Изобретение относится к порошковой металлургии, в частности к устройствам пресс-форм ОЛЯ формирования изделий из порошков. Известна пресс-форма, содержащая обойму и разъемную, состоящую из отдельных частей матрицу, верхний и нижний пуансоны 1. Недостатком этой пресс-формы являе ся ее значительная материалоемкость, вызванная наличием массивной обоймы, а также низкая производительность, ловленная потерями времени на запрессо ку матрицы в обойму и вьшрессовку ее из обоймы при каждом цикле прессовани Кроме того, при прессовании малоштстичных порошков без пластификатора и пластичных порошков при высоких давлениях прессования снижается выход годных изделий расслойных трещин, ПОЯВЛ5ШНЦЙХС9 при снятии давления прессования за счет раздавливания прессовки остаточньви боковым давлением. Наиболее близкой по технической сущности и достигаемому результату к изобретению является пресс-форма для формования изделий из порошков, содержащая разъемную матрицу с выступами в нижней части и расположенным на них нижним пуансоном, верхний пуансон, обойму и опорную плиту, причем контак тирующие поверхности матрицы и обоймы выполнены наклонными к вертикали под углом 10 - . Однако известная пресс-форма обладает значительной материалоемкостью вследствие наличия массивной обоймы, масса ко горой составляет 2/3 от массы всей пресс-формы. Наличие обоймы осложняет обслужива ние пресс-фор ЛЕЛ, увеличивая время на ее сборку и разборку, что снижает производительность процесса прессования. .-- .Кроме того, в известаой пресс-форме усилие прессования воспринимается кон сольно закрепленными выступами. Возникающие в них растягивающие напряжения при ваисежих давлениях прессования и формования изделий больших размеров превышают предел прочности инструментальных сталей, что приводит к поломке пресс-формы. Целью изобретения является сниже вне мате жалоемкостн, повышения произ водвтельности и надежности в работе. Для достижения поставленной цели в пресс-форме для формования изделий из тэрбшков, содержащей разъемную мai рицу С выступами в нижней части и установленным на них нижним пуансоном, верхний пуансон и сторную плиту; матрица вьшолнена в виде стакана с дном, образованньш выступами, и установлена , на опорной плите. При этом на контактирующих поверхностях матрицы и опорной плиты вьшолнены рифления. На контактирующих поверхностях выступов и нижнего пуансона вьшолнены рифления. При прессовании высоких изделий (H/D 7 0,25) для увеличения сил, удерживающих части матрицы от расхождения, на контактирующих поверхностях матрицы и опорной плиты или на контактирующих поверхностях выступов и нижнего пуансона вьшолнены рифления. На чертеже изображена предлагаемая пресса-форма, предназначенная для прес- , сования посто1шных магнитов Пресс-форма содержит верхний пуансон 1, разъемную матрицу, состоящую из трех частей 2 с выступами 3, образующими ее дно. На выступы 3 установлен нижний пуансон 4 и стержень 5. Выступы 3 матрицы установлены на опор ной плите 6, причем на контактирующих их поверхностях выполнены рифления 7. Пресс-фэрма работает следующим образом. Матрицу устанавливают выступами 3 на опорную плиту 6. На выступы 3 устанавливают нижний пуансон 4 со стержнем 5. В полость матрицы засьшают порсшок, устанавливают верхний пуансон 1, прикладывают к нему усилие прессования. Давление прессования через порошок передается на нижний пуансон 4 и выступы 3 частей 2 матршш, прижимая их к опорной плите 6. Силы трения ду выступами 3 частей 2 матрицы и нижним пуансоном 4, а также между вы--стуйами 3 и опорной плитой 6, удерживают часта 2 матрицы от раздвигания под действием бокового давления порошка. После уплотнения порошка верхний пуансон 1 Поднимают. По уменьшения вертикального давления части 2 М1тршшЕ раздвигаются под действием остаточного бокового давления.и освобождают прессовку. Предлагаемая пресс-форма опробована при формовании постоянных магнитов диаметром 39 мм и толщиной 10,0-12,0 мм, а также заготовок фрез диаметром 31О241 40 мм, толщиной О,5-Змм из твёроэго сплава ВК 5. Преимущества предлагаемой прессформы по сравнению с известной состоя ,5 в следующем: снижается материалоемкость (за счет устранения обоймы более чем в 2 paaaj повышается производительность за счет сокращения потерь времени на 5О сборку и разборку пресс-формы, овышается надежность пресс-формы за счет исключения возможности поломок выступов И ннлшего пуансона при прессовании изделий больших диаметров и при испольэовании повышенных давлений, Экономический эффект от использования предлагаемой пресс-формы составит i 230 тью. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1986 |
|
SU1315135A1 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| Пресс-форма для прессования порошков в автоматическом режиме | 1987 |
|
SU1444075A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пуансон для формования кольцевого паза | 1983 |
|
SU1103945A1 |
| Устройство для прессования изделий из порошков в автоматическом режиме | 1990 |
|
SU1722687A1 |
| Пресс-форма для прессования изделий из порошка | 1977 |
|
SU671923A1 |
ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПСЯЮШКОВ, содер жашая разъемную матрицу с шдступами в нижней части и установленным на них нижн$ш пуансоном, верхний пуансон, и опорцую шшту, отличаюшаяся тем, что, с целью снижения матерйалош игкости, повдышення производительности и надежности в работе, матрица выполнена в Btf де ста1сана с дном, о аэованШ)м выс1упами, и установлена на опорной Штате. 2.Пресс-форма по п.1, отличаюш а я с я тем, что на контактирукяцих поверхностях матрицы и опорной плиты Шзокмвюшь рифпе1шя. 3.ПрессН рма по п.1, отличающ а а с я тем, что на контактирующих пореркностях выступов и нижнего пуансс а выполнены руления.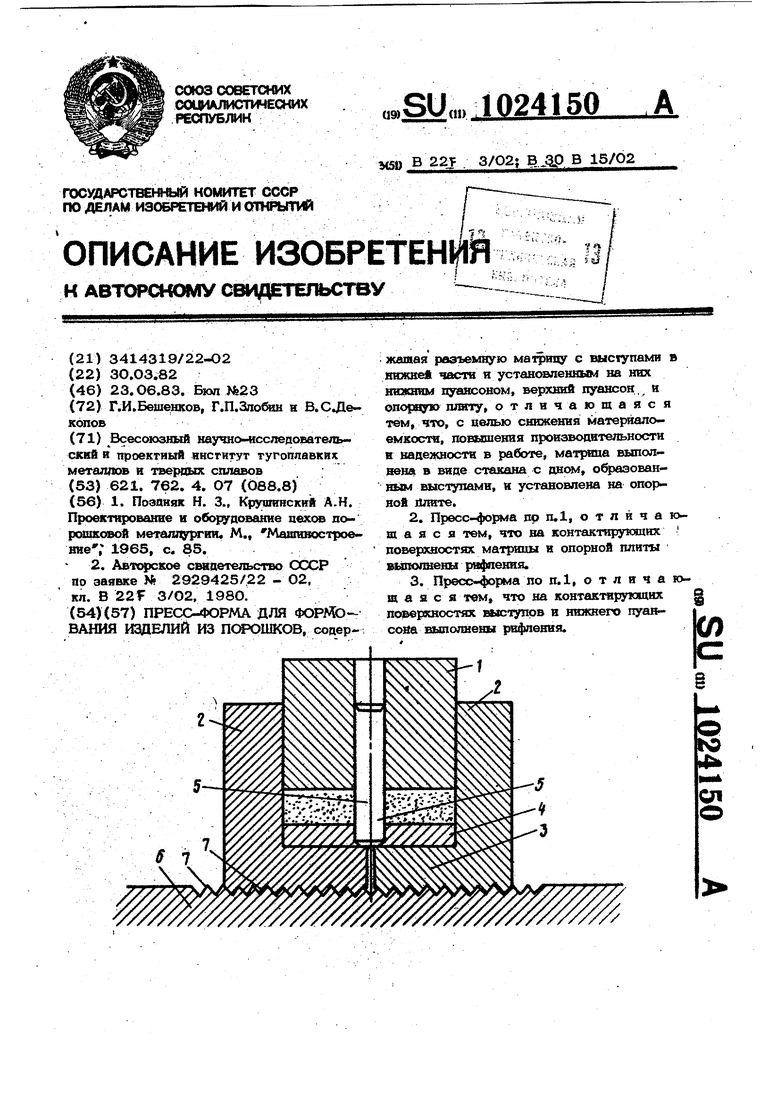
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поэоняк Н | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Крудгенский А,Н | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Маагавостроекие, 1965, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| свиаетельство по заявке ) 2929425/22 - 02, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
