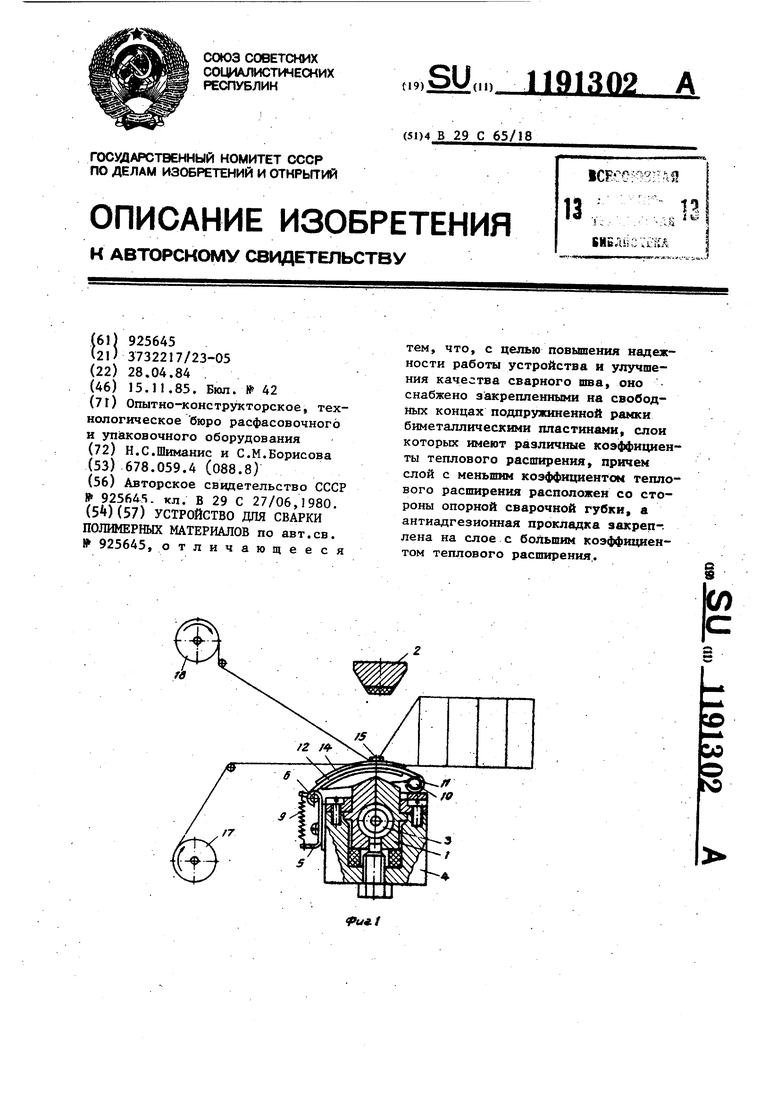
1 Изобретение относится к сварке пластмасс, а именно к устройствам для сварки термопластичных полимерных материалов, и может найти применение в упаковочной технике. Цель изобретения - повьшение надежности работы уртройства и улучшение качества сварного шва. Указанная цель достигается за счет обеспечения гарантированного зазора между антиадгезионной прокладкой и сварочной губкой, вследствие чего происходит равномерный разогрев сварного шва по всей его длине, увеличивается срок службы прокладки. На фиг.1 изображено устройство, поперечный разрез; на фиг.2 - то же вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-В на фиг.2. Устройство для сварки полимерных материалов содержит опорную раму 1 и прижимную 2 сварочные губки. Губка 1 выполнена из.высокотеплопровод ного материала и снабжена нагрева тельным элементом 3. Губка I размещена в корпусе 4, с наружной стороны которого на кронштейне 5 на оси .6 шарнирно установлена поворотная рамка 7 с изолирующей антиадгезионной прокладкой 8. Рамка 7 подпр жинена к кронштейну 5 пружинрй 9. Один конец прокладки,8 закреплен в зоне оси 6, а другой - на поворотном ролике 10 и зафиксирован зажимом 11. На свободных концах подпружиненной рамки 7 закреплены термоби металлические пластинь .1 2, например, марки ТВ .1523 по ГОСТ 10533-63 Пластины 12 имеют слои с различными коэффициентами температурного расширения. Пассивный слой пластин 12.имеющий меньший коэффициент теплового расширения, расположен со стороны опорной сварочной губки 1. 22 Антиадгезионная прокладка 8 установлена над активным слоем 13 пластин 12, имеющим больший коэффициент теплового расширения, и закреплена на нем планками 14 с болтами 15, Устройство работает следующим образом. Упаковка 16 проталкивается над . губкой 1, разматьшая пленку с рулонов и 18 и образуя оболочку вокруг предметов. Рамка 7 под действием натяжения пленок 17 и 18 поворачивается на оси 6, преодолевая усилие пружины 9, и антиадгезионная прокладка 8 устанавливается над нагретой поверз ностью губки 1 с некоторым воздушным зазором. Далее прижимная губка 2 опускается вниз, прижимая пленки через антиадгезионную прокладку 8 к выступу губки 1. В результате производится сварка с обрезкой пленки. Затем губка 2 поднимается в верхнее исходное положение, рамка под действием пружины.9 поворачивается на оси 6 .и антиадгезионная прокладка 8 отходит от нагретой поверхности губки 1 и остьшает. В случае задержки упаковки 16 в зоне сварочных губок 1 происходит интенсивное нагревание термобиметалЛических пластин 12. Так как коэффициент температурного расширения пассивного слоя пластин 12, вьтолненного, например, из инвара, намного меньше, чем у активного слоя 13, вьшолненного, например, из немагнитной стали, то пластины 12 начнут изгибаться, отводя прокладку 8 вверх и увеличивая зазор между ней и поверхностью нагретой части сварочной губки 1, что исключает перегрев пленочного материала в зоне сварки и повреждение сварочного шва.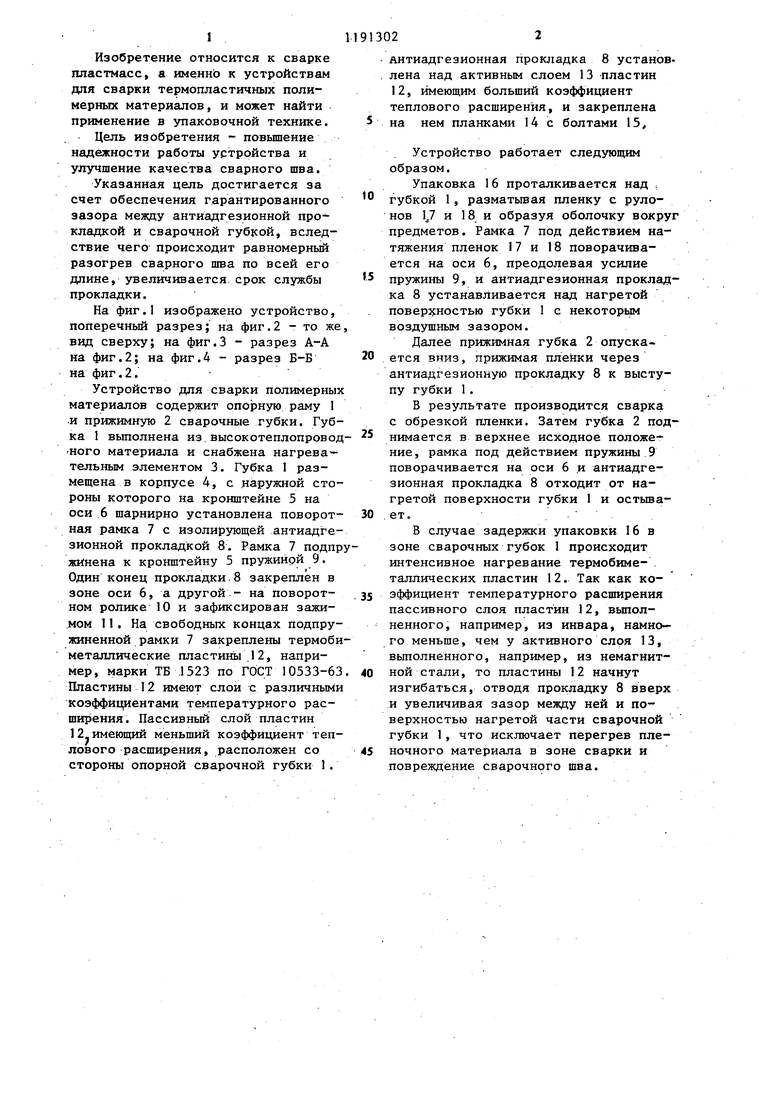
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных материалов | 1980 |
|
SU925645A1 |
| Устройство для сварки полимерных материалов | 1989 |
|
SU1650465A1 |
| Установка для сварки полимерных материалов | 1985 |
|
SU1359149A1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Устройство для контактно-тепловой сварки термопластов | 1982 |
|
SU1052401A1 |
| Устройство для сварки термопластичных пленок | 1991 |
|
SU1766698A1 |
| Устройство для изготовления изделий из пленочного полимерного материала | 1990 |
|
SU1821392A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНО-ТЕПЛОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 2004 |
|
RU2253569C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
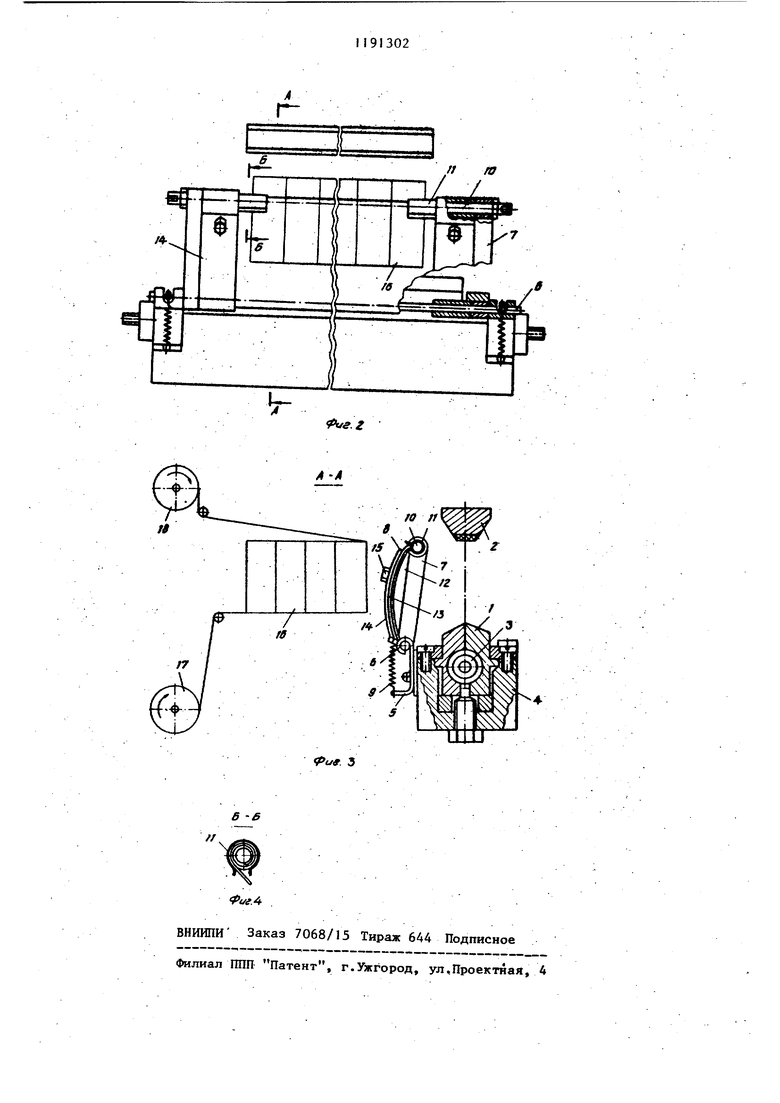
А-А
fuf. 3
