Изобретение относится к производству резисторов, в частности к устройствам для разармирования резисторов.
Целью изобретеиия является повышение качества разборки резисторов за счет исключения повреждения контактных узлов резисторов при съеме их с корпуса резистора.
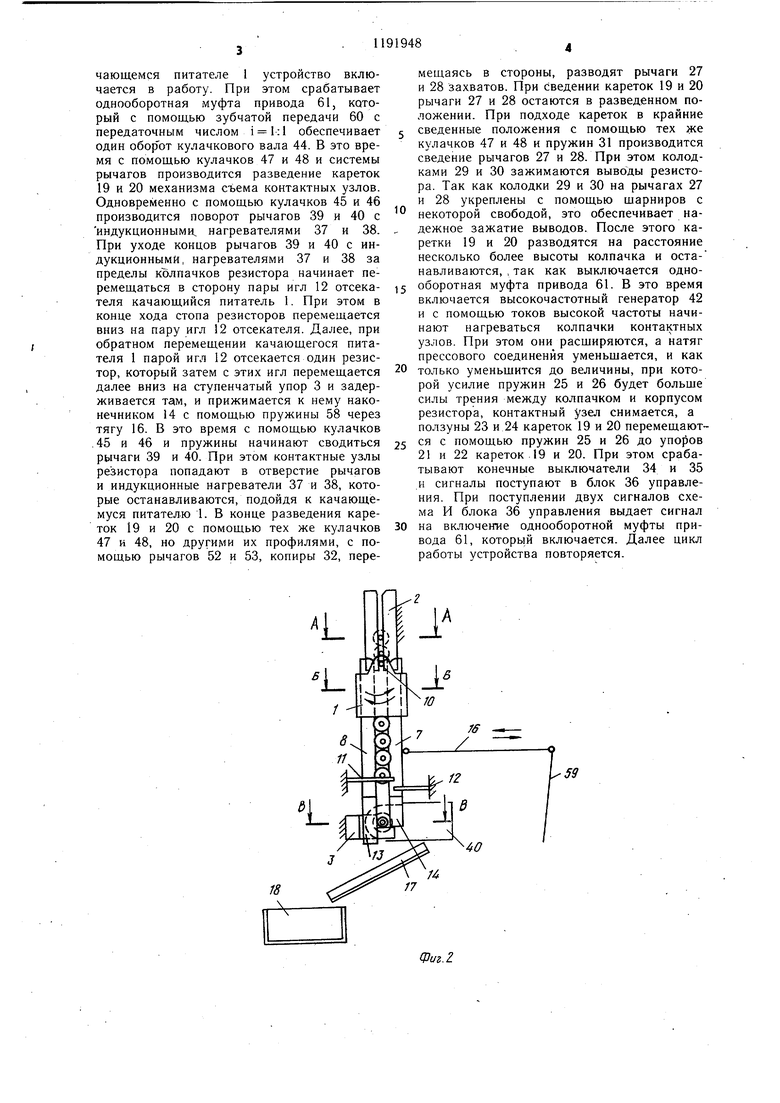
На фиг. 1 изображена кинематическая схема устройства для снятия контактных узлов резисторов; на фиг. 2 - механизм подачи резисторов; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез по Б-Б фиг. 2; на фиг. 5 - разрез по В-В фиг. 2.
Устройство для снятия контактных узлов резисторов содержит механизм подачи резисторов, включающий качающийся питатель 1, шарнирно установленйый под лотком 2, соединенным с вибрационным .механизмом загрузки (не показан). Под качающимся питателем 1 неподвижно установлен ступенчатый упор 3, предназначенный для фиксации резисторов в зоне съема контактных узлов. Лоток 2 выполнен в виде двух направляющих .4 П-образной формы, установленных с зазором для выводов контактных узлов 5 резисторов 6. Качающийся питатель 1 выполнен в виде двух направляющих планок 7 и 8, соединенных рамкой 9 таким образом, что между направляющими планками 7 и 8 выполнен зазор для размещения корпусов резисторов б, ширина направляющих планок 7 и 8 выполнена меньшей длины корпусов резисторов 6, поэтому контактные узлы 5 резисторов 6 располагаются по обе стороны от направляющих планок 7 и 8 качающегося питателя 1. Рамка 9 качающегося питателя 1 закреплена на лотке 2 при помощи шарнира 10. Механизм подачи резисторов включает также отсекатель для поштучной выдачи резисторов, выполненный в виде двух пар игл 1 и 12, установленных неподвижно над ступенчатым упором 3. На торцах направляющих планок 7 и 8 со стороны ступенчатого упора 3 неподвижно закреплены наконечники 13 и 14, выполненные из изоляционного материала, при этом длина наконечника 13 больше длины наконечника 14, а в ступенчатом упоре 3 выполнен паз 15 для прохода наконечника 13 направляющей планки 8 качающегося питателя 1. Качающийся питатель 1 соединен с механизмом привода тягой 16. Под ступенчатым упором 3 установлены лотки 17 и емкости 18 для узлов резисторов. В зоне расположения ступенчатого упора 3 расположен механизм съема контактных узлов резисторов, выполненный в виде установленных с возможностью возвратно-поступательного перемещения с обеих сторон от качающегося питателя 1, кареток 19 и 20 с упорами 21
и 22 и ползунами 23 и 24, подпружиненных пружинами 25 и 26 относительно упоров 21 и 22 кареток 19 и 20. На ползунах 23 и 24 установлены зажимные элементы, выполненные в виде захватов, каждый из которых включает два рычага 27 и 28 с колодками 29 и 30, щарнирно закрепленных на концах рычагов 27 и 28. Рычаги 27 и 28 соединены между собой пружинами 31.
На ползунах 23 и 24 подвижно установлены копиры 32, предназначенные для разведения рычагов 27 и 28 захватов. Копиры 32 установлены с возможностью взаимодействия своими профильными поверхностями с роликами 33, закрепленными на рычагах
5 27 и 28 захватов. На упорах 21 и 22 кареток 19 и 20 установлены конечные выключатели 34 и 35, установленные с возможностью взаимодействия с ползунами 23 и 24 кареток 19 и 20 и соединенные с блоком управления 36. Напротив зажимных элементов механизма съема контактных узлов подвижно установлены индукционные нагреватели 37 и 38, закрепленные на концах рычагов 39 и 40 и соединенные гибкими кабелями 41 с высокочастотным генератором 42, и кабелем 43 соединены между собой. Для перемещения подвижных частей устройства предназначен механизм привода, включающий кулачковый вал 44, на котором закреплены кулачки 45 и 46 для привода подвижных индукционных нагревателей 37
и 38, установленные с возможностью взаимодействия с рычагами 39 и 40, и кулачки 47 и 48, предназначенные для перемещения кареток 19 и 20 при помощи подпружинен ных пружин 49, рычагов 50 и для перемещения копира 32 при помощи системы рычагов, включающей подпружиненный пружиной 51 рычаг 52, установленный с возможностью взаимодействия с рычагом 53, щарнирно закрепленным на рычаге 50 и подпружиненным пружиной 54 относительно рычага 50. Рычаг 53 соединен своим концом с копиром 32. На рычаге 50 установлен регулируемый упор 55, взаимодействующий с основанием устройства, и регулируемый упор 56, взаимодействующий с рычагом 53. Для перемещения качающегося питателя 1 предназначен установленный на кулачковом валу 44 кулачок 57, который взаимодействует с подпружиненным пружиной 58 рычагом 59, соединенным с тягой 16. Кулачковый вал 44 приводится во вращение через зубчатую пару 60 приводом 61, выполненным с однооборотной муфтой, соединенной с блоком управления 36.
Устройство работает следующим образом.
Из вибрационного механизма загрузки
5 резисторы поступают в лоток 2, а затем в качаюш,ийся питатель I и останавливаются с помощью пары игл 11 отсекателя. После полного накопления резисторов в качающемся питателе 1 устройство включается в работу. При этом срабатывает однооборотная муфта привода 61, который с помощью зубчатой передачи 60 с передаточным числом i 1:1 обеспечивает один оборот ку.тачкового вала 44. В это время с помощью кулачков 47 и 48 и системы рычагов производится разведение кареток 19 и 20 механизма съема контактных узлов. Одновременно с помощью кулачков 45 и 46 производится поворот рычагов 39 и 40 с индукционными нагревателями 37 и 38. При уходе концов рычагов 39 и 40 с индукционными, нагревателями 37 и 38 за пределы колпачков резистора начинает перемещаться в сторону пары игл 12 отсекателя качающийся питатель 1. При этом в конце хода стопа резисторов перемещается вниз на пару игл 12 отсекателя. Далее, при обратном перемещении качающегося питателя 1 парой игл 12 отсекается один резистор, который затем с этих игл перемещается далее вниз на ступенчатый упор 3 и задерживается там, и прижимается к нему наконечником 14 с помощью пружины 58 через тягу 16. В это время с помощью кулачков .45 и 46 и пружины начинают сводиться рычаги 39 и 40. При этом контактные узлы резистора попадают в отверстие рычагов и индукционные нагреватели 37 и 38, которые останавливаются, подойдя к качающемуся питателю 1. В конце разведения кареток 19 и 20 с помощью тех же кулачков 47 и 48, но другими их профилями, с помощью рычагов 52 и 53, копиры 32, перемещаясь в стороны, разводят рычаги 27 и 28 захватов. При сведении кареток 19 и 20 рычаги 27 и 28 остаются в разведенном положении. При подходе кареток в крайние сведенные положения с помощью тех же кулачков 47 и 48 и пружин 31 производится сведение рычагов 27 и 28. При этом колодками 29 и 30 зажимаются выводы резистора. Так как колодки 29 и 30 на рычагах 27 и 28 укреплены с помощью щарниров с некоторой свободой, это обеспечивает надежное зажатие выводов. После этого каретки 19 и 20 разводятся на расстояние несколько более высоты колпачка и останавливаются, , так как выключается одно5 оборотная муфта привода 61. В это время включается высокочастотный генератор 42 и с помощью токов высокой частоты начинают нагреваться колпачки контактных узлов. При этом они расщиряются, а натяг прессового соединения уменьшается, и как
0 только уменьшится до величины, при которой усилие пружин 25 и 26 будет больше силы трения между колпачком и корпусом резистора, контактный узел снимается, а ползуны 23 и 24 кареток 19 и 20 перемещаются с помощью пружин 25 и 26 до упоров 21 и 22 кареток 19 и 20. При этом срабатывают конечные выключатели 34 и 35 и сигналы поступают в блок 36 управления. При поступлении двух сигналов схема И блока 36 управления выдает сигнал
0 на включение однооборотной муфты привода 61, который включается. Далее цикл работы устройства повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия контактных узлов резисторов | 1985 |
|
SU1309091A1 |
| УСТРОЙСТВО ДЛЯ подгонки СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ под НОМИНАЛ | 1970 |
|
SU268537A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU472385A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Загрузочное устройство многопозиционного оборудования | 1976 |
|
SU685477A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РЕСПИРАТОРОВ | 2002 |
|
RU2203115C1 |
| Устройство для установки пустотелых контактов на печатные платы | 1974 |
|
SU518878A1 |

УСТРОЙСТВО ДЛЯ СНЯТИЯ КОНТАКТНЫХ УЗЛОВ РЕЗИСТОРОВ, .содержащее механизм поштучной подачи резисторов, индукционные нагреватели и механизм съема контактных узлов с за25 25 2J 32 ,/Т - жимными элементами, отличающееся тем, что. с целью повышения качества разборки резисторов за счет исключения повреждения элементов резисторов индукционные нагреватели установлены подвижно напротив зажимных элементов механизма съема контактных узлов, а механизм съема контактных узлов выполнен в виде установленных с возможностью возвратно-поступательного перемещения кареток с упорами и ползунами, подпружиненными относительно упоров кареток, при этом зажимные элементы выполнены в виде захватов, установленных на ползунах кареток. .JJJJ г4 20 у / / /
18 V
/4
А-А
5
ТТЛ
zz.
6
4S 4
//л
4
| Устройство для обработки резисторов, преимущественно для снятия контактных узлов | 1980 |
|
SU892483A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
