2. Инструмент по п.1, отличающийся тем, что, с целью снижения энергоз1атрат путем уменьшения рабочего усилия каждая гравюра на соответствующей рабочей поверхности выполнена в сечении, перпендикулярном оси ручья, в виде многогранника, обращенного вершиной, расположенной на оси симметрии сечения, в сторону, противоположную указанной рабочей поверхности.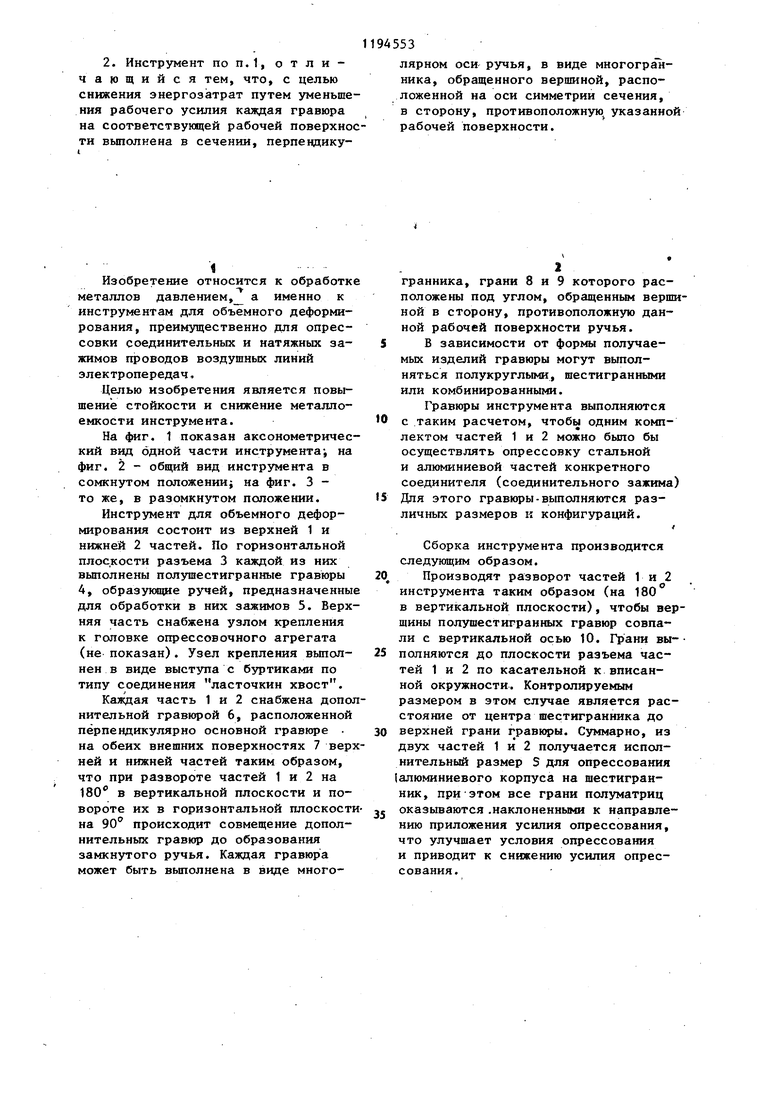
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| Способ опрессовки зажимов для гибких элементов | 1975 |
|
SU573833A1 |
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |
| Способ соединения натяжного анкера с коаксиальным кабелем воздушной линии электропередачи | 1984 |
|
SU1354296A1 |
| Штамп для получения ребристых деталей | 1981 |
|
SU1098645A1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2003 |
|
RU2232455C1 |
| НАТЯЖНОЙ ЦАНГОВЫЙ ЗАЖИМ | 2020 |
|
RU2755051C1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |
| РЕМОНТНЫЙ ЗАЖИМ | 2005 |
|
RU2285991C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |

1. ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ, преимущественно для опрессовки соединительных и натяжных зажимов проводов воздушных линий электропередач, содержафсй две части, каяздая из которых выпол нена в виде вставки с гравюрами на взаимно противоположных ее рабочих поверхностях, образующих ручей, отличающийся тем, что, с целью повышения стойкости и снижения металлоемкости, ручьи, образуемые каждой вставкой, расположены с относительным разворотом их осей во взаимно перпендикулярных направлениях. О 4 СЛ СП со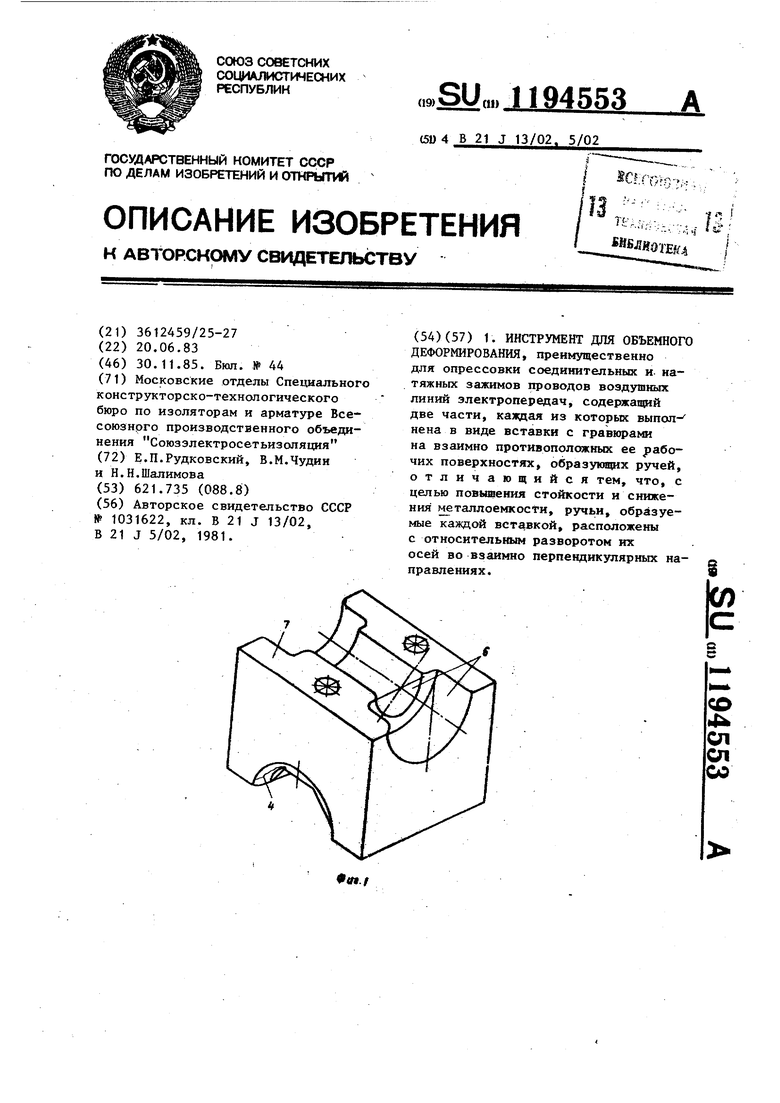
Изобретение относится к обработке металлов давлением, а именно к инструментам для объемного деформирования, преимущественно для опрессовки соединительных и натяжных зажимов проводов воздушных линий электропередач.
Целью изобретения является повышение стойкости и снижение металлоемкости инструмента.
На фиг. 1 показан аксонометрический вид одной части инструмента; на фиг. 2 - общий вид инстр5гмента в сомкнутом положении} на фиг. 3 то же, в разомкнутом положении.
Инструмент для объемного деформирования состоит из верхней 1 и нижней 2 частей. По горизонтальной плоскости разъема 3 каждой из них выполнены полушестигранные гравюры 4, образукяцие ручей, предназначенные для обработки в них зажимов 5. Верхняя часть снабжена узлом крепления к головке опрессовочного агрегата (не показан). Узел крепления выполнен в виде выступа с буртиками по типу соединения ласточкин хвост.
Калздая часть 1 и 2 снабжена дополнительной гравюрой 6, расположенной перпендикулярно основной гравюре . на обеих внешних поверхностях 7 верхней и нижней частей таким образом, что при развороте частей 1 и 2 на 180 в вертикальной плоскости и повороте их в горизонтальной плоскостина 90 происходит совмещение дополнительных гравюр до образования замкнутого ручья. Каждая гравюра может быть выполнена в виде многогранника, грани 8 и 9 которого расположены под углом, обращенным вершиной в сторону, противоположную данной рабочей поверхности ручья.
5 В зависимости от формы получаемых изделий гравюры могут выполняться полукруглыми, шестигранными или комбинированными.
Гравюры инструмента выполняются
О с таким расчетом, чтобы одним комплектом частей 1 и 2 можно было бы осуществлять опрессовку стальной и алюминиевой частей конкретного соединителя (соединительного зажима)
5 Для этого гравюры-выполняются различных размеров и конфиг5фаций.
I
Сборка инструмента производится следующим образом.
0 Производят разворот частей 1 и 2 инструмента таким образом (на в вертикальной плоскости), чтобы верщины полушестигранных гравюр совпали с вертикальной осью 10. Грани вы-
5 полняются до плоскости разъема частей 1 и 2 по касательной к вписанной окружности. Контролируемым размером в этом случае является расстояние от центра шестигранника до
0 верхней грани г равюры. Суммарно, из двух частей 1 и 2 получается исполнительный размер S для опрессования |алюминиевого корпуса на шестигранник, при этом все грани полуматриц
C оказываются .наклоненными к направлению приложения усилия опрессования, что улучшает условия опрессования и приводит к снижению усилия опрессования.
| Штамп для объемной штамповки | 1981 |
|
SU1031622A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
