1 . 1
Изобретение относится к машиностроению, в частности к инструмен- тальному производству, и может быть использовано при изготовлении заты- лованньпс червячных и дисковых фрез.
Цель изобретения - увеличение производительности затылования за счет вьфавнивания кинематических задних углов у боковых сторон зубьев долбяка и повышение стойкости долбя- ка за счет вьфавнивания интенсивности износа зубьев долбяка.
На фиг. 1 показана схема реализации способа затыпования червячных фрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - фрагмент сечения зуба за- тыловочного долбяка и зубьев затылуе- мой червячной фрезы поверхностью, проходящей через линию затылования соосно фрезе.
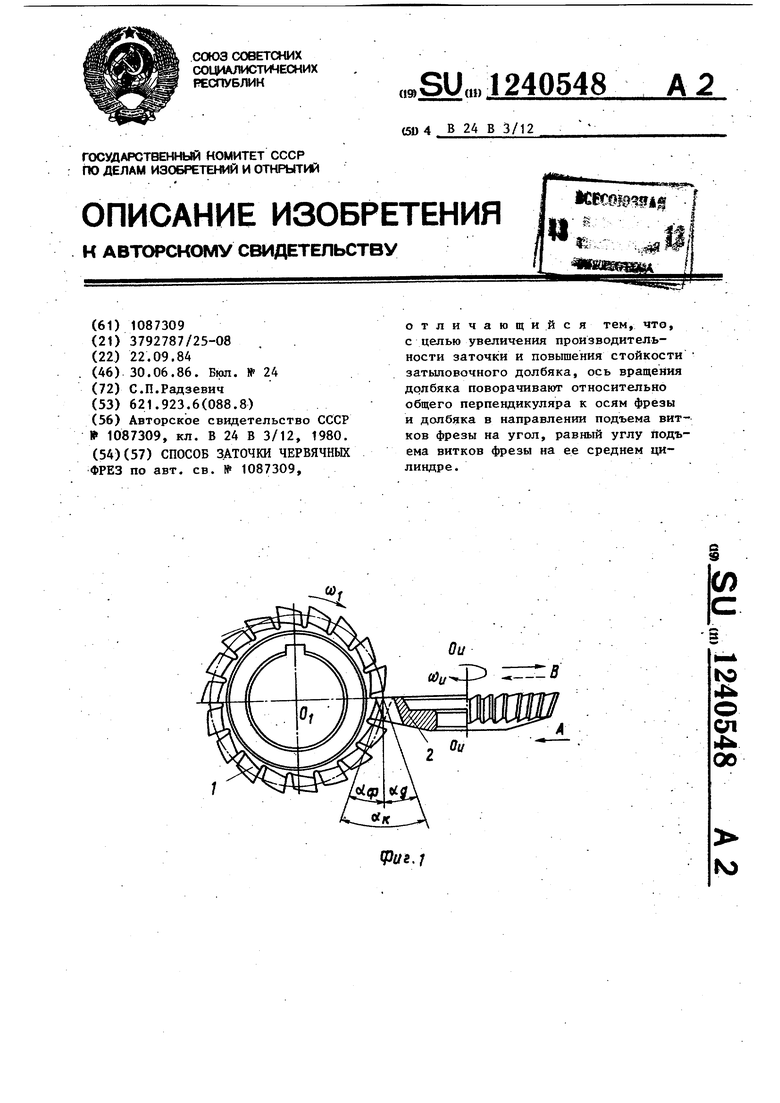
По предлагаемому способу затыпования заготовку червячной фрезы 1 вращают вокруг своей оси 0 с постоянной угловой скоростью х)у задней поверхностью зубьев на затьшовоч- ный инструмент-долбяк 2 с корригированным профилем зубьев. Коррекция профиля зубьев долбяка 2 производится известными методами, исходя из ус- ловия достижения наивысшей точности затьтования. Долбяку 2 сообщают поВид А
405482
ступательное перемещение по стрелке Б вдоль оси 0 - О/ затьшуемой червячной фрезы 1 и возвратно-поступательные перемещения по стрелке В
5 в радиальном напр авлении согласованно с ее вращением. Кроме того, заты- ловочный долбяк 2 вращают вокруг собственной оси Ои -Он с угловой скоростью ы согласованно с вращением ,
10 червячной фрезы 1 и собственным по- ступательным перемещением по стрелке Б вдоль оси червячной фрезы 1. Ось Of,-OM вращения затьшовочного долбяка 2 поворачивают на угол б относи15 тельно нормали 3 к оси О/ -0 вращения затьшуемой червячной фрезы 1 в направлении подъема ее витков. Величина угла j выбирается равной углу подъема витков затьшуемой червячной
20 фрезы 1 на ее среднем цилиндре.
В процессе затыпования кинематический задний угол of.K в торцовом сечении червячной фрезы 1 равен сумме 25 задних углов oi червячной 1
и 0 затыповочного долбяка 2, измеренных в той же торцовой плоскости фрезы 1. Кинематические задние углы у противоположных боковых профи- 30 лирующих режущих кромок зубьев долбяка 2 равны друг другу (фиг.. 3).
е«г
Фиг.З
Тираж 740
ВНИИПИ Заказ 3434/9
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
Тираж 740
Подписное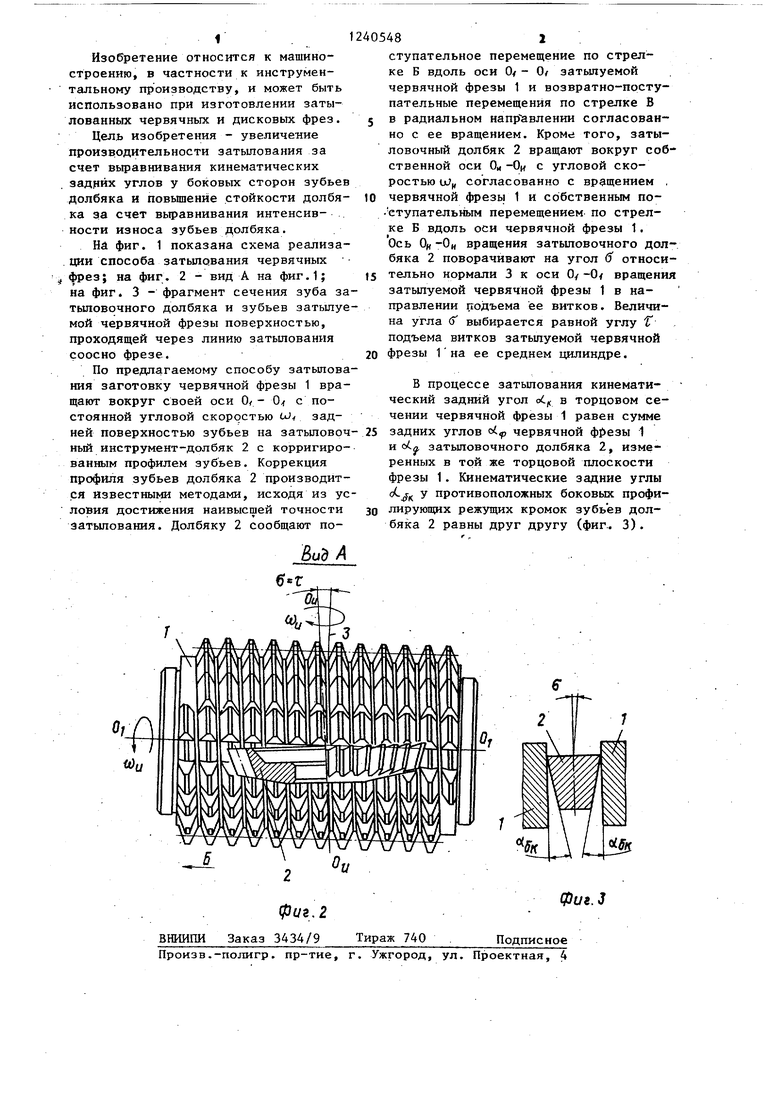
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячных фрез | 1986 |
|
SU1335425A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Способ затылования червячных фрез | 1982 |
|
SU1068267A1 |
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
