11294459
Изобретение относится к литейному производствуе
Целью изобретения является обеспечение стабильности работы машины при
го др ст От
изготовлении стержней из смесей, об- 5 прямолинейными пазами 22, высотой,
fO
ладающих повьшенной прилипаемостью при нагревее
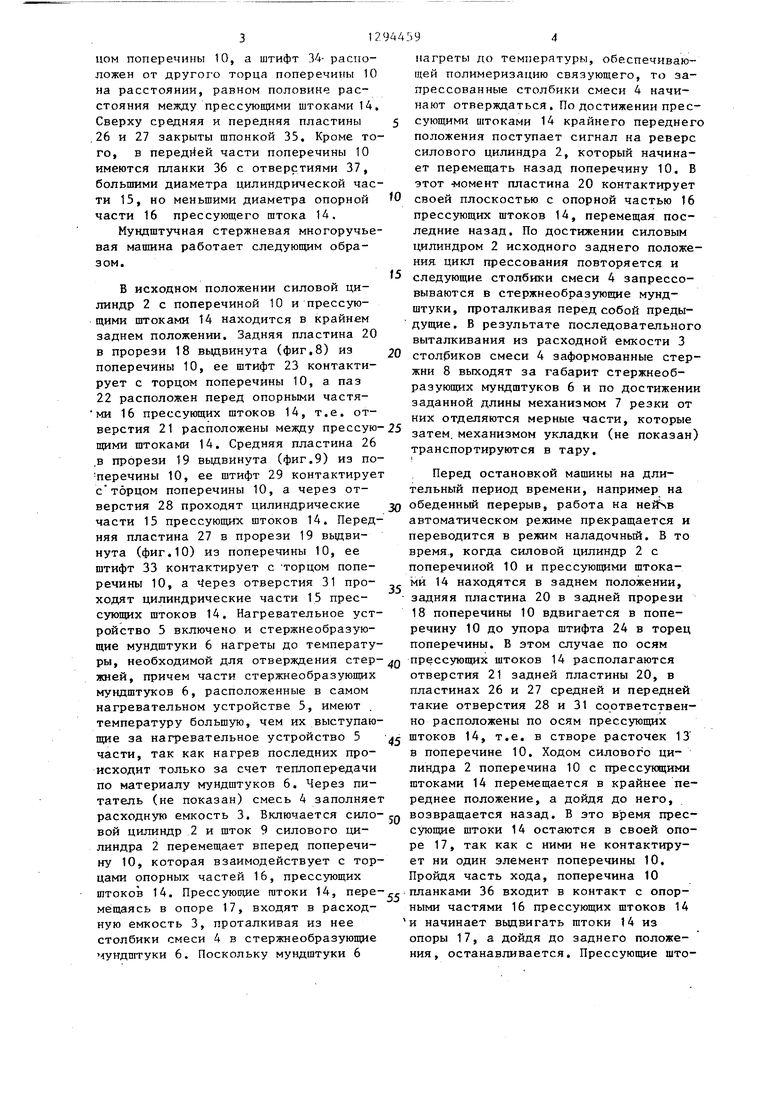
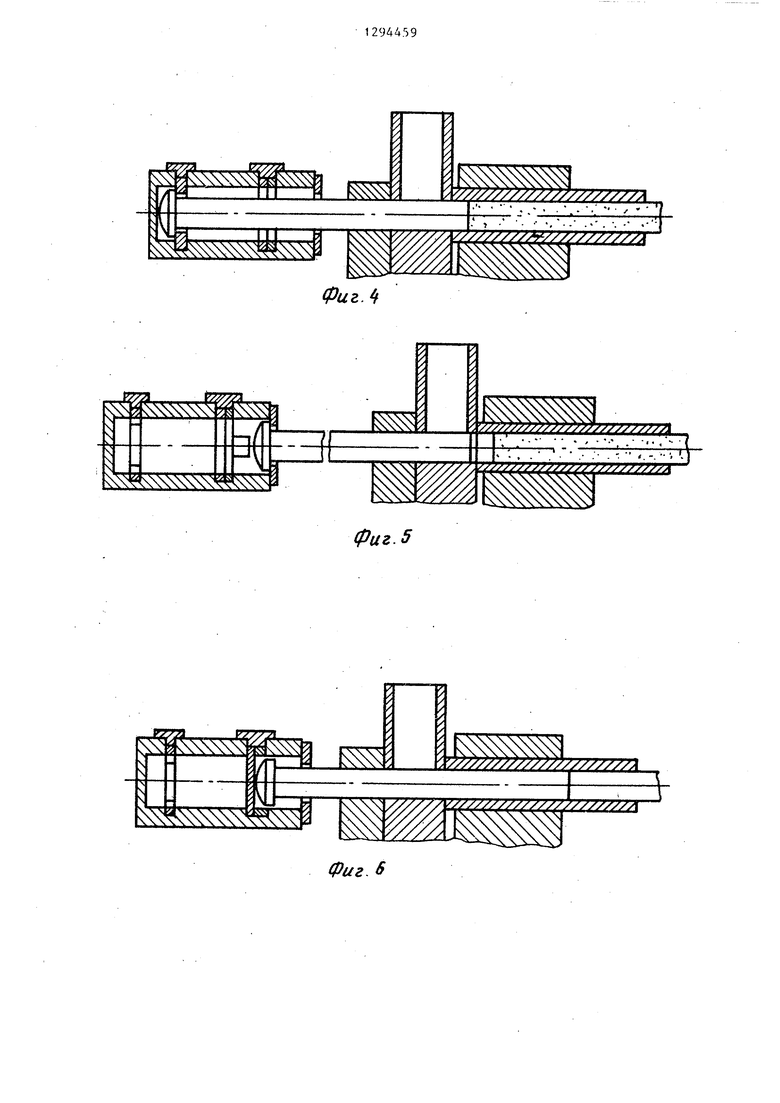
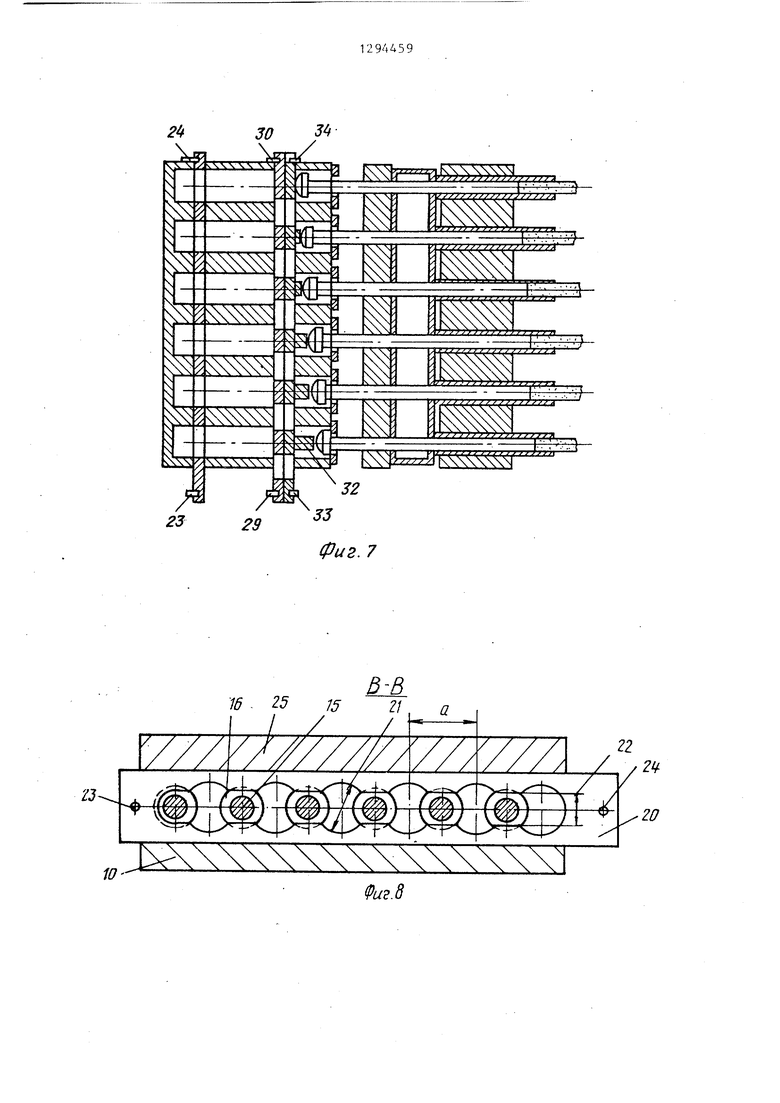
На фиг,1 представлена машина, общий ВИД на.фиг.2 - вид А на фиг,1; на фиг,3 - разрез Б-Б на фиг,1 (расположение прессующих штоков при крайнем заднем положении поперечины); на фиг,4 - расположение прессующих штоков при крайнем переднем положе- |нии поперечины; на фиг,5 - располо-
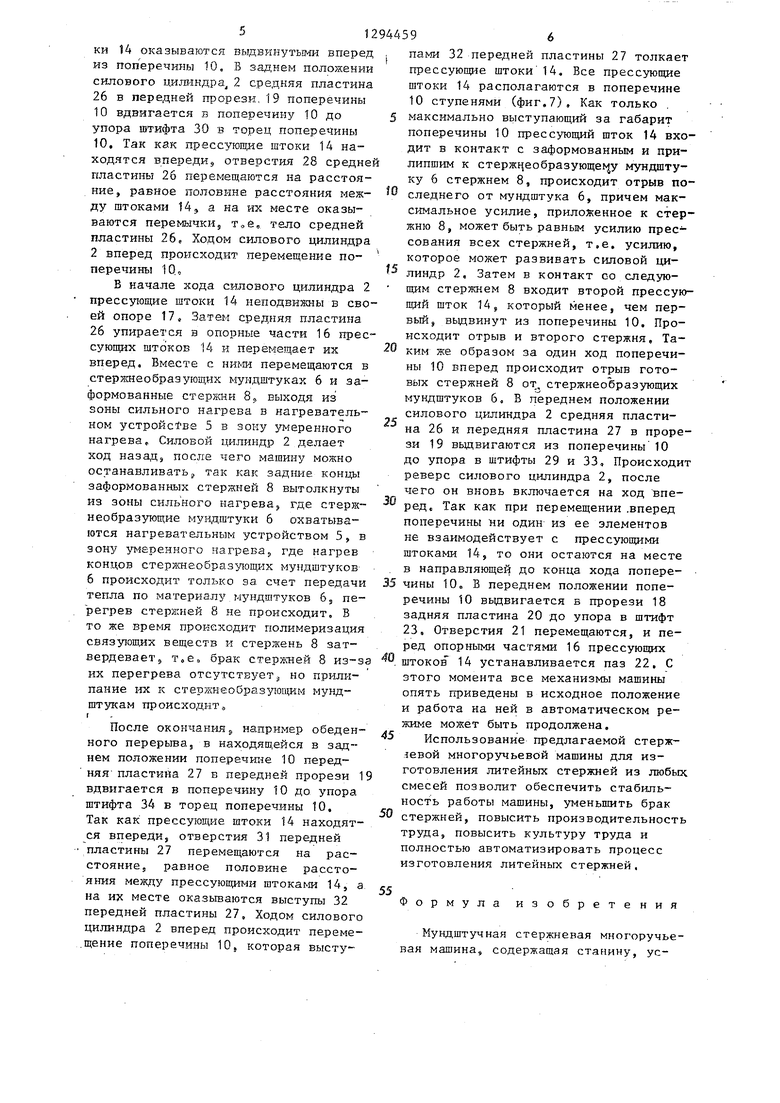
жение прессующих штоков при крайнем заднем положении поперечины и вдви- нутой задней пластине; на фиг.6 - расположение прессующих штоков при
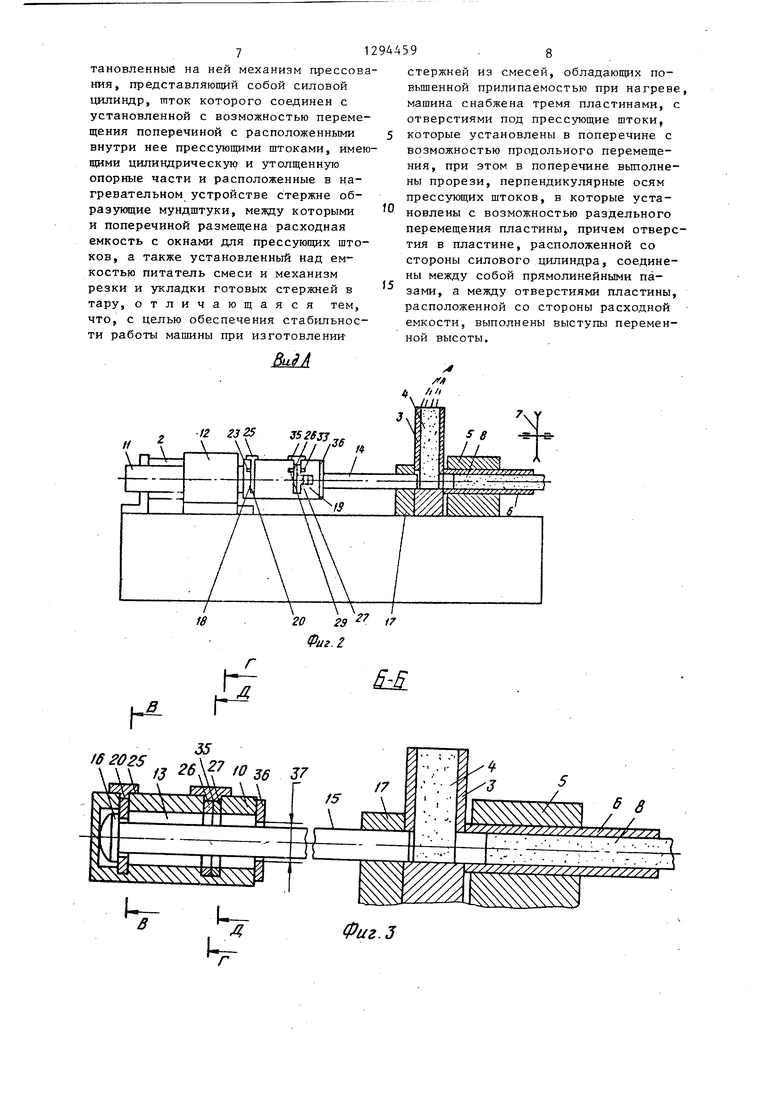
крайнем переднем положении поперечины и вдвинутой средней пластине; на фигг 7 - расположение прессующих штоков при крайнем переднем положении
20
В переднюю прорезь 19 поперечины 10 вставлены с возможностью их перемещения две пластины - средняя 26 и передняя 27. В средней пластине 26
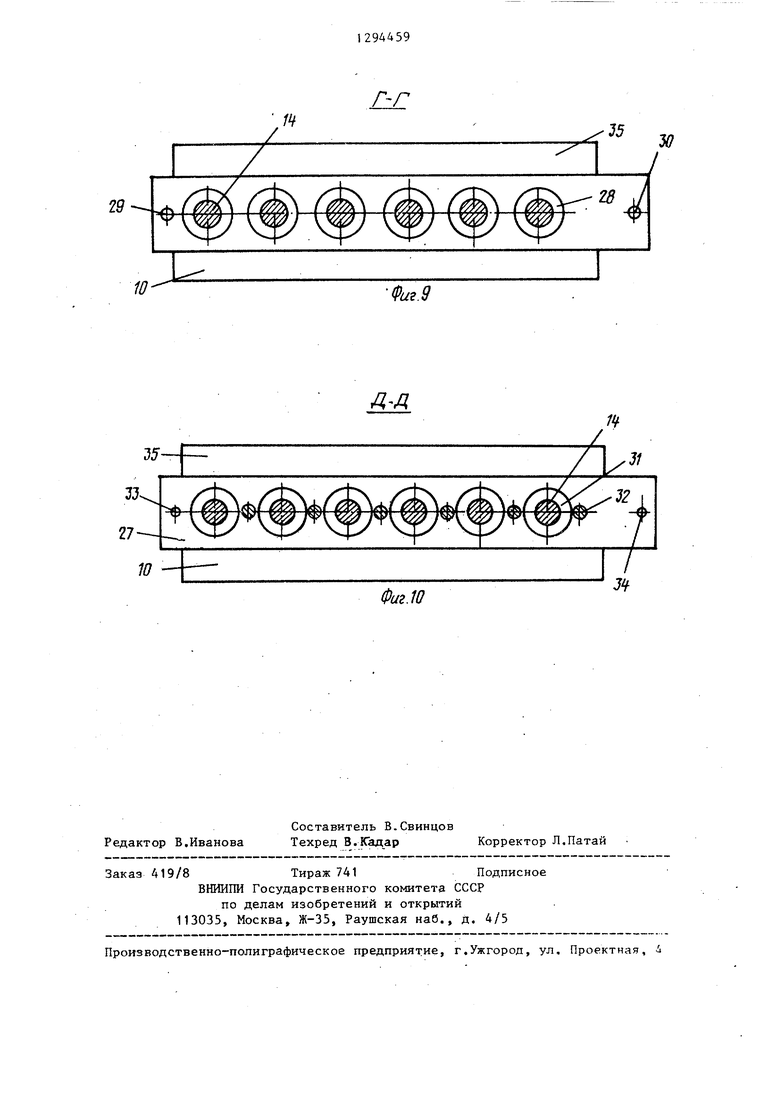
поперечины н вдвинутой передней плас- тине; на фиг.8 - разрез В-В на фиг.З; отверстия 28, количество кона фиг.9 - разрез Г-Г на фиг.З; равно количеству прессующих фиг.10 разрез Д-Д на фиг.З. Р отверстий 28 боль- ,,ше, чем диаметр опорной части 16пресУстройствб содержит станину 1 ссующего штока 14. Расстояние между
установленными на ней силовьм цилинд-зоотверстиями 28 равно d , т.е. расром 2, расходной емкостью 3 смеси 4,стоянию между прессующими штоками 14.
питателем (не показан), подающимНа выступающих за габарит поперечины
смесь 4 из цехового бункера (не пока-10 частях средней пластины 26 имеются
зан) в расходную емкость 3, нагрева-штифты 29 и 30, служащие упорами при
тельным устройством 5, внутри которого перемещении пластины 26, причем, при смонтированы стержнеобразующие мундштуки 65 выступающие за габарит нагревательного устройства 5,механизмом 7 резки готовых стержней 8 на мерные
части и механизмом укладки (не пока-т Qрасстояния между прессующими штоками
зан) их в тару. Шток 9 силового ци- 14, В передней пластине 27 имеются линдра 2 соединен с поперечиной 10, имеющей две направляющие 11, смонтированные с возможностью перемещения
в опорах 12, расположенных на стани- ;диаметр опорной части 16 прессующе- не 1, В поперечине Ю в расточках 13го штока 14, Расстояние между от- расположены прессующие штоки 14, каждый из которых имеет цилиндрическую 15 и опорную 16 части. Передние концы прессующих штоков 14 смонтированы Qпластине 27 со сдвигом на величину в опоре 17, установленной на станине 1а/2 от осей отверстий 31 и на рассто- около расходной емкости 3. В попере-янии а друг от друга, равном рассто- чине 10 перпендикулярно осям расто-янию между прессующими штоками 14, чек 13 выполнены две прорези задняярасположены выступы 32, На выступаю- 18 и передняя 19, В заднюю прорезь за габарит поперечины 10 частях вставлена с возможностью перемещенияпередней Пластины 27 имеются штифты задняя пластина 20, в которой выпол-33 и 34, служащие упорами при переменены отверстия 21 диаметром, большимщении пластины 27, причем при работе диаметра опорной части 16 прессующе-машины штифт 33 контактирует с горработе машины щтифт 29 контактирует с торцом поперечины 10, а штифт 30 расположен от другого торца поперечины 10 на расстоянии, равном половине
отверстия 31, количество которых равно количеству прессуюшзих штоков 14. Диаметр отверстий 31 больше, чем
верстиями 31 равно а , т.е, расстоянию между прессующими Штоками 14, Между отверстиями 31 на передней
го штока 14 и расположенные друг от друга на расстоянии d , равном расстоянию между прессующими штоками 14 Отверстия 21 соединены меаду собой .
O
0 I
большей диаметра цилиндрической части 15 прессующего штока 14, ко меньшей диаметра его опорной асти 16. Нэ выступающих за габарит поперечины 10 частях задней пластины 20 имеются штифты 23 и 24, служащие упорами при перемещении пластины 20, причем при работе машины штифт 23 контактирует с торцом поперечины 10, а штифт 24 расположен от другого торца поперечины 10 на расстоянии, равном половине расстояния между прессующими штоками 14. Сверху задняя пластина 20 закрыта шпонкой 25,
В переднюю прорезь 19 поперечины 10 вставлены с возможностью их перемещения две пластины - средняя 26 и передняя 27. В средней пластине 26
отверстия 28, количество равно количеству прессующих Р отверстий 28 боль- ше, чем диаметр опорной части 16пресперемещении пластины 26, причем, при
расстояния между прессующими штоками
работе машины щтифт 29 контактирует с торцом поперечины 10, а штифт 30 расположен от другого торца поперечины 10 на расстоянии, равном половине
14, В передней пластине 27 имеются
отверстия 31, количество которых равно количеству прессуюшзих штоков 14. Диаметр отверстий 31 больше, чем
диаметр опорной части 16 прессующе- го штока 14, Расстояние между от- пластине 27 со сдвигом на величину а/2 от осей отверстий 31 и на рассто- янии а друг от друга, равном рассто- янию между прессующими штоками 14, расположены выступы 32, На выступаю- щих за габарит поперечины 10 частях передней Пластины 27 имеются штифты 33 и 34, служащие упорами при перемещении пластины 27, причем при работе машины штифт 33 контактирует с горверстиями 31 равно а , т.е, расстоянию между прессующими Штоками 14, Между отверстиями 31 на передней
312
ном поперечины 10, а штифт 34- расположен от другого торца поперечины 10 на расстоянии, равном половине расстояния между прессующими штоками 14, Сверху средняя и передняя пластины
.26 и 27 закрыты шпонкой 35. Кроме того, в передйей части поперечины 10 имеются планки 36 с отверстиями 37, большими диаметра цилиндрической части 15, но меньшими диаметра опорной части 16 прессующего штока 14.
Мундштучная стержневая многоручьевая машина работает следующим образом.
В исходном положении силовой цилиндр 2 с поперечиной 10 и прессующими штоками 14 находится в крайнем заднем положении. Задняя пластина 20 в прорези 18 выдвинута (фиг,8) из поперечины 10, ее штифт 23 контактирует с торцом поперечины 10, а паз 22 расположен перед опорными частя ми 16 прессующих штоков 14, т.е. отверстия 21 расположены между прессующими штоками 14. Средняя пластина 26 ,в прорези 19 вьщвинута (фиг.9) из по- перечины 10, ее штифт 29 контактирует с торцом поперечины 10, а через отверстия 28 проходят цилиндрические части 15 прессующих штоков 14. Передняя пластина 27 в прорези 19 выдвинута (фиг.10) из поперечины 10, ее штифт 33 контактирует с -торцом поперечины 10, а lepes отверстия 31 про- ходят цилиндрические части 15 прессующих штоков 14. Нагревательное устройство 5 включено и стержнеобразую- щие мундштуки 6 нагреты до температуры, необходимой для отверждения стержней, причем части стержнеобразуюш их мундштуков 6, расположенные в самом нагревательном устройстве 5, имеют . температуру большую, чем их выступающие за нагревательное устройство 5 части, так как нагрев последних происходит только за счет теплопередачи по материалу мундштуков 6. Через питатель (не показан) смесь 4 заполняет расходную емкость 3. Включается сило- вой цилиндр 2 и шток 9 силового цилиндра 2 перемещает вперед поперечину 10, которая взаимодействует с торцами опорных частей 16, прессующих штоков 14. Прессующие гатоки 14, перемещаясь в опоре 17, входят в расходную емкость 3, проталкивая из нее столбики смеси 4 в стержнеобразующие мундштуки 6. Поскольку мундштуки 6
394
нагреты до температуры, обеспечивающей полимеризацию связующего, то запрессованные столбики смеси 4 начинают отверждаться. По достижении прессующими штоками 14 крайнего переднег положения поступает сигнал на реверс силового цилиндра 2, который начинает перемещать назад поперечину 10. В этот -момент пластина 20 контактирует своей плоскостью с опорной частью 16 прессующих штоков 14, перемещая последние назад. По достижении силовым 1ДИЛИНДРОМ 2 исходного заднего положения цикл прессования повторяется и следующие столбики смеси 4 запрессовываются в стержнеобразующие мундштуки, проталкивая перед собой предыдущие. В результате последовательног выталкивания из расходной емкости 3 столбиков смеси 4 заформованные стержни 8 выходят за габарит стержнеоб- разующих мундштуков 6 и по достижени заданной длины механизмом 7 резки от них отделяются мерные части, которые затем, механизмом укладки (не показан транспортируются в тару.
Перед остановкой машины на длительный период времени, например на обеденный перерыв, работа на автоматическом режиме прекращается и переводится в режим наладочный. В то время,, когда силовой цилиндр 2 с поперечиной 10 и прессующими штоками 14 находятся в заднем положении, задняя пластина 20 в задней прорези 18 поперечины 10 вдвигается в поперечину 10 до упора штифта 24 в торец поперечины. В этом случае по осям прессующих штоков 14 располагаются отверстия 21 задней пластины 20, в пластинах 26 и 27 средней и передней такие отверстия 28 и 31 соответственно расположены по осям прессующих штоков 14, т.е. в створе расточек 13 в поперечине 10. Ходом силового цилиндра 2 поперечина 10 с прессующиг н штоками 14 перемещается в крайнее переднее положение, а дойдя до него, возвращается назад. В это время прессующие штоки 14 остаются в своей опоре 17, так как с ними не контактирует ни один элемент поперечины 10, Пройдя часть хода, поперечина 10 планками 36 входит в контакт с опорными частями 16 прессующих штоков 14 и начинает выдвигать штоки 14 из опоры 17, а дойдя до заднего положения, останавливается. Прессующие штоки 14 оказываются выдвинутыми вперед из поперечины 10, В заднем положении силового ци.гшндра 2 средняя пластина 26 в передней прорези, 19 поперечины 10 вдвигается в поперечину 10 до упора штифта 30 в торец поперечины 10, Так как прессующие штоки 14 находятся впереди, отверстия 28 средней пластины 26 перемещаются на расстояние, равное половине расстояния между штоками 14, а на их месте оказываются перемычки, т., тело средней пластины 26в Ходом силового цилиндра 2 вперед происходит перемещение по перечинь 10.,
В начале хода силового цилиндра 2 прессующие штоки 14 неподвижны в своей опоре 17s Затем средняя пластина 26 упирается в опорные части 16 прессующих штоков 14 и перемещает их вперед. Вместе с ними перемещаются в стержнеобразующих мундштуках 6 и за- формованные стержни 8, выходя из зоны сильного нагрева в нагревательном устройстве 5 в зону умеренного нагрева. Силовой цилиндр 2 делает ход назад, после чего машину можно останавливатьJ так как задние концы заформованных стержней 8 вытолкнуты из зоны сильного нагрева, где стерж- необразующие мундштуки 6 охватываются нагревательным устройством 5, в зону умеренного нагрева, где нагрев концов стержнеобразующих мундштуков 6 происходит только за счет передачи тепла по материалу мундштуков 6 j перегрев стержней 8 не происходит, В то же время происходит полимеризация связующих веществ и стержень 8 затJO
fS
пами 32 передней пластины 27 толкает прессующие штоки 14, Все прессующие штоки 14 располагаются в поперечине 10 ступенями (фиг,7), Как только . максимально выступающий за габарит поперечины 10 прессующий щток 14 вхо дит в контакт с заформованным и прилипшим к стерж 5еобразующе1 у мундштуку 6 стержнем 8, происходит отрыв по следнего от мундштука 6, причем максимальное усилие, приложенное к стер жню 8, может быть равным усилию прессования всех стержней, т.е, усилию, которое может развивать силовой цилиндр 2, Затем в контакт со следую- пщм стержнем 8 входит второй прессую щий щток 14, который менее, чем пер- вьй, вьодвинут из поперечины 10, Происходит отрыв и второго стержня. Таким же образом за один ход поперечины 10 вперед происходит отрыв готовых стержней 8 от, стержнеобразующих мундштуков 6. В переднем положении силового цилиндра 2 средняя пластина 26 и передняя пластина 27 в проре зи 19 выдвигаются из поперечины 10 до упора в штифты 29 и 33, Происходи реверс силового цилиндра 2, после чего он вновь включается на ход вперед. Так как при перемещении .вперед поперечины ми один из ее элементов не взаимодействует с прессующими штоками 14, то они остаются на месте в направляюще до конца хода попере- 35 чины 10 В переднем положении поперечины 10 выдвигается в прорези 18 задняя пластина 20 до упора в штифт 23, Отверстия 21 перемещаются, и перед опорными частями 16 прессующих
20
25
30
вердевает , брак стержней 8 из-за 0 штоков 14 устанавливается паз 22, С
их перегрева отсутствуетj но прилипание их к стержнеобразугощим мундштукам происходит г
После окончанияJ например обеденного перерыва; в находящейся в зад-нем положении поперечине 10 передняя пластина 27 в передней прорези 19 вдвигается в поперечину 10 до упора щтифта 34 в торец поперечины 10, Так как прессующие штоки 14 находятся впереди, отверстия 31 передней
пластины 27 перемещаются на рас- стояние равное половине расстояния между прессующими штоками 14, а. на их месте оказьгоаются выступы 32 передней пластины 27, Ходом силового цилиндра 2 вперед происходит переме- щение поперечины 10, которая высту
S
пами 32 передней пластины 27 толкает прессующие штоки 14, Все прессующие штоки 14 располагаются в поперечине 10 ступенями (фиг,7), Как только . максимально выступающий за габарит поперечины 10 прессующий щток 14 входит в контакт с заформованным и прилипшим к стерж 5еобразующе1 у мундштуку 6 стержнем 8, происходит отрыв последнего от мундштука 6, причем максимальное усилие, приложенное к стержню 8, может быть равным усилию прессования всех стержней, т.е, усилию, которое может развивать силовой цилиндр 2, Затем в контакт со следую- пщм стержнем 8 входит второй прессующий щток 14, который менее, чем пер- вьй, вьодвинут из поперечины 10, Происходит отрыв и второго стержня. Таким же образом за один ход поперечины 10 вперед происходит отрыв готовых стержней 8 от, стержнеобразующих мундштуков 6. В переднем положении силового цилиндра 2 средняя пластина 26 и передняя пластина 27 в прорези 19 выдвигаются из поперечины 10 до упора в штифты 29 и 33, Происходит реверс силового цилиндра 2, после чего он вновь включается на ход вперед. Так как при перемещении .вперед поперечины ми один из ее элементов не взаимодействует с прессующими штоками 14, то они остаются на месте в направляюще до конца хода попере- 5 чины 10 В переднем положении поперечины 10 выдвигается в прорези 18 задняя пластина 20 до упора в штифт 23, Отверстия 21 перемещаются, и перед опорными частями 16 прессующих
0
5
0
45
50
55
этого момента все механизмы машины опять приведены в исходное положение и работа на ней в автоматическом режиме может быть продолжена.
Использование предлагаемой стержневой многоручьевой машины для изготовления литейных стержней из любых смесей позволит обеспечить стабильность работы машины, уменьшить брак стержней, повысить производительность труда, повысить культуру труда и полностью автоматизировать процесс изготовления литейных стержней.
Формула изобретения
Мундщтучная стержневая многоручьевая машина, содержащая станину, установленные на ней механизм прессования, представляющий собой силовой цилиндр, шток которого соединен с установленной с возможностью перемещения поперечиной с расположенными внутри нее прессующими штоками, имеющими цилиндрическую и утолщенную опорные части и расположенные в нагревательном устройстве стержне образующие мундштуки, между которыми и поперечиной размещена расходная емкость с окнами для прессующих штоков, а также установленный над емкостью питатель смеси и механизм резки и укладки готовых стержней в тару, отличающаяся тем, что, с целью обеспечения стабильности работы машины при изготовлении
стержней из смесей, обладающих повышенной прилипаемостью при нагреве, машина снабжена тремя пластинами, с отверстиями под прессующие штоки, которые установлены в поперечине с возможностью продольного перемещения, при этом в поперечине выполнены прорези, перпендикулярные осям прессующих штоков, в которые установлены с возможностью раздельного перемещения пластины, причем отверстия в пластине, расположенной со стороны силового цилиндра, соединены между собой прямолинейными пазами, а между отверстиями пластины, расположенной со стороны расходной емкости, выполнены выступы переменной высоты.
II
Г
Л
&2
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштучная стержневая многоручьевая машина | 1990 |
|
SU1787654A1 |
| Мундштучная стержневая машина | 1983 |
|
SU1192900A1 |
| Машина для взъерошивания края верха обувной заготовки | 1976 |
|
SU1223829A3 |
| Машина для формования стельки и прикрепления ее к следу колодки | 1982 |
|
SU1321359A3 |
| Устройство для перемещения детали низа обуви в рабочую зону | 1983 |
|
SU1466636A3 |
| Гидравлический горизонтальный электродный пресс | 1975 |
|
SU546503A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2152301C1 |
| Транспортное средство для перевозки тяжеловесных грузов на колесном ходу | 1984 |
|
SU1188026A1 |
| Пресс гидравлический электродный | 1985 |
|
SU1318424A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
Изобретение обеспечивает стабильность работы машины при изготовлении стержней из смесей, обладающих повьш енной прилипаемостью к мундштуку. Машина-содержит станину 1, на которой установлены механизм прессования, расположенные в нагревательном устройстве 5 стержнеобразующие мундштуки 6, размещенная между ними расходная емкость 3, питатель смеси, л, Jfff7 If fa/,,3 UJJM I 1 а я isis 33 3S Фи. 1 механизм 7 резки стержней 8, Механизм прессования выполнен в виде силового цилиндра 2, шток которого соединен с поперечиной 10, в которой установлены с возможностью продольного перемещения прессующие штоки 14. В поперечину 10 установлены перпендикулярно осям штоков 14 с возможностью раздельного перемещения пластины 20, 26 и 27, имеющие отверстия 21, 28 и 31 под прессующие штоки 14, причем отверстия 21 пластины 20 соединены между собой тгрямолинейными пазами 22, а между отверстиями 31 пластины 27 выполнены выступь: 32 переменной высоты. Прессующие штоки 14 силовым цилиндром 2 выдвигаются из рабочего заднего положения вперед на определенную длину и проталкивают смесь 4 из расходной емкости 3 в мундштуки 6. Заформованные стержни 8 разрезаются механизмом 7 на мерные части. 10 ил. S (Л е в
Фиг. 5
Фиг. 6
16
20
л
35
W
I
29
7/7Фиг.д
W
Фиг.Ю
Редактор В.Иванова
Составитель В.Свинцов Техред В.Кадар
Заказ /+19/8Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, i
Корректор Л.Патай
| Автомат для изготовления стержней постоянного сечения | 1982 |
|
SU1079341A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Мундштучная стержневая машина | 1983 |
|
SU1192900A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
