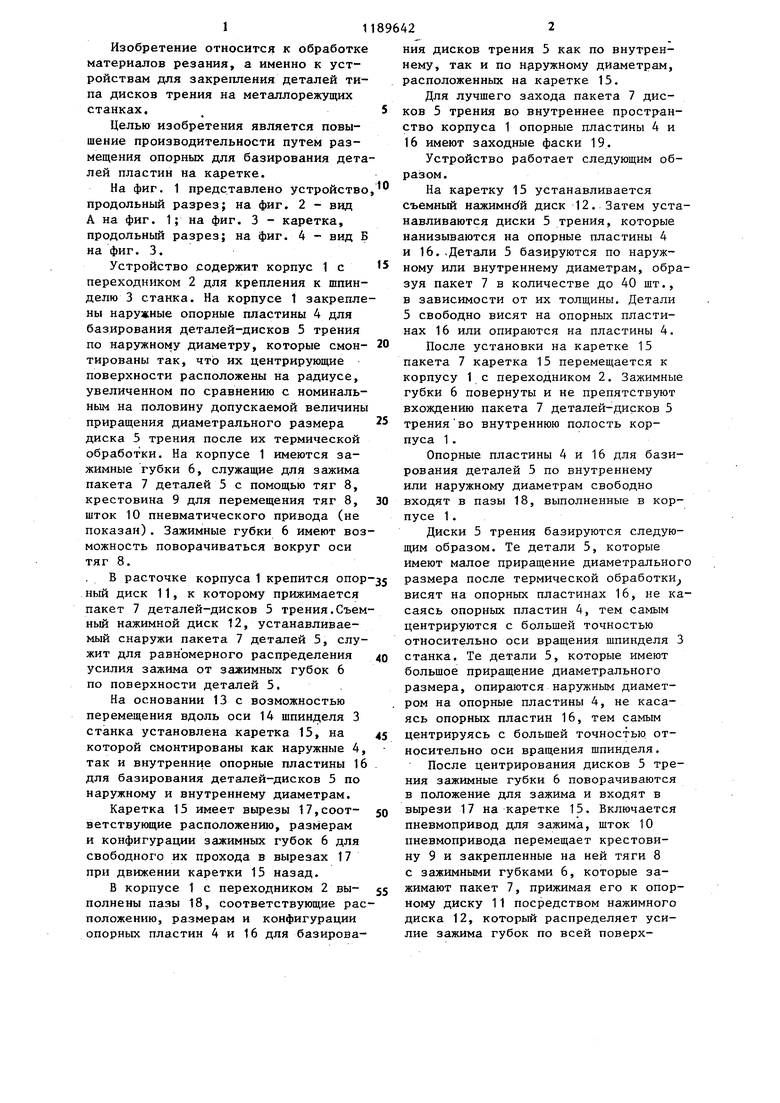
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Прецизионный токарный самоцентрирующий патрон | 1985 |
|
SU1386374A1 |
| УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 2006 |
|
RU2302939C1 |
| Штамп для закалки деталей | 1984 |
|
SU1235934A1 |
| Токарный патронный полуавтомат с программным управлением | 1988 |
|
SU1662764A1 |
| Схват промышленного робота | 1980 |
|
SU931467A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Устройство для зажима деталей | 1983 |
|
SU1079371A1 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1423294A1 |
УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДИСКОВ ТРЕНИЯ, содержащее закрепленный на шпинделе станка посредством переходника корпус, наружные опорные пластины, зажимные губки и основание, отличающееся тем, что, с целью повышения производительности, оно снабжено внутренними опорными пластинами и установленной на основании с возможностью перемещения относительно шпинделя станка кареткой, при этом опорные пластины размещены на каретке, а в корпусе выполнены пазы, предназначенные для о размещения опорных пластин. (Л а
76
7S
фиг. г
7 1i 17
fS-f
/ /////// Л
puf.3
rr
re
/3
| Соболев И.П | |||
| Станки точной индустрии | |||
| М.: Оборонгиз, 1953, с | |||
| Нефтяная топка для комнатных печей | 1922 |
|
SU326A1 |
| Катодное реле | 1921 |
|
SU250A1 |
| Капустин Н.М | |||
| и др | |||
| Технология производства гусеничных и колесных машин | |||
| М.: Машиностроение, 1978, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
