« Изобретение относится к порошковой металлургии, в частности к конструкциям пресс-форм для прессования изделий из порошка,-и может быть использовано для прессования малопластичньгх порошков и при повышенных давлениях прессования. Целью изрбретения является - повышение выхода годных изделий и производительности труда. На чертеже показана пресс-форма, общий вид. Пресс-форма содержит верхний 1 и нижний 2 пуансоны, разъемнзпо матрицу, состоящую из отдельных элементов 3, и обойму 4, в которую установлены элементы матри. Контактирующие поверхности матрицы и обой мы 4 вьтолнены наклоннь1ми. Угол нак лона образующей контактирующих поверхностей к вертикали выполнен таким, что тангенс этого угла больше коэффициента трения матрицы по обой ме и меньше суммы коэффициентов тре ния прессуемого порошка по матрице и матрицы по обойме. При использовании пресс-формы с углом наклона контактирующих поверх ностей матрицы и обоймы меньше нижнего предела происходит заклинивание матрицы в обойме, а вьш1е верхнего предела элементы матрицы расходятся и порошок высыпается из пресс-формы. Пресс-форма работает следующим образом. Элементы 3 разъемной матрицы устанавливают в обойму 4, в канал мат рицы помещают нижний пуансон 2 и засыпают порошок, Порошок уплотняют верхним пуансоном 1. Сила трения порошка о стенки канала матрицы стремится переместить элементы 3 матрицы вниз по наклонным поверхнос тям обоймы 4 и тем самым сжимает их друг с другом. После окончания упло нения верхний пуансон 1 поднимают, прессовка упруго расширяется вверх и в стороны и элементы матрицы 3 под действием сил трения и бокового давления перемещаются вверх по наклонным поверхностям обоймы 4 и рас6ходЯтся в стороны, освобоящая прессовку. Прессовка разгружается равномерно со всех сторон, что исключает появление расслойных трещин. После пресс-ования прессовка свободно вынимается из матрицы. Пример. Пресс-форма бьша испытана при прессовании издели1 цилиндрической формы диаметром 15 мм и высотой 50 мм из твердого сплава ВК6 и ВК20. Коэффициент трения твердосплавной матрицы по стальной обойме составлял 0,1, а порошка по матрице 0,22, т.е. тангенс угла наклона контактирующих поверхностей матрицы и обоймы должен быть меньше 0,32 и больше 0,1, что соответствует углам 17°45 и . Для этих целей элементы разъемной матрицы удерживались от раздвигания и подъема направленными вниз силами трения уплотняемого порошка. В процессе снятия давления прессования элементы матрицы раздвигались по мере уменьшения давления на пуансонах, так как прессовка упруго расширялась по высоте и силы трения, суммируясь с остаточным боковым давлением, поднимали элементы матрицы. Тем самым осуществлялось равномерное саморазгружение прессовки со всех сторон. Выход годного при таких углах контактирующих поверхностей достигал 100%. При использовании пресс-формы с углом наклона контактирующих поверхностей матрицы и обоймы к вертикали 5 и 19 был получен отрицательный результат. Таким образом пресс-форма позволяет исключить брак прессуемых изделий по расслойным трещинам и повысить вьрсод годных изделий до 100%. За счет исключения брака изделий повышена производительность в 2 раза. Пресс-форма дает возможность осуществления прессования изделий с соотношением высотл к диаметру более 2, за счет использования двустороннего прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Прессформа для формования изделий из порошков | 1982 |
|
SU1024150A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| Пресс-форма для прессования изделий из порошка | 1990 |
|
SU1759549A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Устройство для прессования изделий из порошков в автоматическом режиме | 1990 |
|
SU1722687A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА, содержащая разъемную матрицу и обойму с наклонными контактирующими поверхностями, верхний и нижний пуансоны, отличающаяся тем, что, с целью повышения выхода годньк изделий и производительности труда, контактлруюпще поверхности матрищл и обоймы вьшолнены с углом наклона к вертикали, тангенс которого больше коэффициента трения матрицы по обойме и меньше суммы коэффициентов трения порошка по матрице и матрицы по обойме. (Л СП О5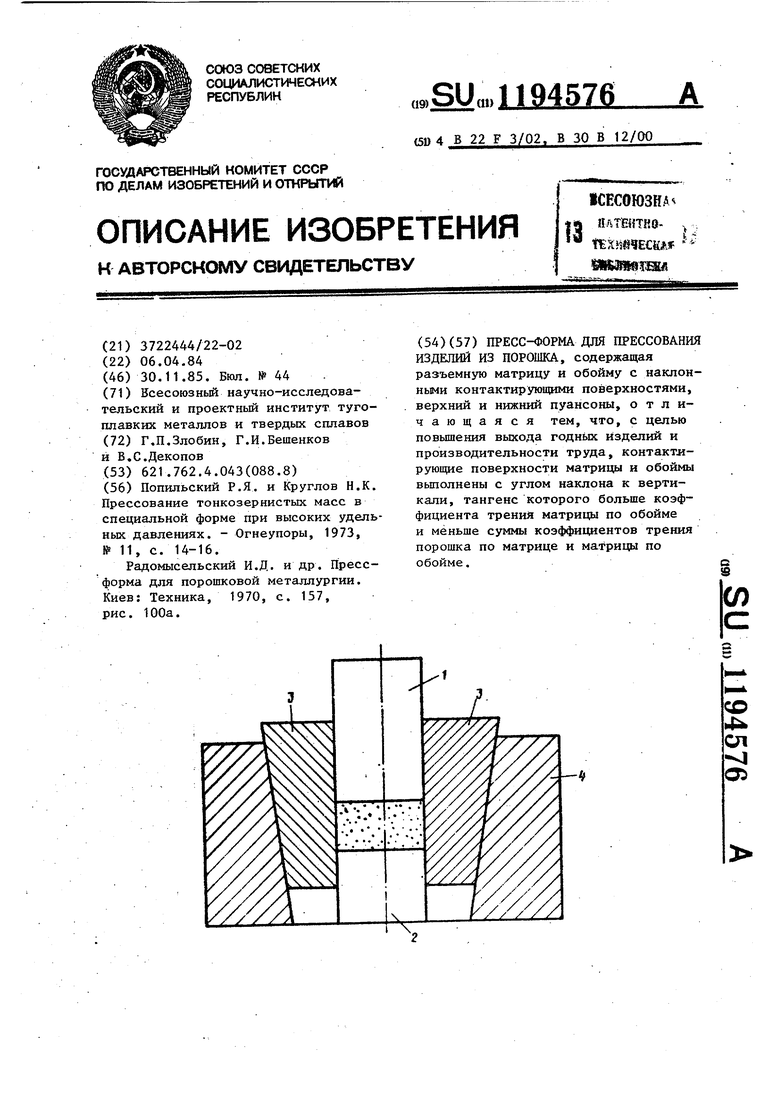
| Попильский Р.Я | |||
| и Круглов Н.К | |||
| Прессование тонкозернистых масс в специальной форме при высоких удельных давлениях | |||
| - Огнеупоры, 1973, № 11, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Радомысельский И.Д | |||
| и др | |||
| Прессформа для порошковой металлургии | |||
| Киев: Техника, 1970, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| ЮОа | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
