Отличительная особенность описываемого способа окончательной обработки червячных колес заключается в том, что обработку производят шевером, притиром и т. п. инструментом, кинематически связанным с рабочим червяком обрабатываемого колеса. При этом червяк развернут относительно оси инструмента на угол, не кратный 360°, и находится с обрабатываемым колесом в однопрофильном зацеплении. Такой способ обеспечивает повышение точности изготовления червячных колес, достигаемое путем устранения кинематических и циклических погрешностей.
Кроме того, после обработки одной стороны профиля витков червячной нарезки пару червяк-инструмент вводят в однопрофильное зацепление для обработки второй его стороны. Этим достигается получение необходимой точности по обеим сторонам профиля.
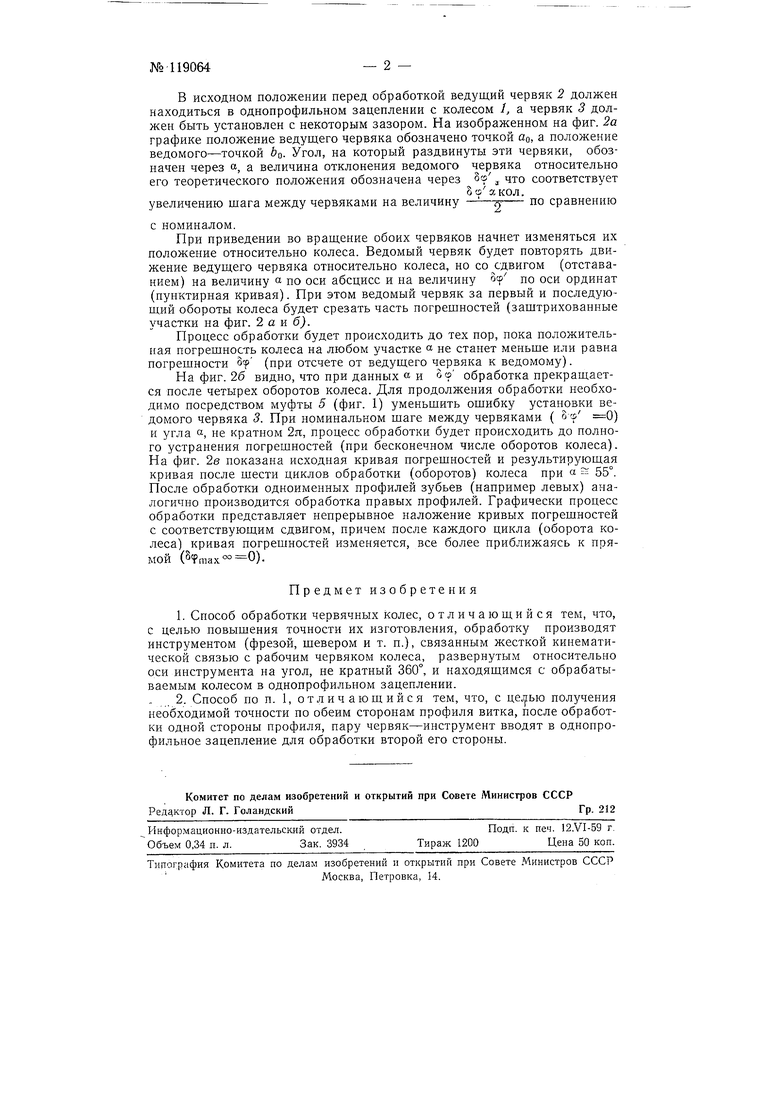
На фиг. 1 изображена схема, поясняюш,ая осуществление предлагаемого способа; на фиг. 2а, б и в- графики, поясняющие последовательность устранения кинематических и циклических погрещностей обрабатываемого колеса.
Сущность предлагаемого способа окончательной обработки заклю« чается в следующем. В однопрофильное одностороннее зацепление с обрабатываемым червячным колесом / вводят ведущий червяк 2, являющийся рабочим червяком, и ведомый червяк 3, являющийся обрабатывающим инструментом. Червяки 2 и 3 раздвинуты на некоторый угол о, не кратный 360° и выбираемый из конструктивных соображений. Между собой червяки соединены посредством механизма 4 (карданное соединение, коническая шестеренчатая передача {и т. п.), обеспечивающего постоянное равенство их угловых скоростей. Муфта 5 предназначена для обеспечения возможности поворота ведомого червяка 3 относительно ведущего червяка 2, что равносильно микрометрической осевой подаче червяка 3. Червяки приводятся во вращение посредством привода 6.
Особое устройство любой конструкции (пружинное, грузовое и т. п.) должно обеспечивать постоянньш однопрофильный контакт зубьев колеса/с витками ведущего червяка 2 (на чертеже это устройство не показано).
№ 119064- 2 -
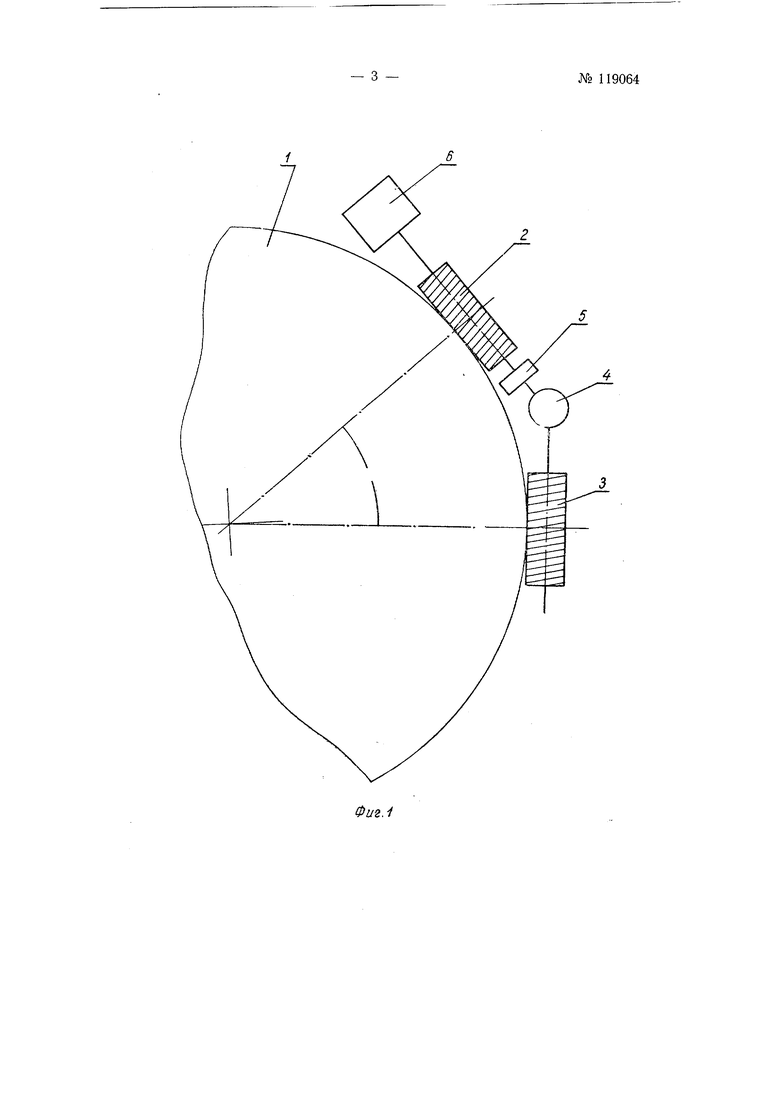
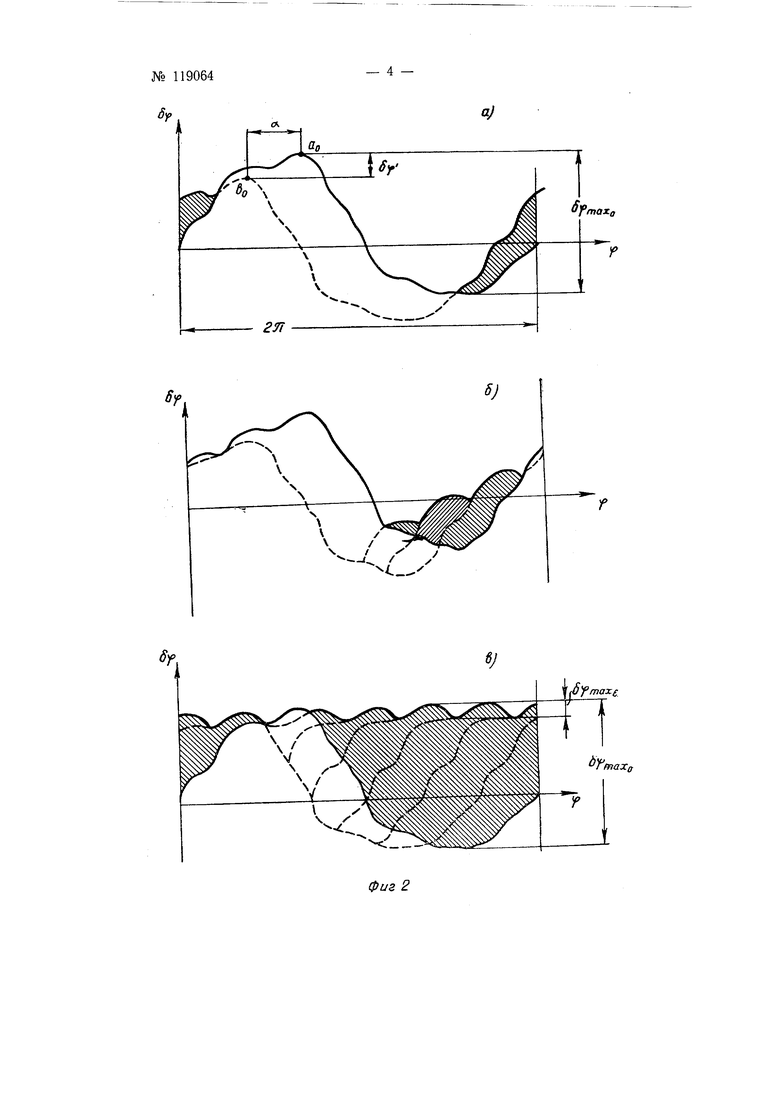
В исходном положении перед обработкой ведущий червяк 2 должен находиться в однопрофильном зацеплении с колесом /, а червяк 3 должен быть установлен с некоторым зазором. На изображенном на фиг. 2а графике положение ведущего червяка обозначено точкой GO, а положение ведомого-точкой Ь. Угол, на который раздвинуты эти червяки, обозначен через а, а величина отклонения ведомого червяка относительно его теоретического положения обозначена через что соответствует увеличению шага между червяками на величину -япо сравнению
с номиналом.
При приведении во вращение обоих червяков начнет изменяться их положение относительно колеса. Ведомый червяк будет повторять движение ведущего червяка относительно колеса, но со сдвигом (отставанием) на величину а по оси абсцисс и на величину по оси ординат (пунктирная кривая). При этом ведомый червяк за первый и последующий обороты колеса будет срезать часть погрешностей (заштрихованные участки на фиг. 2 а и б}.
Процесс обработки будет происходить до тех пор, пока положительная погрешность колеса на любом участке « не станет меньше или равна погрешности 3f (при отсчете от ведущего червяка к ведомому).
На фиг. 26 видно, что при данных « и обработка прекращается после четырех оборотов колеса. Для продолжения обработки необходимо посредством муфты 5 (фиг. 1) уменьшить ошибку установки ведомого червяка 3. При номинальном шаге между червяками ( S 0) и угла а, ие кратном 2я, процесс обработки будет происходить до полного устранения погрешностей (при бесконечном числе оборотов колеса). На фиг. 28 показана исходная кривая погрешностей и результирующая кривая после шести циклов обработки (оборотов) колеса при « - 55°. После обработки одноименных профилей зубьев (например левых) аналогично производится обработка правых профилей. Графически процесс обработки представляет непрерывное наложение кривых погрешностей с соответствующим сдвигом, причем после каждого цикла (оборота колеса) кривая погрешностей изменяется, все более приближаясь к прямой (5 Ртах° 0).
Предмет изобретения
1.Способ обработки червячных колес, отличаюшийся тем, что, с целью повышения точности их изготовления, обработку производят инструментом (фрезой, шевером и т. п.), связанным жесткой кинематической связью с рабочим червяком колеса, развернутым относительно оси инструмента на угол, не кратный 360°, и иаходяшимся с обрабатываемым колесом в однопрофильном зацеплении.
2.Способ по п. 1, отличающийся тем, что, с получения необходимой точности по обеим сторонам профиля витка, после обработки одной стороны профиля, пару червяк-инструмент вводят в однопрофильное зацепление для обработки второй его стороны.
к кол. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |
| Способ устранения шевингованием неточностей в шаге зубцов червячных колес | 1944 |
|
SU64426A1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| Червячная передача Литвинюка | 1986 |
|
SU1395870A1 |
| УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU177757A1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2165339C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. Г. ГоландскийГр. 212
Информационно-издательсклй отдел.Подп. к печ. 12.VI-59 г.
Объем 0,34 п. л.Зак. 3934Тираж 1200Цена 50 коп.
Типография Комитета по делам изобретений н открытий при Совете .Министров СССР
Москва, Петровка, 14.
