Изобретение относится к станкостроению и может быть использовано в многоцелевых станках токарно-фрезерно-сверлильно-рас,- точной группы с ЧПУ. где требуется обработка сложных по форме отверстий и выступов типа фланцев больших диаметров, расположенных под любым углом к плоскости основания детали.
Цель изобретения - повышение точности обработки за счет повышения точности перемещения инструмента и контроля его величины.
На чертеже изображена плэнсуппорт- ная головка, разрез.
Плансуппортнэя головка состоит из корпуса 1, в подшипниковых опорах 2 и 3 которого установлена планшайба 4 с направляющими для базирования каретки 5 с инструментодержателем б, а также привода перемещения каретки 5. Указанный привод состоит из безлюфтовой шариковой винтовой передачи с вращающимися винтом 7 и гайкой 8, дифференциала, включающего конические шестерню 9 и колесо 10, являющимися приводом вращения гайки 8, а также шестерню 11 и колесо 12,являющимися приводом нинта 7. Колэсо 10 неподвижно закреплено на корпусе 1 головки. Зубчатое подвижное колесо 12 снабжено дополнительно жестко связанным с ним зубчатым венцом 13, который находится в зацеплении с шестерней 14, сидящей на приводном валу электродвигателя 15, (например шагового), оснащенного «строенным тормозом 16, и-с шестерней 17, установленной на ходовом винте 18 датчика 19 контроля положения инструмента. На указанном винте 18 рлзме- щен кулачок 20, взаимодействующий с конечными г-ыключателчни 21. Передаточное отношение шестерен 13:14 и 13:17 выбрано одинаковые. При- этом соотношение шагов винтоо 7 и-18. э также передаточное отношение зубчатых передач 11-12 и 13-17 подбираются тик, чтобы путь и скорость
перемещения каретки 5 и кулачка 20 были равны.г
Для центрирования относительно оси выдвигающегося ползуна суппорта станка и
фиксации от проворота корпус 1 снабжен зубчатой муфтой 22, а для прижима к торцу ползуна в корпусе 1 выполнен байонетный замок 23. Гайка 8 снабжена шлицевой муфтой 24. Хвостовик планшайбы 4 снабжен
кулачковой муфтой 25.
Устройство работает следующим образом.
Плансуппортную головку присоединяют к торцу ползуна станка осевым усилием
200-240 кН, развиваемым расположенным в ползуне байонетным захватом, взаимодействующим с байонетным замком 23, центрируя ее относительно оси на торцовые зубья муфты 22.
Вращение планшайбы 4 осуществляется от встроенного в ползун станка шпинделя (или приводного вала) через кулачковую муфту 25. При вращении планшайбы 4 движение передается винтовой передаче привода каретки, при этом шестерня 9 обкатывается по колесу 10 и вращает гайку 8 с угловой скоростью а), при этом синхронно будет вращаться и винт 7 за счет обкатки шестерни 11 по колесу 12. Для этого последнее заторможено тормозом 16.
Рабочая подача - радиальное переме- щение каретки 5 к центру (от центра) планшайбы 4 - обеспечивается проворотом колеса 12 в одну (или другую) сторону, что
сообщает винту 7 при вращении планшайбы 4 угловую скорость поворота, равную (О ± АСУ . Для поворота зубчатое колесо 12 имеет дополнительно венец 13, который находится в зацеплении с шестерней 14, сидящей- на приводном валу двигателя 15. Скорость подгзчи каретки 5 определяется частотой и количеством импульсоп, выданных управляющим устройством и, соответственно, количеством шагов в единицу времени, сделанкых электродпигэтеаем 15. Если электродвигатель 15 остановлен, то тормоз (магнитное поле статора удерживает ротор) через зубчатую передачу 14-13 затормаживает зубчатое колесо 12 привода винта 7.
Шлицензя муфта 24 позволяет осущест- влять постоянную связь шестерни 9 с корпусом перемещающейся при подаче каретки 5 гайки 8. Контроль пути радиального перемещения каретки 5 с режущим инструментом и ограничение ее конечных положений вы- полняют размещенный в корпусе 1 датчик 19 контроля положения инструмента и конечные выключатели 21, на которые воздействует кулачок 20, перемещающийся синхронное движением каретки 5 ходовым винтом 18, приводимым во вращение шестерней 17 от венца 13.
Подвод управляющих команд к электродвигателю 15, а также передача сигналов датчика 19 контроля положения инструмен- та и конечных выключателей 21 к УЧПУ осуществляется кабелем, подсоединяемым штеккером к розетке в ползуне станка (не показано) после установки головки.
Формула изобретения
1. Плансуппортная головка с программным управлением, содержащая корпус с элементами, предназначенными для его соединения с ползуном суппорта станка, планшайбу, в направляющих которой устан
овленэ с возможностью перемещения каретка с режущим инструментом, связанная посредством передачи винт-гайка с приводом подачи, содержащим приводной вал, раздельные для винта и гайки коническио передачи дифференциала и датчик контроля положения инструмента, при этом передача дифференциала винта включает подвижное коническое колесо, установленное с возможностью вращения на корпусе, отличающаяся тем, что, с целью повышения точности обработки за счет повышения точности перемещения инструмента и контроля его величины, датчик контроля перемещений снабжен установленным в корпусе ходовым винтом, а подвижное коническое колесо передачи дифференциала винта выполнено с жестко связанным с ним дополнительным зубчатым венцом, предназначенным для взаимодействия с двумя дополнительно введенными в головку шестернями с одинаковым передаточным отношением, установленными на ходовом винте датчика и приводном валу привода подач.
2. Головка по п. 1. отличающаяся тем, что элементы, предназначенные для соединения корпуса с ползуном суппорта станка, выполнены в виде зубчатой муфты, размещенной на корпусе, и байонетного замка, выполненного в корпусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| Станок для резки цилиндрических заготовок | 1972 |
|
SU488690A2 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| Зубодолбежный станок | 1986 |
|
SU1400810A1 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
Изобретение относится к станкостроению и может быть использовано в многоцелевых станках токарно-фрезерн&сверлильно-рэсточ- ной группы с ЧПУ, где требуется обработка сложных по форме отверстий и выступов типа фланцев больших диаметров, расположенных под любым углом к плоскости основания детали. Целью изобретения является повышение точности обработки за счет по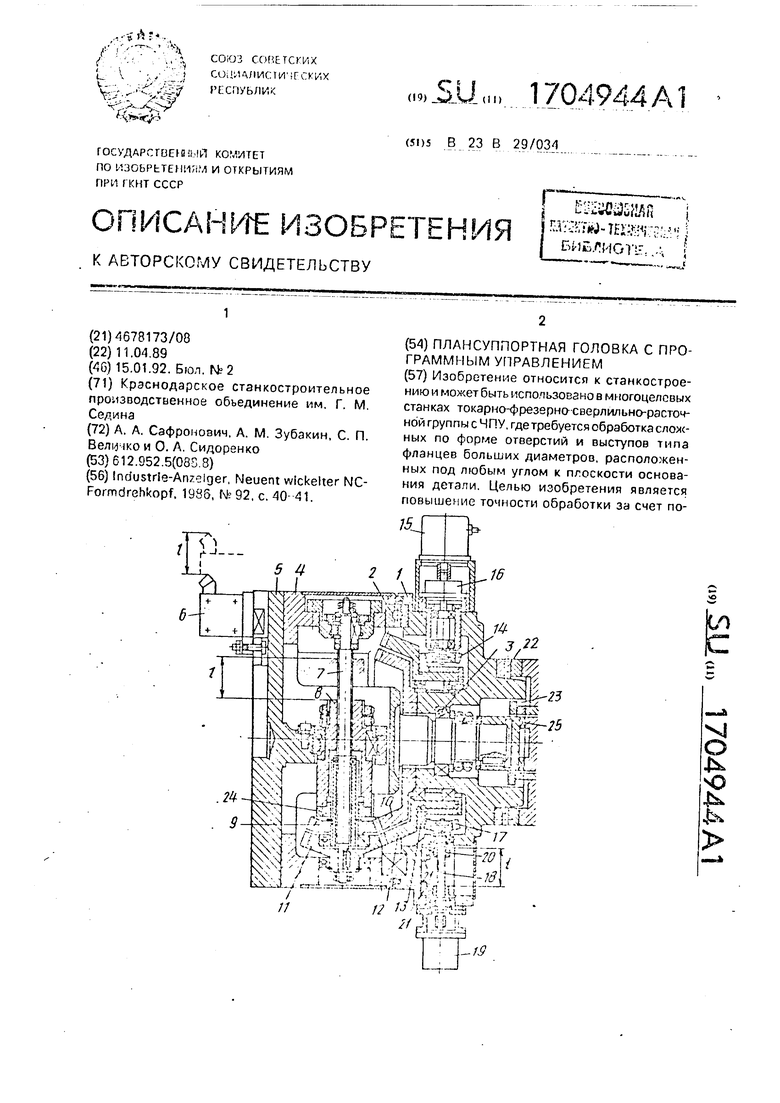
| Industrle-Anzelger, Neuent wlckelter NCFormdrehkopf, 1936, № 92, c | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
