(54) СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНБ1Х ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная втулка для изготовления спиральношовных труб | 1980 |
|
SU1142191A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Устройство для формовки спиральношовных труб | 1984 |
|
SU1139531A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Способ формовки спиральношовнойТРубы | 1979 |
|
SU827209A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
1
Изобретение относится к производству труб, а точнее к производству сварных труб и может быть использовано при изготовлении спиральношовных труб со сваркой токами высокой частоты.
Известен способ производства спиральношовных труб, при котором полосу формуют в гибочных валках, а-затем сваривают 1.
Недостатком известного способа является невозможность сварки ТВУ труб, сформованных с перекрытием кромок, а также низкое качество труб, что объясняется значительными колебаниями технологических параметров формовки например диаметра трубы и сварочного зазора .
Наиболее близким по технической сущности и достигаемому результату является способ производства спиральношовных труб, при котором полосу изгибают в формовочном устройстве по винтовой линии внахлестку, сваривают кромки трубной заготовки токами высокой частоты и выходящую бесконечную трубу разрезают на мерные длины 2,
Недостатком известного способа производства спиральношовных труб является низкое качество формовки и сварки труб из-за того,что в процессе изготовления одной тру.бы сопротивление усилию формовки (изгиба) не остается постоянным. Изменение его, как правило приводит к колебаниям диаметра формуемой трубы и величины нахлеста, а это заклинивает полосы в формовочном устройстве (при увеличении диаметра трубы) или расформовке (при уменьшении нахлеста и образовании зазора между свариваемыми кромками).
Цель изобретения - повышение производительности путем устранения расформовки и заклинивания формуемой трубы в формовочном устройстве и повышение качества труб путем стабилизации технологических параметров формовки.
Поставленная цель достигается тем, что в способе производства спиральношовных труб, при котором полосу изгибают в формовочном устройстве по винтовой линии, сваривают кромки трубной заготовки, преимущественно, токами высокой частоты и выходящую бесконечную трубу разрезают на мерные длины, на выходе из формовочного устройства к поверхности трубы прикладывают усилие, действующее в направлении увеличения угла формовки, величина которого не превышает предела упругости первого сформованного витка.
Такое осуществление способа производства спиральношовных труб позволяет уменьшить колебания сопротивления усилию формовки, поддерживать диаметр трубы и нахлест в заданных пределах, и темсамым устранить расформовки и заклини. вания формуемой трубы в формовочном устройстве, а также повысить качество изготавливаемых труб.
Приложенное к поверхности трубы усилие, на выходе из формовочного устройства, действующего в направлении увеличения угла формовки, распирая сформованный, но не сваренный виток, препятствует увеличению диаметра формуемой трубы и уменьщает влияние переменных факторов на величину сопротивления усилию формовки.
К переменным факторам относятся изменение упругих свойств исходной полосы; переменная длина выходящей из формовочного устройства трубы и степень заполнения полосой формовочного устройства.
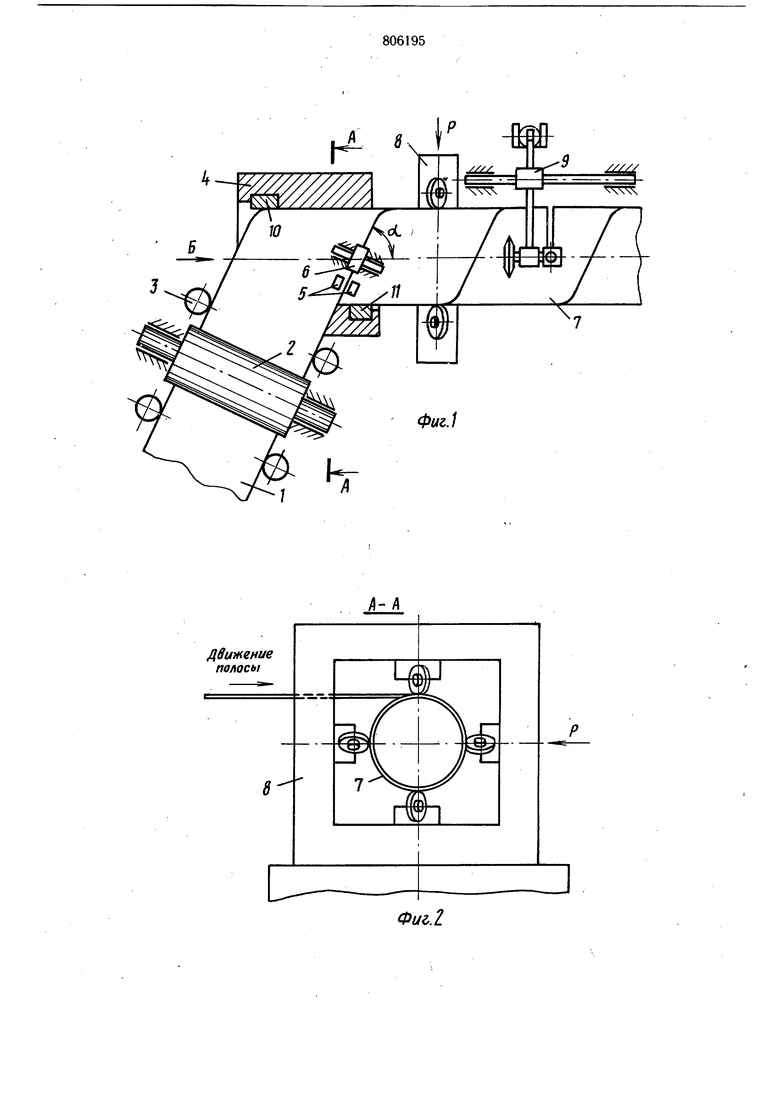
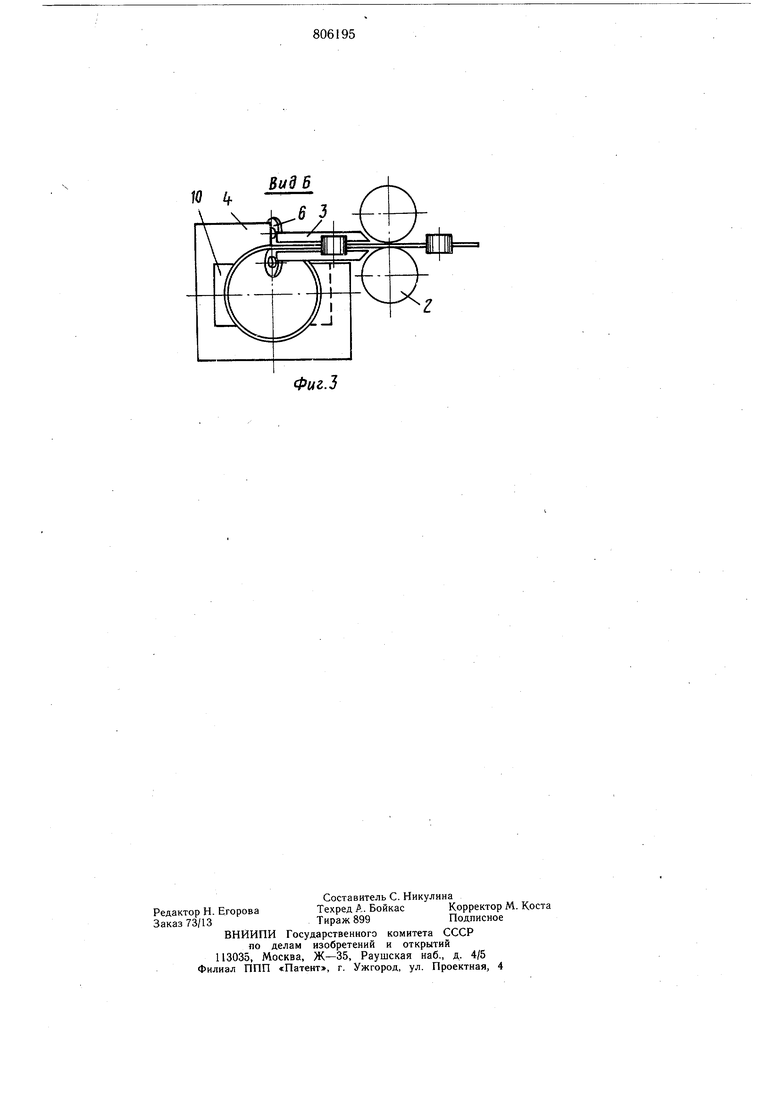
На фиг. 1 изображена принципиальная схема процесса производства спиральношовных труб; на фиг. 2 -разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Способ осуществляется следующим образом.
Полоса 1 с задающим устройством 2 через проводки 3 подается в формовочное устройство 4, где формуется (изгибается) с нахлесткой в трубную заготовку. Ток высокой частоты (440 кГц) подводится к свариваемым кромкам контактами 5. Кромки paзoгpeвaюtcя до сварочной температуры и обжимаются шовообжимными роликами 6. Выходящая из формовочного устройства сваренная бесконечная труба 7 люнетом 8 направляется к отрезному устройству 9, где разрезается на мерные длины.
Усилие Р, действующее в направлении увеличения угла формовки, создают перемещением люнета 8. Величина этого усилия не должна превыщать предела упругости первого сформованного витка, в противном случае нарушается процесс формовки трубной заготовки, происходит заклинивание полосы в формовочном устройстве или расформовка.
Предлагаемый способ производства спиральношовных труб позволяет вести формовку полосы как с заполнением формовочной втулки, так и с незаполнением. Однако наибольший эффект от применения предлагаемого способа получают при неполном заполнении полосой: формовочного устройства, Tais как при этом уменьшается возмож-ность заклинивания полосы в формовочном устройстве при изготовлении труб из серповидной полосы.
Использование предлагаемого способа производства спиральношовных труб устраняет расформовки и заклинивания формуемой трубы в формовочном устройстве и позволяет поддерживать технологические
параметры формовки в заданных пределах, вследствие чего становится возможным увеличение производительности и улучшение качества труб, производительность спиральношовных станов при этом увеличивается на 10-20%, а стойкость формовочного устройства - более, чем в 2 раза.
Формула изобретения
Способ производства спиральнощовных труб, при котором полосу изгибают в формовочном устройстве по винтовой линии, сваривают кромки трубной заготовки, преимущественно токами высокой частоты и разрезают трубу на мерные длины, отличающийся
0 тем, что, с целью повышения производительности путем устранения расформовки и заклинивания формуемой трубы в формовочном устройстве и повыщения качества труб путем стабилизации технологических параметров формовки, на выходе из формовочного устройства к поверхности трубы прикладывают усилие, действующее в направлении увеличения угла формовки, величина которого не превышает предела упругости первого сформованного витка.
Источники информации, принятые во внимание при экспертизе
Движение полосы
±J.
Фиг..
Вид 6
W
Фиг.З
