Изобретение относится к области сварки, а именно к электродуговой сварке с принудительным формированием шва при строительстве магистральных трубопроводов-.
Целью изобретения, является упрощение технологии сварки.
При сварке из потолочного положения в нижнее, необходимое для надежного сплавления и хорошегр формировния шва на нижнем и верхнем участках стыка, изменяют уровень глубины сварочной ванны относительно переднего торца ползуна при постоянном угле наклона электрода к касательной стыка, для этого скорость перемещения сварочного аппарата опережает скорость сварки. . .
На чертеже представлена схема осуществления способа сварки в потолочном положении, вертикальной части стыка и в нижнем положении.
Сварку осуществляют следующим образом..
В начальный .-момент сварки сварочную головку размещают в потодочнрм положении. Ползун формирующего устройства устанавливают к сварив.аемым кромкам касательно к трубе передней частью формирующей плоскости. В зазор, образованный кромками свариваемых труб и формирующим устройством под углом d, выбранным в пределах 25-50, подают электрод и зажигают сварочную дугу, удерживая при этом уровень глубины сварочной ванны околр переднего торца ползуна (точка А - активное пятно сварочной дуги в .. потолочном положении ). Затем перемещают сварочную головку со скоростью Л/лп , осуществляя сварку снизувверх от потолочного положения через вертикальную часть стыка (точка А - активное пятно сварочной дуги в вертикальной части стыка и заканчивают сварку в верхнем участке трубы (точка АЗ - активное пятно сварочной дуги в нижнем положении ).
За это время уровень глубины сварочной ванны относительно перед5 него торца ползуна опустится на величину &t h/tgoit а активное пятно сварочной дуги переместится радиально внутрь по траектории А, А, АЗ (нижнее положение сварки ). Пример. Предлагаемым способом с помощью сварочного комплекса Стык производят сварку труб следующих размеров: 1220-12 мм; 1220-14мм; 1420-16,5 мм; 1 42019,5мм.
5. При этом Ice 320-38.0 А, U 27-29 В, Vj.g 8-12 м/ч (в зависимости от толщины с,тенки трубы, при уменьшении толщины стенки скорость сварки увеличивается ), угол наклона электрода
0 к поверхности стыка Ы 25-50°. Скорость перемещения сварочного аппарата (Vyn) определяется по приведенной -формуле.
Например, при сварке труб диа5 метром 1220 мм, Vcg. 12 м/:ч, h 7 мм и при .
.. -
,1 м/ч;
an/I Гч
3«.
при ,02 м/ч;
при Vp,,01 м/ч.
c:n О
В предлагаемом спосо.бе исключены перемещения проволоки, так как по, ложение электрода относительно сварочного аппарата не меняется, а перемещение сварочной дуги радиально внутрь при сварке из потолочного положения в нижнее, необходимое
для надежного сплавления и хорошего формирования шва на нижнем и верхнем участках стыка, осуществляется за ; счет изменения уровня глубины сварочной ванны ртносительно прежнего
5 торца ползуна, что позволяет упростить технологию сварки неповоротных стыков и конструкцию устройства для осуществления способа.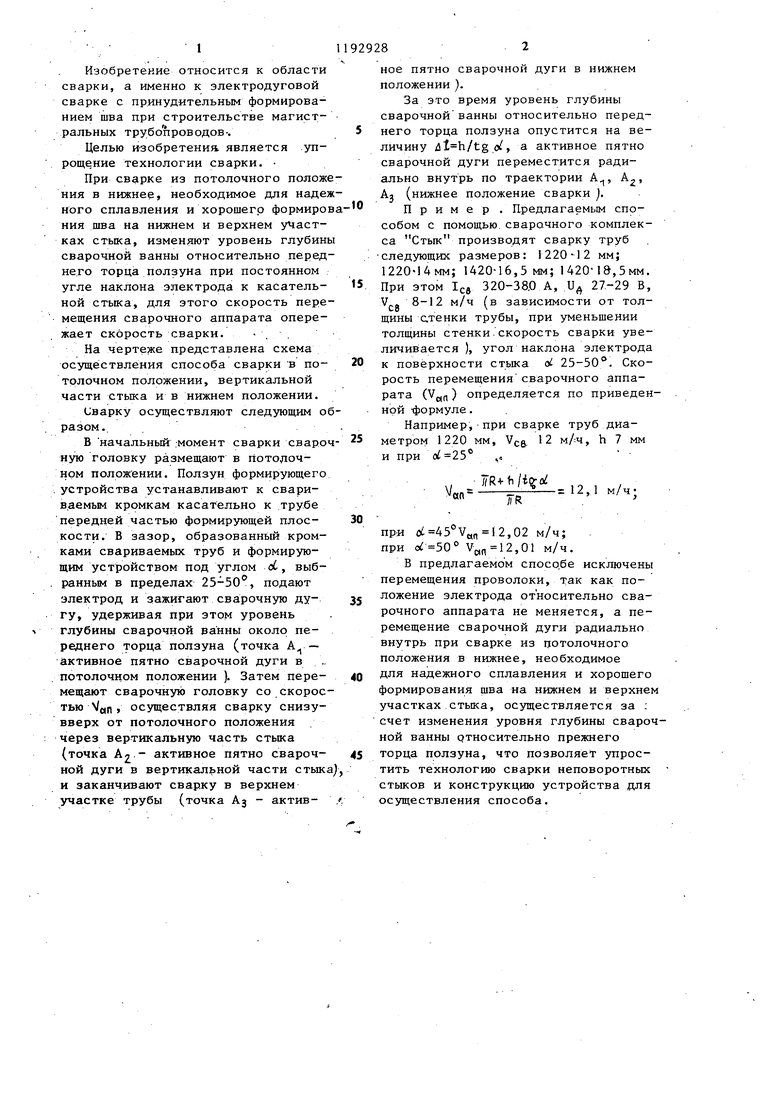
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ дуговой сварки | 1977 |
|
SU737171A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ автоматической сварки кольцевых неповоротных стыков труб | 1987 |
|
SU1433704A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| Способ автоматической сварки углового соединения трубы с фланцем | 1988 |
|
SU1627354A1 |
| Способ дуговой многопроходной сварки неповоротных стыков труб | 1983 |
|
SU1143547A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |

СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ С ТЬЖОВ ТРУБ, при котором сварку осуществляют с принудительным формированием шва сварочным аппаратом, который перемещают снизу-вверх, а электрод располагают под углом к касательной поверхности трубы, отличающийся тем, что, с целью упрощения технологии сварки, сварочный аппарат перемещают со скоростью Van V TR ев 1 VCBгде скорость перемещения сварки; R - радиус наплавляемого стыка; h - высота наплавленного слоя 0 - угол наклона электрода к. . касательной поверхности . (Л стыка, положение электрода относительно сварочного .аппарат в процессе сварки сохраняют постоянным и располагают его к касательной поверхности трубы под углом 25-50 . со ю Is9 00
| Таран В.Д | |||
| Сварка магистральных трубопроводов и конструкций | |||
| М.: Недра, 1970 | |||
| Способ автоматической сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU831462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
