Изобретение относится к машиностроению, инструментальному производству и может быть использовано для затылования дисковых, гребенчатых, червячных фрез с различным профилем зубьев.
Цель изобретения - увеличение производительности затьшов ания за счет расположения оси шлифов ального круга перпендикулярно оси затылуемой фрезы.
На фиг. 1 показана схема способа затьщования червячных фрез периферией шлифовального круга; на фиг. 2 - схема способа затьшования червячных фрез торцом шлифовального круга.
В соответствии со способом затьшо- вания червячных фрез 1 производят обработку задних поверхностей 2 зубьев 3 инструмента у его вершинных режущих кромок 4. Затьшование осуществляют дисковьм шлифовальным кругом 5. Заготовке червячной фрезы 1 придают равномерное вращение вокруг своей оси Ofl-Og передней поверхностью 6 зубьев 3 вперед с постоянной угловой скоростью Шл. Шлифовальному кругу 5 сообщают вращение вокруг своей оси. с постоянной угловой скоростью С0|. кроме того, кругу 5 сообщают возвратно-поступательные перемещения S к оси Oq-Oo вращения затьшуемого инструмента и обратно в направлении S на каждый его зуб.
При зат ыловании червячных фрез круг 5 перемещают вдоль оси Оа-0„ фрезы согласованно с ее вращением с угловой скоростью w.. Ось вращения Oj,-0(, ишифовального круга 5 перекрещивают с осью Оп-Ол вращения фрезы 1 под прямым углом.
Затьшование можно производить периферией шлифовального круга 5.
При этом затьшованный круг смещают ниже оси вращения -фрезы 1 .
Затьшование можно производить и торцом шлифовального круга 5. Заты- ловочный круг смещают вьш1е оси вращения фрезы 1. При этом обработку можно производить шлифовальными кругами увеличенного диаметра, что уве- личивает производительность ботки.
Формула изобретения
1 Способ затьтования червячных фрез дисковым шлифовальным кругом.по вершинным режущим кромкам,по которому заготовке червячной фрезы придают разномерное вращение вокруг своей оси ;
передней поверхностью зубьев вперед, а шлифовальному кругу сообщают вращение вокруг своей оси и возвратно- поступательные перемещения к оси вращения затьтуемого инструмента и обратно на каждый его зуб, при этом круг перемещают вдоль оси фрезы согласованно с ее вращением, отличающийся тем, что, с целью увеличения производительности затыпования, ось вращения ишифовального круга перекрещивают с осью вращения фрезы под прямым углом.
2.Способ по п. 1, отличающийся тем, что Затьшование производят периферией шлифовального круга и смещают затьшовочный круг ниже оси вращения фрезы.
3.Способ по п. 1, о т л ич а ю щ и и с я тем, что Затьшование производят торцом шлифовального круга и смещают затьшовочный круг вьше оси вращения фрезы до касания торца с обрабатываемым затьшком зуба фрезы.
(jug
Фиг.2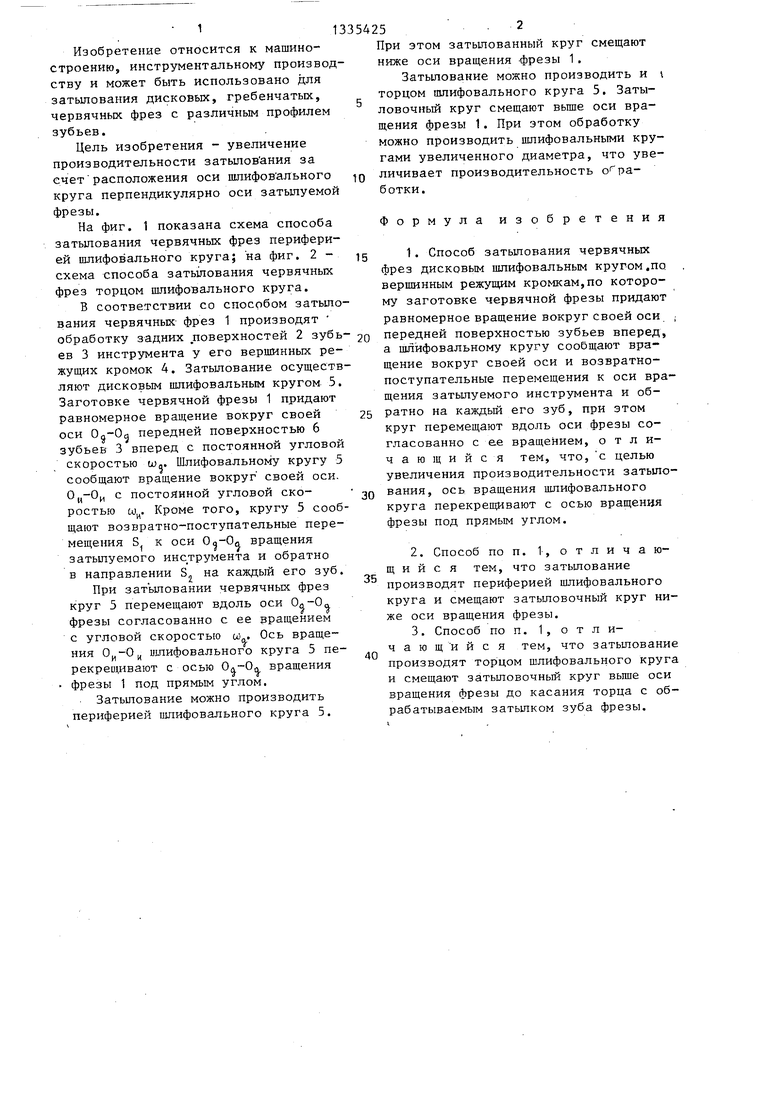
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Способ заточки червячных фрез | 1984 |
|
SU1240548A2 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Способ затылования боковых задних поверхностей червячных фрез | 1980 |
|
SU994217A1 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ затылования червячных фрез | 1979 |
|
SU831546A1 |
Изобретение относится к области машиностроения, в частности к инструментальному производству, и может быть использовано для затылования дисковых, гребенчатьк, червячных фрез .П . i Т); J 5аБЛй с различным профилем зубьев. Целью изобретения является увеличение производительности затьшования путем совершенствования кинематики обработки. Заготовке червячной фрезы 1 придают равномерное вращение w- вокруг своей оси Од-Од передней поверхностью зубьев вперед, а шлифовальному кругу 5 сообщают возвратно-поступательные перемещения S, и Sj к оси вращения затьшуемого инструмента и обратно на каждый его зуб, при этом круг 5 перемещают вдоль оси фрезы 1 согласованно с ее вращением, ось и вращения шлифовального круга перекрещивают с осью Оа-0„ вращения фрезы под прямым углом. 2 з,п. ф-лы, 2 ил. «о (/) со СА СП 4i tC СП а Фt/гf
| Родин П.Р., Климов В.И., Якубсон С.Б | |||
| Технология изготовления зуборезного инструмента | |||
| - Киев: Техника, 1982, с.60. |
