СО 4i
СП
О1
l4
Изобретение относится к обработк металлов давлением, а именна к кузнечно-штамповочному производству, и может быть использовано при получнии изделий специальными видами обработки металлов давлением, например изотермической штамповкой.
Цель изобретения - пов пвение надежности и снижение металлоемкости устройства путем снижения моментов, действукщих в сечении нижней траверсы.
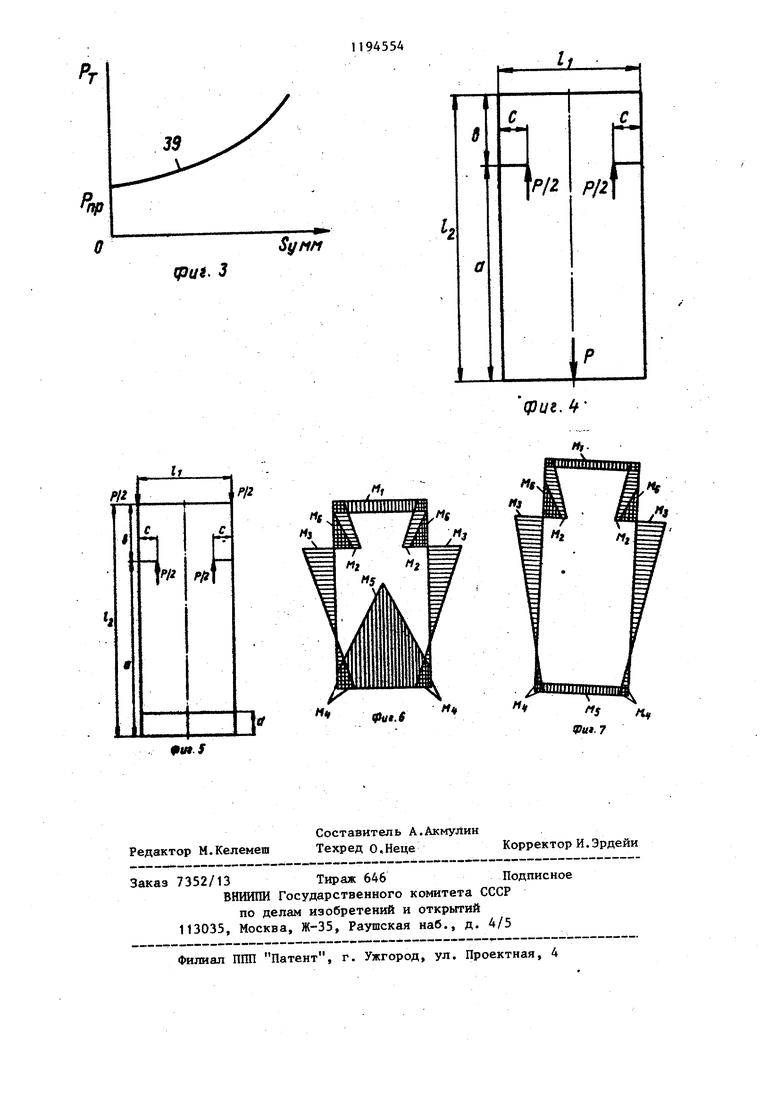
Иа фиг. t показана принципиальна схема предлагаемого устройства; на фиг. 2 - графики зависимости перемещений и скорости верхней половины штампа от угла поворота главного вала; на фиг. 3 - график изменения сил, действующих в гидрогайках при перемещении нижней половины штампа; на фиг. 4 - расчетная схема станины известного устройства; на фиг. 5 то же, предлагаемого устройства; на фиг. 6 - эпюры моментов при нагружении известного устройства; на фиг. 7 - то же, предлагаемого устройства.
Устройство для горячего деформирования (фиг.1) содержит верхнюю 1 и нижнюю 2 плиты с закрепленными на них верхней 3 и нижней А половинами штампа. Верхняя плита 1 жестко связна с ползуном 5, который от привода (не показан) имеет возможность поступательного перемещения в направляющих 6 стоек 7 устройства. В стойках 7 вьтолнены отверстия для подшипников 8 главного вала. Сверху стойки 7 замыкаются коробчатой верхней траверсой 9, а снизу - коробчатой нижней траверсой 10. Нижняя траверса 10 по наружному контуру имеет опорные площадки 11 для установки устройства на фундаменте. На внутренней поверхности нижней траверсы 10 установлены направляющие 12, по которым имеет возможность перемещаться подвижный стол 13 с установленной на нем нижней плитой 2. Подвижный стол 13 поджимается к опорной поверхности 14 стоек 7 стяжными шпильками 15, на верхнем конце которых установлены гайки 16, а на нижнем - гидрогайки, состоящие из связанной со шпилькой гайки 17 и гидроцилиндра 18, опиранмцегося на подвижный стол 13.
945542
Гидросистема гидрогаек содержит электродвигатель с насосом 19, обратный клапан 20, разгрузочный предохранительный клапан 21 и емкость 22 с рабочей жидкостью. Для возможности получения различных силовых характеристик устройства в системе предусмотрены газожидкостные аккумуляторы 23 (условно показан
10 один). Для управления процессами, протекающими в гидросистеме при рабочем ходе в трубопровод 24 встроены реле 25 давления, электроуправляемые золотники 26, регулируемый
15 дроссель 27, обратньй клапан 28. Для контроля за работой устройства установлены манометры 29 и 30.
Верхняя 3 и нижняя 4 половины штампа установлены в теплоизоляционных кoжvxax 31 и 32, причем последний имеет окно 33 для загрузки заготовок .
Устройство работает следукмцим образом.
25 В крайнем верхнем положении ползуна 5 теплоизоляционный кожух 31 находится вверху. При этом открыто окно 33 в теплоизоляционном кожухе 32. Через окно 33 заготовку (не показана) устанавливают на нижнкяо 4 половину инструмента и включают привод устройства. Ползун 5 с теплоИЗОЛЯ1Ц1ОННЫМ кожухом 31 и верхней 3 , половиной инструмента перемещается вниз до соприкосновения с заготовкой. С этого момента начинается технологическая операция с ростом усилия на инструменте. Поскольку в полостях гидроцилиндров 18 гидрогаек находится жидкость под начальным расчетным давлением, подвижный стол 13 с установленной на нем нижней плитой 2 и нижней 4 половиной инструмента будет поджат к .опорной поверхности
., 14 стоек 7. В момент, когда усилие на инструменте превысит начальное усилие, развиваемое гидрогайкагда, подвижный стол 13 начнет перемещаться по направляющим 12 нижней траверсы 10. При движении подвижного стола 13 и цилиндра 18 относительно гайки 17 объем рабочей полости в гидрогайке уменьшается и жидкость вытесняется через трубопровод 24, так как обратный клапан 20 при повышении давления закрывается. Вытесненная жццкость поступает в газожидкостные аккумуляторы 23, сжимая
замкнутые там объемы газа. Характер изменения усилия, развиваемого на инструменте при перемещении подвижного стола 13, зависит от начального давления и объемов газов, заключенных в аккумуляторах 23. В процессе перемещения подвижного стола 13 злектроуправляемые золотники 26 отключают последовательно или одновременно газожидкостные аккумуляторы 23, что обеспечивает различные варианты изменения усилия на инструменте
Технологическая операция может проводиться без жесткого замыкания в устройстве. В этом случае максимальное усилие деформирования опреде ляется усилием, развиваемым гидрогайками в конце хода ползуна 5. В случае, если скорость ползуна устрой ства достаточно снизилась, что имеет место при подходе полз.уна 5 к крайнему нижнему положению, возмож на работа устройства с жестким замыканием. Это произойдет,, когда торецА гидроцилиндра 18 придет в соприкос новение с торцом Б гайки 17. Дальнейшее дефсфмирование заготовки в этом случае происходит при скоростях перемещения ползуна 5, определяв кинематикой главного исполнитель ного механизма устройства.
После прохождения крайнего нижнего положения при обратном ходе ползуна 5 усилие, действующее на поковку, снижается и подвижный стол 13 под действием давления жидкости поднимается. Рабочая жидкость из аккумуляторов 23 перетекает в полости гидрогаек. Дроссель 27 при закрытом обратном клапане 28 обеспечивает замедленное движение подвижного стола 13 в исходное верхнее положение без передачи усилия на верхнюю половину 3 инструмента.
Гидропривод системы, состоящий из электродвигателя с насосом 19, предохранительного клапана 21 и емкости 22 с рабочей жидкостью, служит лишь для обеспечения начального давления в системе и в цикле работы не участвует.
Принцип работы устройства поясняется графиками фиг.2 и 3.
Кривые 34 и 35 показывают соответственно изменение перемещения и ,скорости верхней половины штампа при движении ее вместе с ползуном вниз. В связи с тем, что стал 13 в исходном положении поднят на величину
194554 .
хода гидрогаек, расстояние между верхней 3 и нижней 4 половинами штампа уменьшится на такую же величину. График действительных перемещеJ НИИ верхней половины штампа относительно нижней представлен кривой 36. Расчетное усилие технологической операгщи изменяется по кривой 37. При этом полный ход собственно деfO формирования заготовки составляет В, а ход гидрогаек - Г (фиг.2). При линейном характере хода деформирования (кривая 36) в казкдый момент времени перемещения верхней половины
fj штампа складывается из собственно хода деформирования и хода гидрогаек нижней половины штампа. Величины этих перемещений определяются из графиков фиг.2 в любой момент времени по аналогии с величинами В и Г.
Перестроив график технологического усилия в зависимости от перемещения нижней половины штампа, получают рабочую характеристику - график жесткости гидрогаек (фиг.З), причем кривая 39 показывает характерные точки, по которым должна быть обеспечена работа гндрогаек. Предварительное усилие, при достижении которого нижняя половина штампа начинает движение, должно составлять Р . Последующее изменение усилия в зависимости от хода нижней половины штампа настраивается соотношением объемов жвдкости и газа в аккумуляторах 23.
В устройстве перераспределены нагрузки в силовой системе, что оказывает влияние на характер и величины напряжений, действующих в различных элементах конструкции. Расчетная схема станины предлагаемого устройства (фиг.5) отличается от расчетной схемы известного устройства (фиг.4) тем, что нагрузка на столе станины отсутствует, так как сила, действующая на нижнюю половину штампа при выполнении технологической операции, воспринимается непосредственно гидрогайками. Так как гидро50 гайки связаны со стяжными шпильками , то усилия замыкаются в верхней части станины между опорами вала и верхней траверсой устройства. Кроме того, коробчатая форма нижней траверсы устройства привела к снижению момента инерции этого сечения, поэтому высоту расчетной рамы 2 следовало принять равно расстоянию между центра ш тяжести сечений верхней и нижней траверс, т.е« при тех же габаритах корпуса устройства длина 2 расчетной схемы устройства увеличена.« В результате изменения принципа работы и нагружения корпусных эле-ментов устройства существенно меняются и силовые факторы, действующие в них при нагружении. Для расчетных схем, представленных на фиг, 4 и 5, при одинаковых значениях усилий деформирования Р эпюры изгибающих моментов показаны соответственно на фиг. 6 и 7. Из сравнения эпюр следует, что в предлагаемом устройстве резко уменьшился момент М , действунхций. в сечении нижней травер сы. Это объясняется тем, что в устройстве стол вьтолнен подвижным и 546 передает нагрузки непосредственно на шпильки корпуса. В характерных сечениях других элементов корпуса значения изгибающих моментов также снижены. Для сравнения в таблице указаны значения расчетных величин изгибающих моментов и максимальных нормальных напряжений в характерных сечениях элементов корпуса. Нормальные напряжения определялись от совместного действия изгибающих моментов и продольных сил. Из сравнения результатов, приведенных в таблице, следует, что в устройстве максимальные напряжения в опасном сеченик стойки снижаются в два раза, а максимальные напряжения в опасном сечении верхней и нижней траверс в 1,07 и 1,14 раза соответственно, что является резервом для уменьшения металлоемкости станины.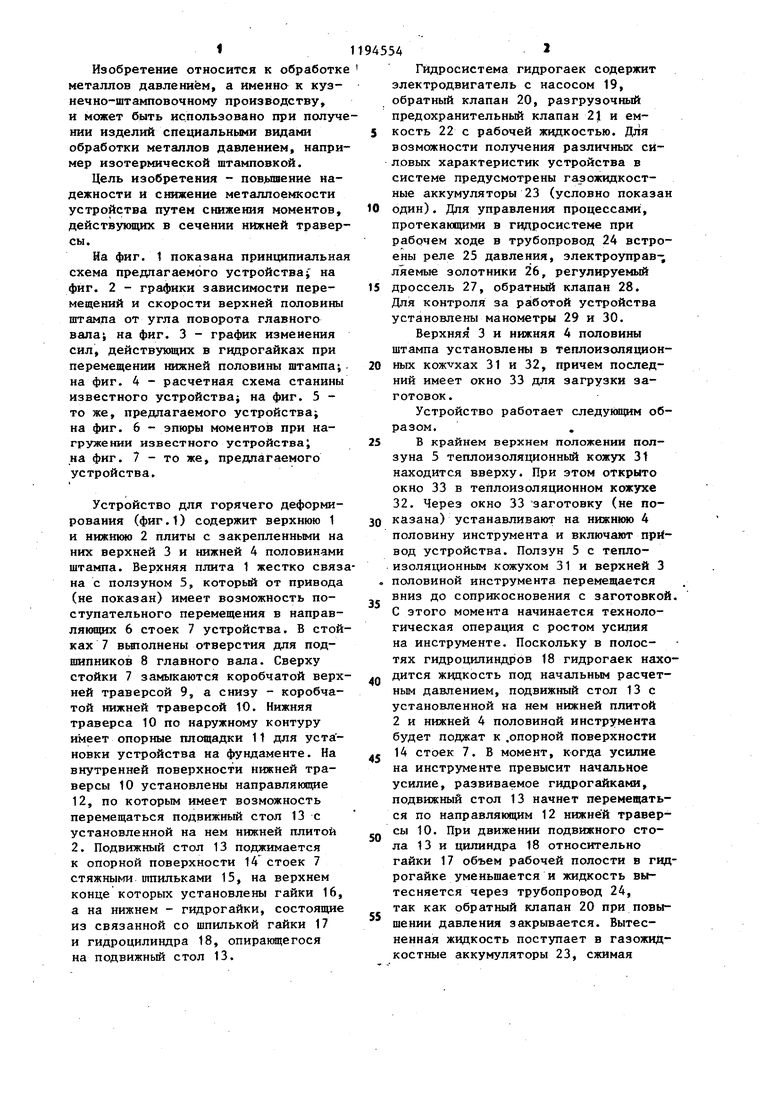
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПРЕДОХРАНЕНИЯ КРИВОШИПНЫХ ПРЕССОВ ОТ ПЕРЕГРУЗОК ПО СИЛЕ НА ПОЛЗУНЕ | 2013 |
|
RU2548562C2 |
| Вертикальный пресс | 1989 |
|
SU1611753A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Кривошипно-коленный пресс | 1979 |
|
SU912538A1 |
| ПРЕСС | 2002 |
|
RU2246405C2 |
| СПОСОБ ПРЕДОХРАНЕНИЯ КРИВОШИПНЫХ ПРЕССОВ ОТ ПЕРЕГРУЗОК ПО УСИЛИЮ НА ПОЛЗУНЕ | 2009 |
|
RU2427466C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-ВИНТОВОЙ МОЛОТ | 1973 |
|
SU366911A1 |
| ПРЕСС | 1995 |
|
RU2094160C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ, содержащее станину, йижнюю плиту со столом, верхнюю плиту с ползуном, расположенным в направляющих станины, в которой установлены шпильки, гидравлические цилиндры со средством изменения жесткости станины, выполненным в виде газожидкостньк аккумуляторов с трубопроводами, снабженными золотниками, обратными клапанами и дросселем, отличающееся тем, что, с целью надежности и снижения металлоемкости, оно снабжено дополнительными направляющими, р змещенными на станине, последняя выполнена коробчатого типа, гидравлические цилиндры вьатолнены в виде гидрогаек, связанных со шпильками, а стол установлен.в дополнительных направляняцих с возможностью возвратнопоступательного перемещения в направлении, совпадающем с направлением перемещения ползуна.
Максимальный изгибающий мо5,6. мент в верхней траверсе М. I Максимальньй изгибакиций мо16,62-10 к мент в сечении стойки М, Максимальный изгибающий мо120,47-10 к мент в нижней траверсе М. Максимальные нормальные напряжения в сечении верхней 10,8, МПа траверсы Максимальные нормальные напряжения в опасном сечений 53,3 МПа стойки Максимальные нормальные напряжения в опасном сечении 36 МПа нижней траверсы ,4. 5,15-10 кНм ,45-10 кНм 10,1 МПа 26,8 МПа 31,6 МПа
дзиг.Т
SyMM
дэщ 3
Фи f
| Устройство для горячего деформи-РОВАНия | 1979 |
|
SU846044A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
