2. Агрегат по п. 1, о т л и ч а ю щ и с я тем, что, с целью повышения надежности удержания деталей электромагнитом грузозахватной траверсы, он имеет размещенное на штоке пневмоцилиндра средство для обдува деталей, состоящее из закрепленного на торце штока утюра, вьшолненного в штоке сквозного осевого, отверстия, сообщенного с воздушной полостью пневмоцилиндра, выполненной в нижней части осевого отверстия кольцевой проточки и расположенного в осевом отверстии в зоне кольцевой проточки подпружиненного золотника с двумя глухими
осевыми каналами и сообщающимися с каналами сквозными радиальными отверстиями, причем в нижнем положении золотника, ограниченном упором шгока пневмоцилиндра, нижний торец золотника выступает за плоскость захвата деталей электромагнита.
3. Агрегат по п. I, о т л и ч а ю щ и с я тем, что, с целью компенсации смещения оси проектора относительно оси электромагнита при совмещении упора грузовой тележки с захватом каретки наведения, послед. няя снабжена датчиком дополнительного перемещения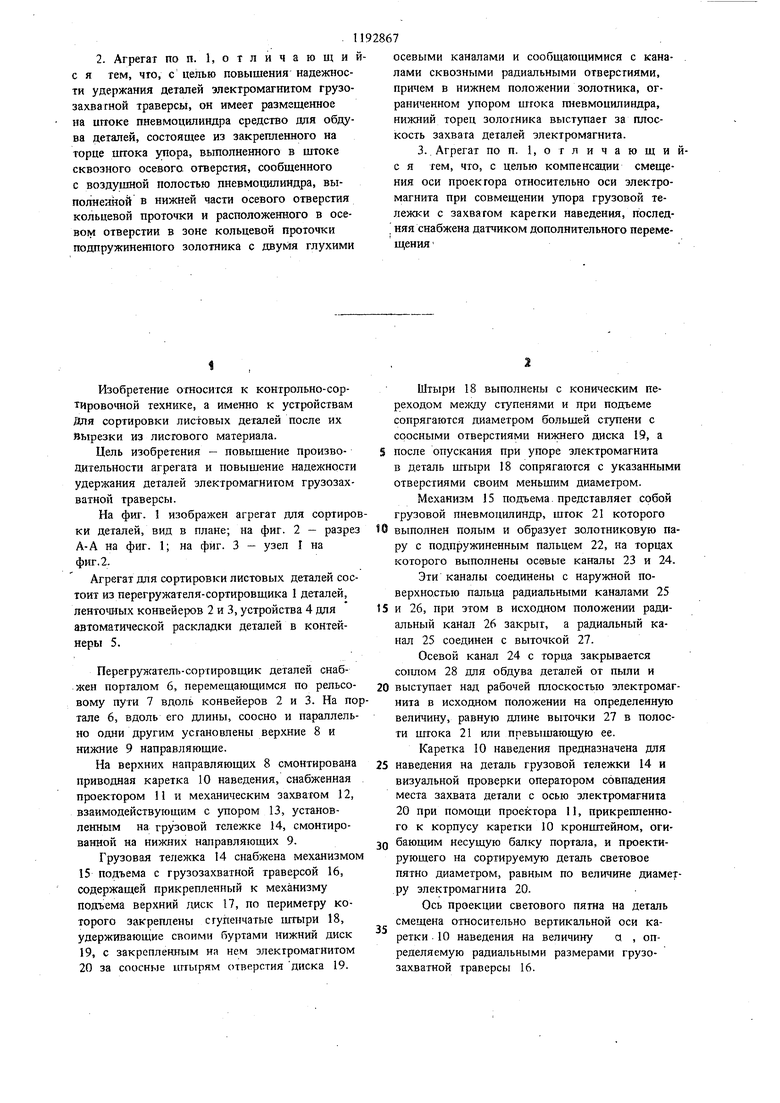
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки листовых деталей | 1986 |
|
SU1423187A1 |
| Устройство для сортировки деталей | 1980 |
|
SU961797A1 |
| Поточная линия для тепловой резки листового проката | 1980 |
|
SU925570A1 |
| Грузозахватное устройство для листовых грузов | 1983 |
|
SU1129162A1 |
| Перегружатель-сортировщик | 1987 |
|
SU1461535A2 |
| Электромагнитное грузозахватное устройство | 1977 |
|
SU735548A1 |
| Перегружатель-сортировщик | 1985 |
|
SU1291217A1 |
| Кран-штабелер | 1977 |
|
SU865756A1 |
| АРТИЛЛЕРИЙСКАЯ КОРАБЕЛЬНАЯ УСТАНОВКА | 2012 |
|
RU2533947C2 |
| Устройство для сортировки листовых деталей | 1988 |
|
SU1526846A1 |
1. АГРЕГАТ ДЛЯ СОРТИРОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ, содержащий ленточный конвейер, портал с продольными направляющими, установленный с возможностью перемещения вдоль конвейера, смонтированную на направляющих портала грузовую тележку с механизмом подъема, имеющим пневмоцилиНдр 3 и закрепленную на штоке пневмоцилиндра . грузозахватную траверсу с электромагнитом, имеющим плоскость захвата деталей,контейнеры для рассортированных деталей, средство для транспортирования рассортированных деталей к контейнерам и устройство автоматической раскладки деталей, в контейнеры, о т л и ч аю щ и и с я тем, что, с целью повыщения производительности, на грузовой тележке установлен упор, портал имеет дополнительные направляющие и размещенную на направляющих каретку наведения с , проектором и механическим захватом, установленным с возможностью взаимодействия с упором грузовой гележки, а средство для транспортирования рассортированных деталей к контейнерам выполнено в виде ленточного конвейера. W се tN5 00 о: rf лу У ly ji /5 (ригЛ
Изобретеггае огносигся к контрольно-сортировочной технике, а именно к устройствам Для сортировки листовых деталей после их Вырезки из листового материала.
Цель изобретения - повышение производительности агрегата и повышение надежности удержания деталей электромагнитом грузозахватной траверсы.
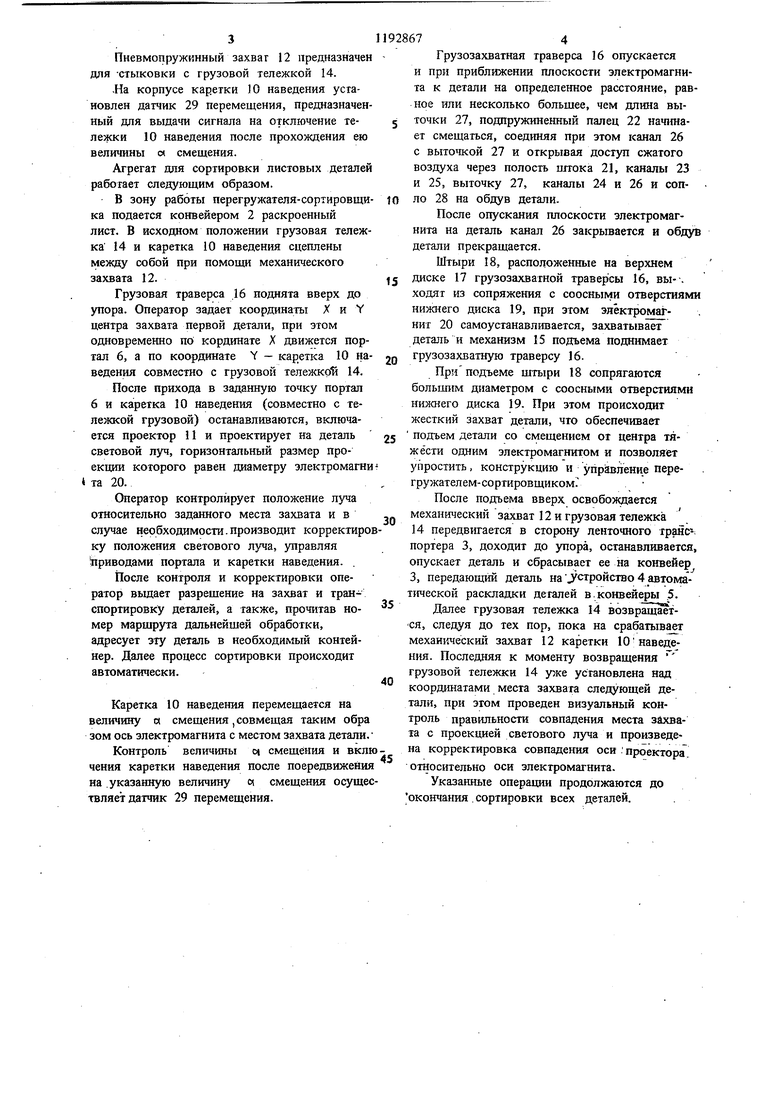
На фиг. 1 изображен агрегат для сортироки деталей, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Агрегат для сортировки листовых деталей состоит из перегружателя-сортировщика 1 деталей, лентош-гых конвейеров 2 и 3, устройства 4 для автоматической раскладки деталей в контейнеры 5.
Перегружатель-сортировщик деталей снабжен порталом б, перемещающимся по рельсовому пути 7 вдоль конвейеров 2 и 3. На потале 6, вдоль его длины, соосно и параллельно одни другим установлены верхние 8 и нижние 9 направляющие.
На верхних направляющих 8 смонтирована приводная каретка 10 наведения, снабженная проектором 11 и механическим захватом 12, взаимодействующим с упором 13, установленным на грузовой тележке 14, смонтированной на нижних направляющих 9.
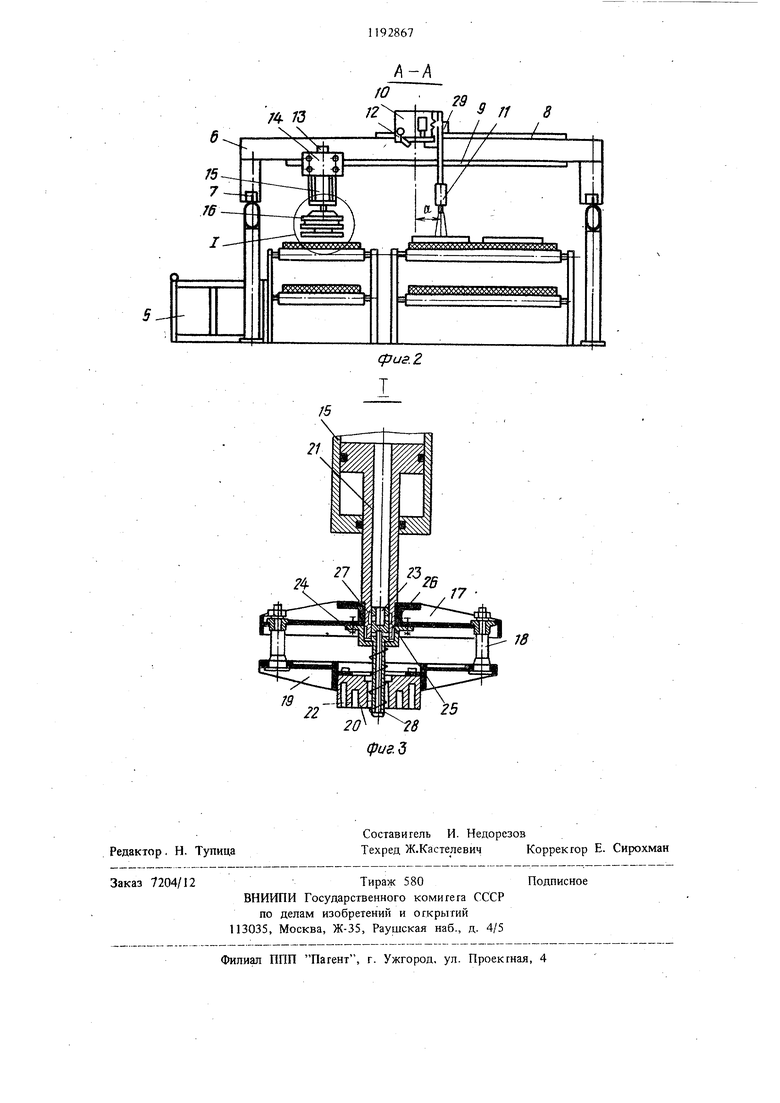
Грузовая тележка 14 снабжена механизмом 15 подъема с грузозахватной траверсой 16, содержащей прикрепленный к механизму подъема верхний диск 17, по периметру которого закреплены ступенчатые 1птыри 18, удерживающие своими буртами нижний диск 19, с закреплен1тым на нем электромагнитом 20 за соосные игтырям отверстия диска 19.
Штыри 18 выполнены с коническим переходом ступенями и при подъеме сопрягаются диаметром большей ступени с соосными отверстиями нижнего диска 19, а после опускания при упоре электромагнита в деталь шгыри 18 сопрягаются с указанными отверстиями своим меньшим диаметром.
Механизм 15 подъема, представляет собой грузовой пневмоцилиндр, шток 21 которого
выполнен полым и образует золотниковую пару с подпружиненным пальцем 22, на торцах которого выполнены осевые каналы 23 и 24.
Эти каналы соединены с наружной поверхностью пальца радиальными каналами 25
и 26, при этом в исходном положении радиальный канал 26 закрыт, а радиальный канал 25 соединен с выточкой 27.
Осевой канал 24 с торца закрывается соплом 28 для обдува деталей от пыли и
выступает над рабочей плоскостью электромагнита в исходном положении на определенную величину, равную длине выточки 27 в полости штока 21 или превышающую ее.
Каретка 10 наведения предназначена для
наведения на деталь грузовой тележки 14 и визуальной проверки оператором совпадения места захвата детали с осью электромагнита 20 при помощи проектора 11, прикрепленного к корпусу каретки 10 кронштейном, огкбающим несущую балку портала, и проектирующего на сортируемую деталь световое пятно диаметром, равным по величине диаметру электромагнита 20.
Ось проекции светового пятна на деталь смещена относительно вертикальной оси каретки . 10 наведения на величину а , определяемую радиальными размерами грузозахватной траверсы 16. 3 Пневмопружинный захват 12 предназначе для СТЫКОВКИ с грузовой тележкой 14. ,На корпусе каретки 0 наведения установлен датчик 29 перемещения, предназначен ный для выдачи сигнала на отключение тележки 10 наведения после прохождения ею величины « смещения. Агрегат для сортировки листовых детале работает следующим образом. В зону работы перегружателя-сортировщи ка подается конвейером 2 раскроенный лист. В исходном положении грузовая тележ ка 14 и каретка 10 наведения сцеплены между собой при помощи механического захвата 12. Грузовая траверса .16 поднята вверх до упора. Оператор задает координаты X и Y центра захвата первой детали, при этом одновременно по кординате X движется пор тал 6, а по координате Y - каретка 10 на ведения совместно с грузовой тележкой 14. После прихода в заданную точку портал 6 и каретка 10 наведения (совместно с тележкой грузовой) останавливаются, включается проектор 11 и проектирует на деталь световой луч, горизонтальный размер проекции которого равен диаметру электромагн та 20. Оператор контролирует положение луча относительно заданного места захвата и в случае необходимости.производит корректир ку положения светового луча, управляя приводами портала и каретки наведения. . После контроля и корректировки оператор выдает разрещение на захват и транспортировку деталей, а также, прочитав номер маршрута дальнейшей обработки, адресует эту деталь в необходимый контейнер. Далее процесс сортировки происходит автоматически. Каретка 10 наведения перемещается на величину а смещения , совмещая таким обр зом ось электромагнита с местом захвата детали Контроль величины ч смещения и вкл чения каретки наведения после поередвижени на .указанную величину « смещения осуще твляет датчик 29 перемещения. 674 Грузозахватная траверса 16 опускается и при приближении плоскости электромагнита к детали на определенное расстояние, равное пли несколько больщее, чем длина выточки 27, подпружиненный палец 22 нач1шает смещаться, соединяя при этом канал 26 с выточкой 27 и открывая доступ сжатого воздуха через полость штока 21, каналы 23 и 25, выточку 27, каналы 24 к 26 и сопло 28 на обдув детали. После опускания плоскости электромагнита на деталь канал 26 закрывается и обдув детали прекращается. Штыри 18, расположенные на верхнем диске 17 грузозахватной траверсы 16, вы- . ходят из сопряжения с соосными отверстиями нижнего диска 19, при этом электромагнит 20 самоустанавливается, захватывает деталь и механизм 15 подъема поднимает грузозахватную траверсу 16. При подъеме штыри 18 сопрягаются большим диаметром с соосными отверстиями диска 19. При этом происходит жесткий захват детали, что обеспечивает под-ьем детали со смещением от центра тяжести одним электромагнитом и позволяет упростить, конструкцию и управление перегружателем-сортировщиком. После подъема вверх освобождается механический захват 12 и грузовая тележка 14 передвигается в сторону ленточного транс-; портера 3, доходит до упора, останавливается, опускает деталь и сбрасывает ее на конвейер 3, передающий деталь на Устройство 4 автоматической раскладки деталей в .конвейеры 5. Далее грузовая тележка 14 возвращаетСя, спецу я до тех пор, пока на срабатывает мехашетеский захват 12 каретки 10наведения. Последняя к моменту возвращения грузовой тележки 14 уже установлена над кооршшатами места захвата следующей детали, при этом проведен визуальный контроль правильности совпадения места захвата с проекцией светового луча и произведена корректировка совпадения оси . проектора относительно оси электромагнита. Указанные операции продолжаются до окончания . сортировки всех деталей.
| Устройство для сортировки деталей | 1980 |
|
SU961797A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
