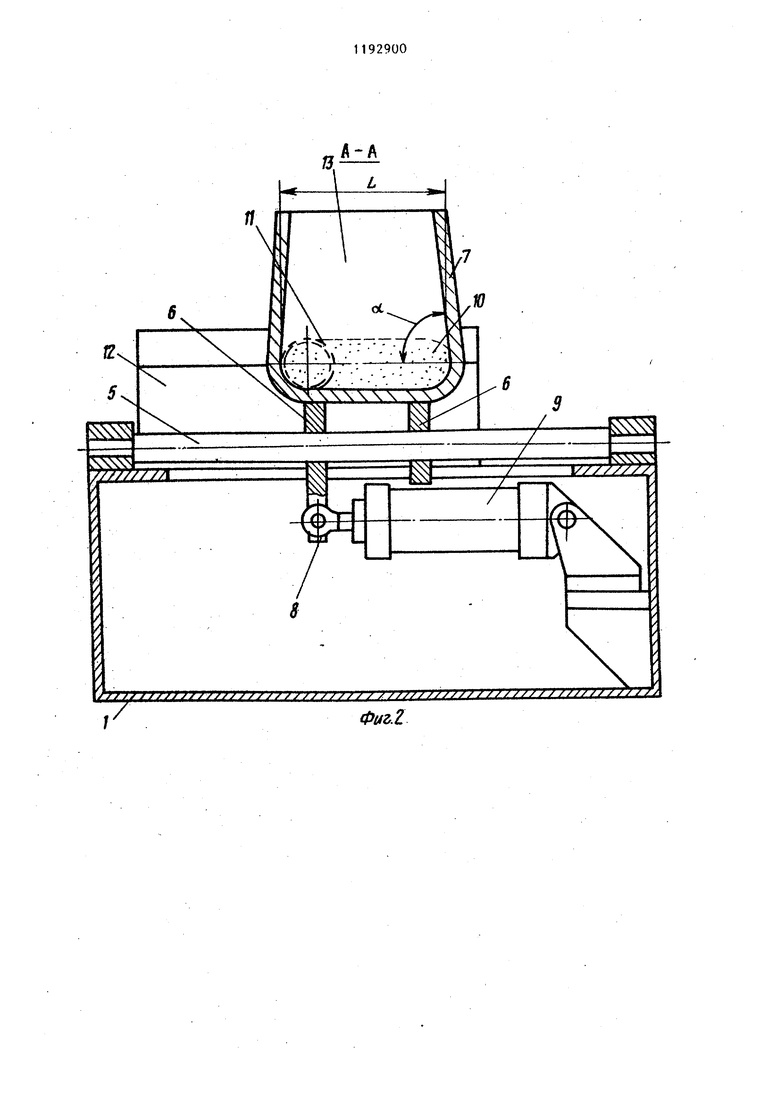
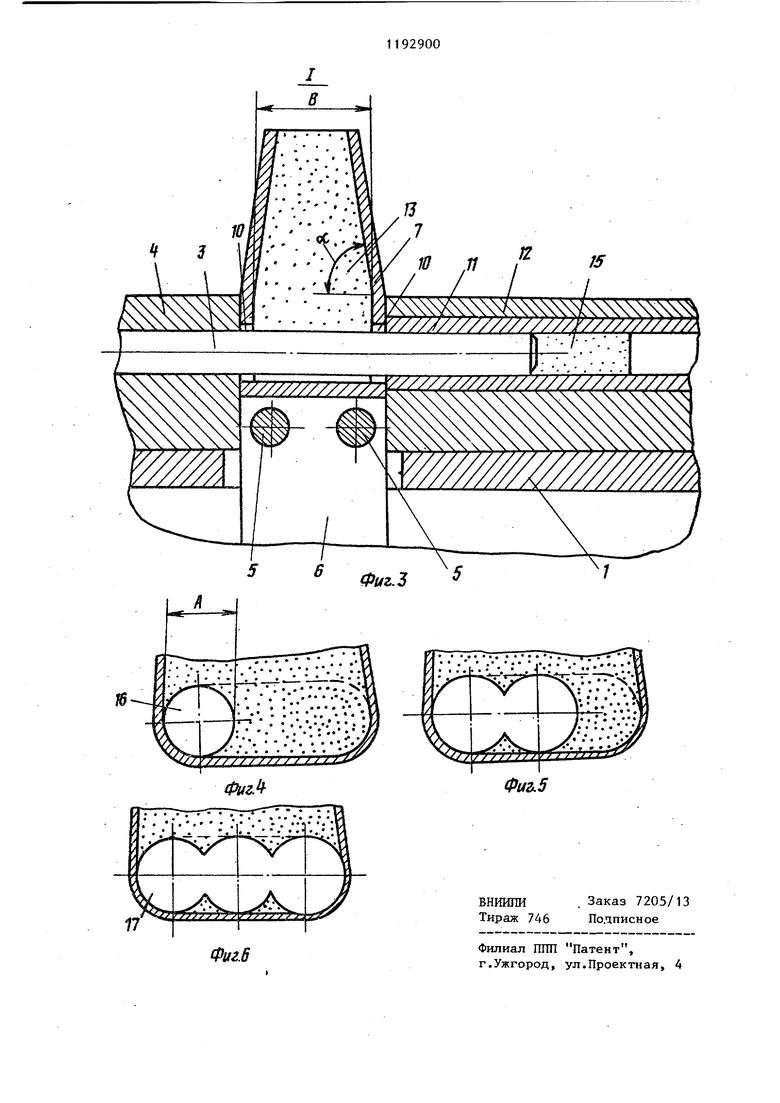
Изобретение относится к автоматизации литейных технологических процессов и может найти применение в станках и автоматах для изготовления литейных стержней. Цель изобретения - повьппение производительности и обеспечение стабильности качества для смесей с пониженной живучестью. На фиг. 1 представлена машина, общий вид на фиг. 2 - разрез А-А на фиг. 1, на .фиг. 3 - узел Г на фиг. 1; на фиг. 4 - положение рас ходной емкости после первого рабочего кода прессующего штокаJ на фиг. 5 - то же, после второго рабо чего хода прессующего штока, на фиг,. 6 - то же, после третьего рабочего хода прессующего штока. Устройство состоит из станины 1 с установленными на ней цилиндром 2, прессующим штоком 3, которы снабжен направляющей 4, смонтированной на станине t. На станине 1 перпендикулярно оси прессующего штока 3 закреплены направляющие 5 на которые посредством кронштейнов 6 установлена облицованная внутри фторопластом (не показан) расходна емкость 7, имеющая вид. обелиска с равными внутренними углами с/ на лона стенок к основанию, длиной , основания и шириной В . Угол о определяется из соотношения 5() Из расчетных и экспериментальных данных для смесей с феноло-формаль дегидными смолами, обладающих высокой степенью сыпучести, и с целью сохранения максимального объ расходной угол о наклона ее боковых стенок к основанию установлен 88. Длина L расходной емкости 7 опр деляется из соотношения , И - 0.,14 - 57434 но она не должна быть меньше А - 0,114 м. Один из кронштейнов 6 шарнирно соединен со штоком В силового мно позиционного цилиндра 9, смонтированного шарнирно на станине 1i В передней и задней стенках расходной емкости 7 вьтолнены окна 10 дл прохода прессующего штока 3. У зад ней стенки расходной емкости 7 на станине 1 соосно с прессуюдим што 3 установлен стержнеобразуюошй мундштук 11, расположенньй в нагревательном злементе 12, На окнах 10 расходной емкости 7 предусмотрены уплотнения (не показаны),предотвращающие просыпание смеси 13 из расходной емкости 7. Рядом с мундштуком 11 на станине 1 смонтировано устройство 14 для резки готового стержня на мерные куски, а над расходной емкостью 7 установлен питатель (не показан) смеси 13. Мундштучная стержневая машина работает следующим образом. В исходном положении прессующий шток 3 силового цилиндра 2 находится в крайнем заднем положении. Шток В силового многопозиционного цилиндра 9 также находится в крайнем заднем положении. Расходная емкость 7 находится в крайнем правом положении (со стороны прессующего штока 3). Нагревательный элемент 12 включен и г гундштук 11 нагрет до температуры, необходимой для отверждения стержня. Через питатель (не показан) смесь 13 заполняет расходную емкость 7. Включается цилиндр 2, и прессующий шток 3, двигаясь вперед, входит в расходную емкость 7 через окно 10, запрессовывая столбик 15 смеси в мундштук 11. Поскольку мундштук 11 нагрет до температуры, обеспечивающей затвердевание связующего, то запрессованный столбик 15 смеси начинает отверлсдаться. По достижении прессуюmjiM штоком 3 крайнего переднего положения поступает сигнал на реверс цилиндра 2, и прессующий шток 3 возвращается в исходное положение, а в расходной емкости 7 в массе смеси 13 образуется отверстие 16, не заполняемое смесью. Включается цилиндр 9 (рабочее тело поступает в первую поршневую полость), и шток 8, двигаясь в среднее положение, перемещает кронштейн 6, которьм, скользя по направляюпщм 5, подает расходную емкость 7 в среднее положение. В результате этого перемещения перед прессующим штоком 3 оказывается часть окна 10, заполненная смесью 13. Вновь переключается дилиндр 2, и прессующий шток 3 запрессовывает новый столбик 15 смеси 13 в мундштук 11, выталкивая частично предьщущий запрессованньп сто.п3бик 15 в сторону устройства 14 для резки готового стержня. Затем прессующий шток 3 вновь возвращает в исходное положение. Включается цилиндр 9 (рабочее тело поступает во вторую поршневую полость), и шток 8 перемещает расходную емкость 7 в крайнее левое положение. Перед прессующим штоком 3 вновь оказывается часть окна 10, заполненная смесью 13. Шток 3 запрессовывает очередной столбик 15 смеси 13 в му1здштук 11, выталкивая в сторону устройства 14 для резки очередную часть готового стержня. После возврата прессукицего штока 3 в исходное положение цилиндр 9 переключается на реверс и возвращает расходную емкость 7 в исходное положение. В результате последовательного выталкивания из нижней части объем смеси 13 столбиков 15 в процессе шагового перемещения расходной емкости 7 под вьшгележащим слоем смеси 13 образуется пустота 17 большо протяженности, превьш1ающей . В связи с этим вес лежащего над пуст той 17 объема смеси 13 превышает силы сцепления частиц смеси между собой и стенками емкости, что прив дит к обрушению смеси на дно расходной емкости 7, т.е. к обрушению свода. К моменту возврата в исходное положение расходная емкость 7 внов будет заполнена смесью на уровне окна 10. Прессующий шток 3 снова 004 запрессовывает столбик смеси 15 в мундштук 11. Цикл повторяется. Как только готовый стержень, вытолкнутый из мундштука 11, достигает заданной длины, включается устройство 14, которое отрезает от стержня мерную часть. Для предотвращения, образования перемычек между соседними отверстиями от прессующего штока 3 (наличие перемьмек не гарантирует надежного обрушения свода) перемещение расходной емкости 7, соответствующее ходу штока 8 цилиндра 9 на одну позицию, устанавливается равным или меньшим диаметра готового стержня. Для обеспечения получения готового стержня постоя ной плотности максимальный ход прессующего штока 3 рассчитан на запрессовку столбика 15 из минимального объема смеси, который может быть захвачен прессующим штоком 3 после перемещения расходной емкости 7 на самый малый Использование предлагаемой мундштучной стержневой машины для изготовления литейных стержней из любых смесей позволит обеспечить надежную подачу стержневой смеси под запрессовку, упростить конструкцию машины, автоматизировать трудоемкие ручные операции, повысить производительность труда, сократить число производственных рабочих, повысить культуру труда, полностью автоматизировать процесс изготовления литейных стержней.
Фаг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштучная стержневая многоручьевая машина | 1990 |
|
SU1787654A1 |
| Мундштучная стержневая многоручьевая машина | 1985 |
|
SU1294459A1 |
| Питатель для сыпучих материалов | 1981 |
|
SU1020331A1 |
| Способ изготовления полых литейных стержней | 1988 |
|
SU1616760A1 |
| Мундштушная стержневая машина | 1967 |
|
SU293419A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1985 |
|
SU1253712A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Способ изготовления литейных цилиндрических стержней | 1981 |
|
SU984634A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Устройство для извлечения керамического стержня,изготовляемого на прессе | 1984 |
|
SU1219235A1 |
МУНДШТУЧНАЯ СТЕРЖНЕВАЯ МАШИНА, содержащая станину, установленные соосно прессующий шток, стерж необразующий мундштук и расположенную между ними расходную емкость с окнами, устройство для резки готового стержня, о т л и ч а ющ а я с я тем, что, с целью повышения производительности и обеспечения стабильности качества для смесей с пониженной живучестью, она снабжена шаговым приводом перемещения емкости в плоскости, перпендикулярной оси прессующего устройства, с шагом, равным или меньшим диаметра прессующего штока, а расходная емкость выполнена сужающейся кверху. (Л а ffi I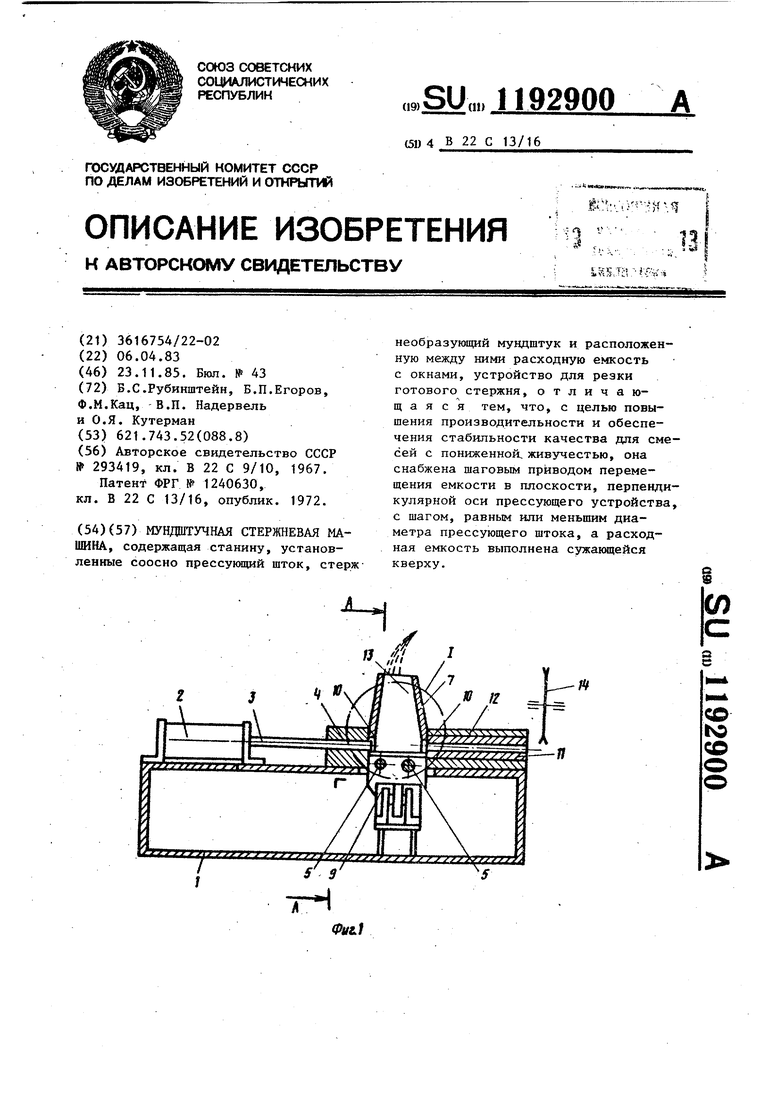
| Мундштушная стержневая машина | 1967 |
|
SU293419A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прибор для вычерчивания кривых | 1984 |
|
SU1240630A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
