to D
СП ЬО
чЧЧЧч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1983 |
|
SU1191273A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1380925A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1293160A1 |
| Способ пропитки абразивного инструмента на керамической связке | 1987 |
|
SU1454674A1 |
| Способ пропитки абразивного инструмента | 1983 |
|
SU1139619A1 |
| Установка для пропитки абразивных кругов | 1991 |
|
SU1779568A1 |

Фиг, 1
Изобретение относится к производ- ству абразивного инструмента, в част ности к повышению эксплуатационных характеристик абразивного инструмента на керамической связке, . s
Цель изобретения - интенсификация процесса и снижение трудозатрат, а также повьшение качества пропитки.
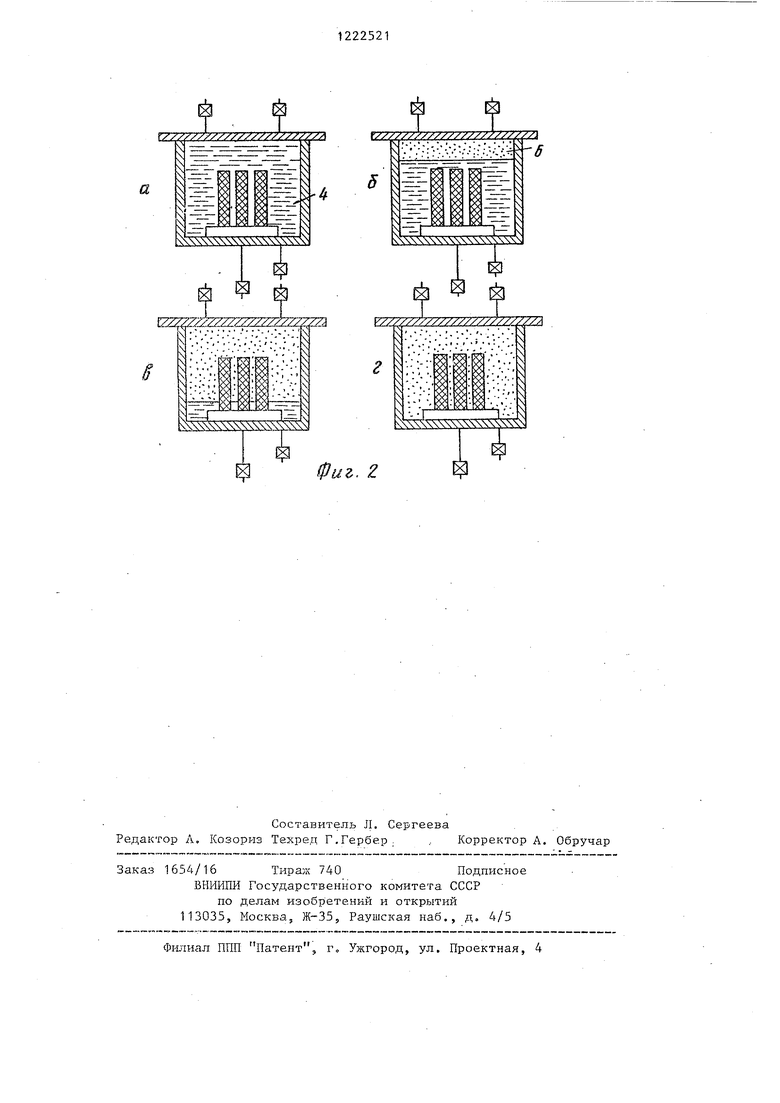
На фиг. показана схема установки для прпитки,на фиг.2а,б,в,г-схема вытесне-ю ния расплава серы из камеры пропитки.
Способ осуществляют следующим схбразом.
Пять брусков БП 5x25x70 64СМ1011С27кА после прокалки при 15 помещают в камеру t с крыш- кой 2, нагретую до ISO., Камеру герметизируют, после чего в ней создают вакуум порядка 10 мм рт,ст. Через патрубок 3 камеру заполняют распла- 20 вом серы А с t 145°C (фиг, 2а), Объем камеры заполняется .со скоростью 2,2 . Бруски в расплаве серы вьщерживают в течение 3 мин. Камеру разгерметизируют и через пат- 25 рубок 5 в нее подают глицерин 6 с С,Одновременно открывают патрубок 7, через который под воздействием глицерина вытесняется расплав серы, поступающий в отдельную ем- )о кость (не показана), Скорость подачи . глицерина поддерживают 15 мм/мм
(2,5-10 м/с), чтобы не допустить вымывания расплава серы из пор аб- разивного бруска. Таким образом, 35 осуществляется полное вытеснение расплава серы глицерином (фиг, 26, в, г). После заполнения камеры 1 глицерином осуществляют его циркуляцию через патрубок 8 в течение 40 10 мин с трёхкратным обменом жидкости при одновременном ее охлаждении. За 10 мин температуру глицерина понижают до 100-90°С, снижая ее со скоростью порядка 5-6 град/мин, Охлаж- 45 дение глицерина осуществляют пропуская его через холодильную камеру (не показано), Затем циркуляцию глицерина прекращают и удаляют его из камеры через патрубок 6. В результате so циркуляции глицерина и охлаждения его до 90-100°С в абразивном бруске происходит затвердевание серы на глубину 10-15 мм. После удаления глицерина из камеры бруски из нее 55 извлекают и вьщерживают на воздухе .в течение 10-15 мин до затвердевания серы по всему объему бруска.
Бруски имеют чистую гладкую поверхность без неровных наслоений серы.
Аналогичным образом осуществляют Пропитку брусков БП 25x30x57 24АМ20ПС27кА; БП 20х20х53 24АМ7ПС27к
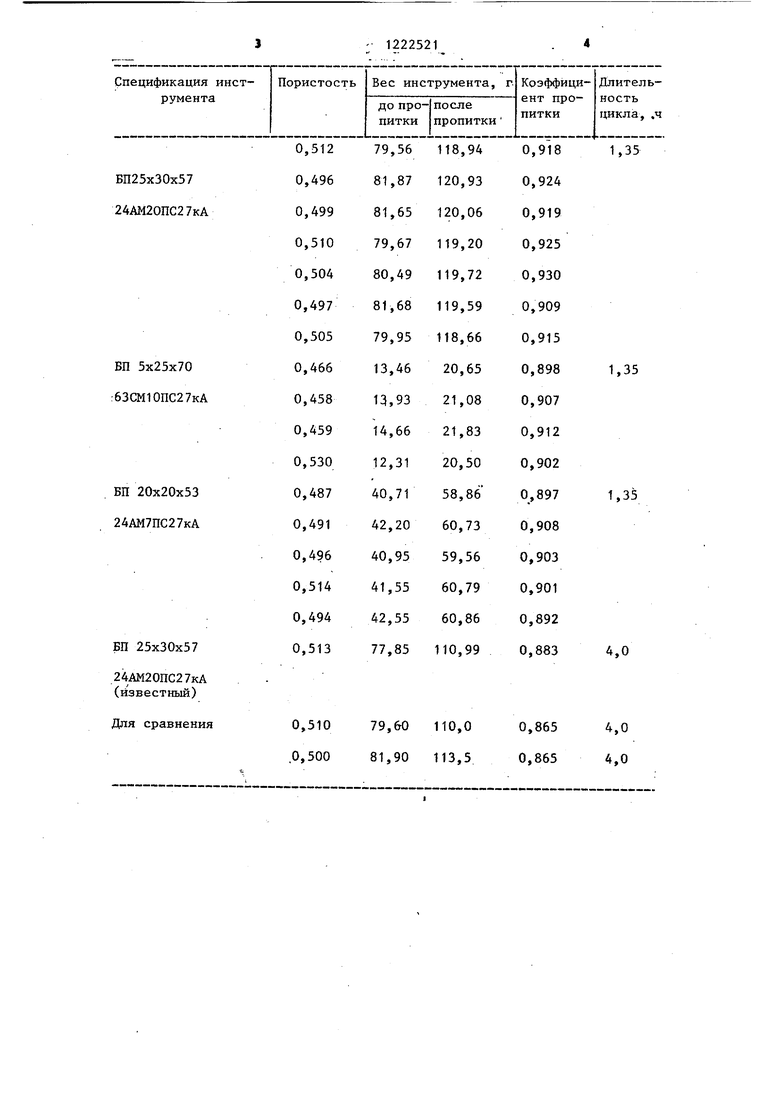
Результаты испытаний приведены в таблице.
Как видно из таблицы, степень пропитки абразивных кругов довольно высокая, а время, затрачиваемое на процесс пропитки, значительно меньше Введение в камеру с расплавом серы вытесняющей жидкости позволяет пред- 9твратить образование значительного перепада давления внутри пор инструмента по отношению к окружающей среде, что препятствует вытеканию расплава из пор инструмента. Подача в камеру с расплавом серы жидкости, нагретой до температуры процесса пропитки, препятствует затвердеванию серы на инструменте и стенках камеры при его удалении из камеры. Это создает возможность дальнейшего охлаждения инструмента жидкостью в процессе ее циркуляции до температуры, при которой происходит затвердевание серы в порах инструмента без затвердевания самой жидкости, В результате после прекращения циркуляции и удаления жидкости из камеры получаем инструмент с чистой поверхностью и качественной пропиткой, не требующей никакой дополнительной механической очистки поверхности инструмента от серы, В качеств охлаждающей жидкости может быть использована любая жидкость, темпера- ТУра кипения которой не ниже температуры пропитки, т,е, чтобы не было кипения и испарения ее в камере, и температура затвердевания которой на Bbmie тф пературы затвердевания серы, в противном случае имеет место затвердевание жидкости на инструменте и в камере. Разность между плотностями расплавленной серы и жидкости должна быть незначительной, жидкость - химически нейтральной к расплаву серы при температуре пропитки. Таким требованиям отвечают, .например глицерин, имеющий температуру затвердевания 17,, температуру кипения 290°С и плотность 1,26«10з Т/м и трансформаторное масло, имеющее температуру затвердевания , температуру кипения (вспьш1ки) , плотность 0,7810 кг/м,
0,512 0,496 0,499 0,510 0,504 0,497 0,505 0,466 0,458 0,459 0,530 0,487 0,491 0,496 0,514 0,494 0,513
0,510 0,500
118,94
120,93
120,06
119,20
119,72
119,59
118,66
20,65
21,08
21,83
20,50
58,8б
60,73
59,56
60,79
60,86
110,99
110,0 113,3
0,918 0,924 0,919 0,925 0,930 0,909 0,915 0,898 0,907 0,912 0,902 0,897 0,908 0,903 0,901 0,892 0,883
0,865 0,865
1,35
1,35
1,35
4,0
4,0 4,0
cZZZ
a
Фиг. г
/yvvy/j
ZZZ
Уч
Составитель Л. Сергеева Реда1ггор А, Козориз Техред Г.Гербер. .. Корректор А. Обручар
Заказ 1654/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная, 4
| Патент США № 3341355, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
