. Изобретение относится к области тепловой резки листового проката, а именно к конструкции поточной линии для тепловой резки листового npQ ката, и наиболее успешно может быть использовано в судостроении, а также других отраслях народного хозяйства, связанных с изготовлением металлоконструкций . Известна поточная линия для резки листового металлопроката, содержащая несколько машин для резки, установле ных в два ряда параллельно друг друг , двухконсольный козловой кран с тележ кой, снабженной траверсой с грузозахватными электромагнитами, и склад заготовок, размещенный между рельсами крана.Последний предназначен для захвата, транспортировки и укладки листов на столы машин для резки 1. Недостатком зтой линии является применение тяжелого ручного труда для уборки и складирования готовых деталей. Известна поточная линия для тепловой резки листового проката, содержащая смонтированные на основаниимашины тепловой резки листов, перегружатель для захвата и транспортировки цельного и нарезанного листа, рольганг, подающий лист со склада, и ленточный транспортер Г2 . Недостатком указанной линии является то, что она не обеспечивает необходимого накопления нарезанных листов перед сортировкой, а также не обеспечивает возможности автоматизации сортировки деталей. I Целью.изобретения является автоматизация сортировки деталей путем обеспечения накопления нарезанных листов перед сортировкой. В предлаг 1емой поточной линии для тепловой резки листового проката, содержащей смонтированные на основании машины тепловой резки, столы для тепловой резки металла, перегружатель для захвата и транспортировки цельного и нарезанного листа, роль Ганг, подающий лист со с.клада, и лен точный транспортер, на основании над ленточным т ране порт ер о. закреплен рельсовый путь и поточная линия оснащена переМещаемой по рельсовому пути тележкой с приводным рольгангом расположенным в одной плоскости с рольгангом, подающим лист со склада На фиг, 1 изображена предлагаемая поточная линия, вид сверху, на фиг. 2 - вид по стрелке А на фиг.1. Потомная линия для тепловой резки листового проката содержит приводной рольганг , тележку 2 с приводным рольгангом 3, перемещающуюся по рельсовому пути k ленточный тра портер 5, сортировщик 6, контейнеры 7 перегружатель 8, снабженный грузозахватной траверсой, машины дл тепловой резки 9, столы 10, перемещающиеся по рельсовым путям 11 . Рельсовый путь А закреплен на ос новании над ленточным транспортером 5- Приводной рольганг 3 тележки 2 расположен в одной плоскости с рольгангом 1, подающим лист со скл да. Работапред/1агаемой линии происходит следующим образом. Лист на обработку подается со склада по рольгангу 1 и поступает на рольганг 3 тележки 2. Перегружатель 8 захватывает лист, транспорти рует и укладывает его на один из столов 10, выдвинутых в зону работы перегружателя 8. В это время на рольганг 3 тележки 2 можно принять очередной лист. Загруженный стол 10 перемещается по рельсовому пути 11 в зону работы машины 9, где произво дится порезка листа на детали. После порезки листа машиной 9 стол 10 выдвигается в зону работы перегружателя 8. Для уборки листа, порезанного на детали, тележка 2 пе ремещается по рельсовому пути 4 в сторону, противоположную рольгангу 1. Перегружатель В захватывает обработанный лист, транспортирует и укладывает его на ленточный транспортер 5- С помощью ленточного транспортера 5 обработанный лист перемещается к сортировщику 6, укладывающему детали к контейнеры 7. Последующий обработанный лист может быть уложен так же на ленточный транспортер 5- При приеме листа со склада тележка 2 перемещается в исходное положение. Применение поточной линии позволит обеспечить необходимое накопление листов перед сортировкой при одновременном обеспечении подачи листов на обработку машинами, повысить коэффициент использования оборудования на 15. Формула изобретения Поточная линия для тепловой резки листового проката, содержащая смонтированные на основании машины тепловой резки столы для тепловой резки листов, перегружатель для захвата и транспортировки цельного и нарезанного листа, рольганг, подающий лист со склада, и ленточный транспортер, отличающаяся тем, что, с целью автоматизации сортировки деталей путем обеспечения накопления нарезанных листов перед сортировкой, на основании над ленточным транспортером закреплен рельсовый путь и поточная линия оснащена перемещаемой по рельсовому пути тележкой с приводным рольгангом, расположенным в одной плоскости с рольгангом, подающим лист со склада. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Vf 716786, кл. В 23 Q 1/02,21.03.77. 2.Участок тепловой резки проката по черт. 7, 11 .061000.00, Николаев,. 1979 (прототип).
Фи1.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для раскроя листового проката | 1980 |
|
SU952491A1 |
| Устройство для сортировки листовых деталей | 1986 |
|
SU1423187A1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
| Устройство для сортировки деталей | 1980 |
|
SU961797A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Перегружатель-сортировщик | 1985 |
|
SU1291217A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Агрегат для сортировки листовых деталей | 1983 |
|
SU1192867A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU889327A1 |
| Устройство для резки листового металла | 1979 |
|
SU804272A1 |
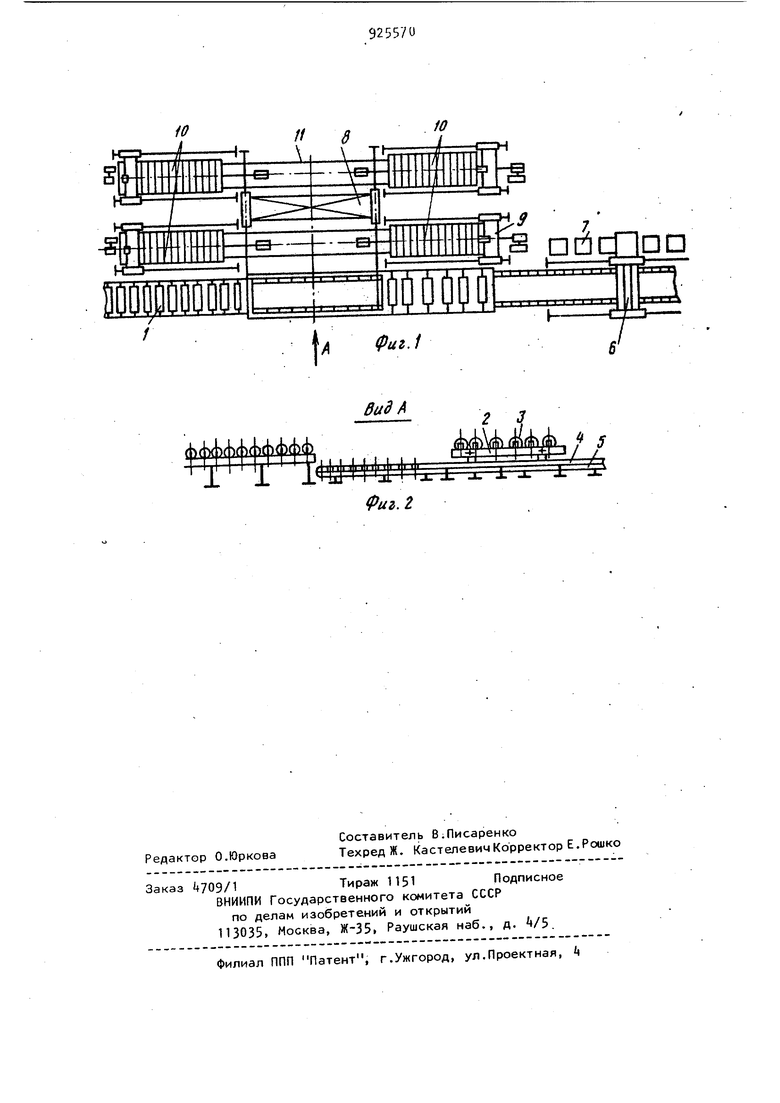
Вид А
Фиг, г
