4
OD N9
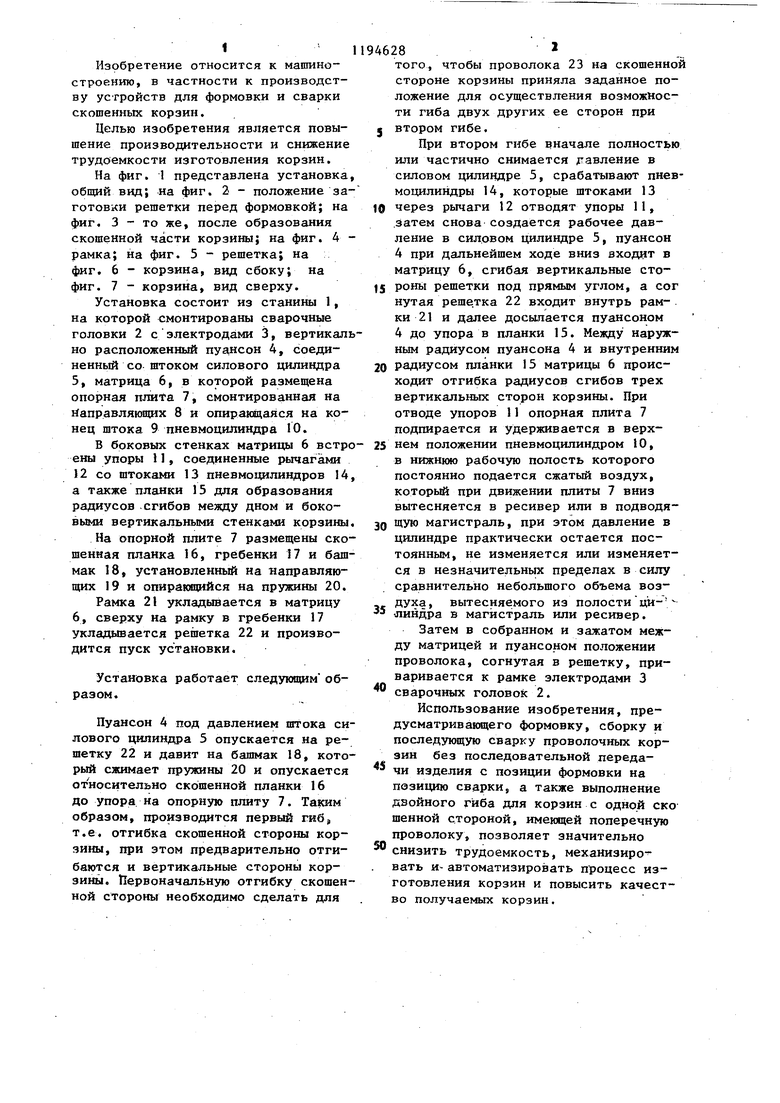
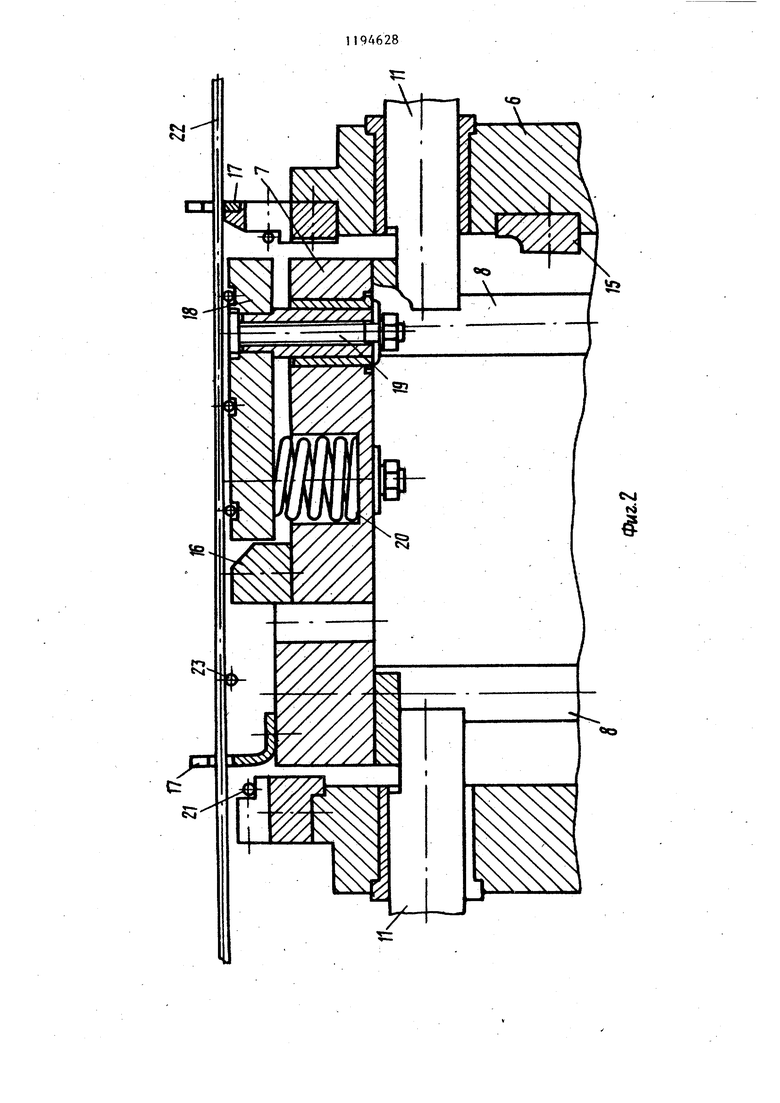
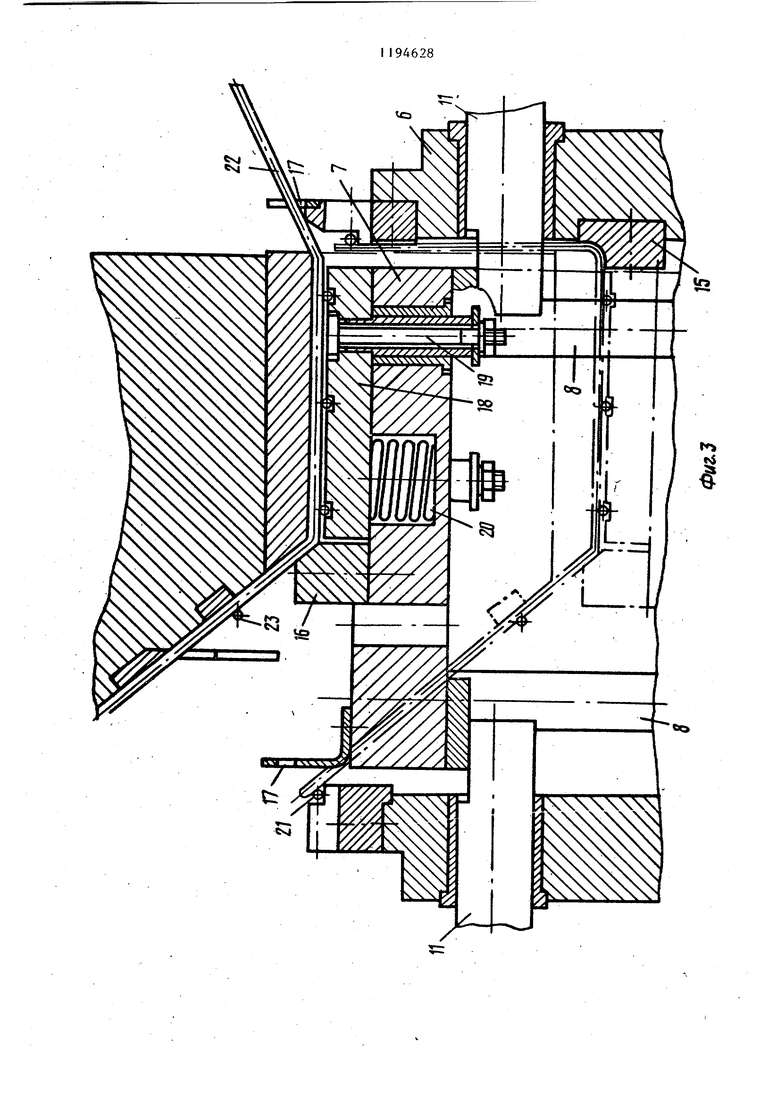
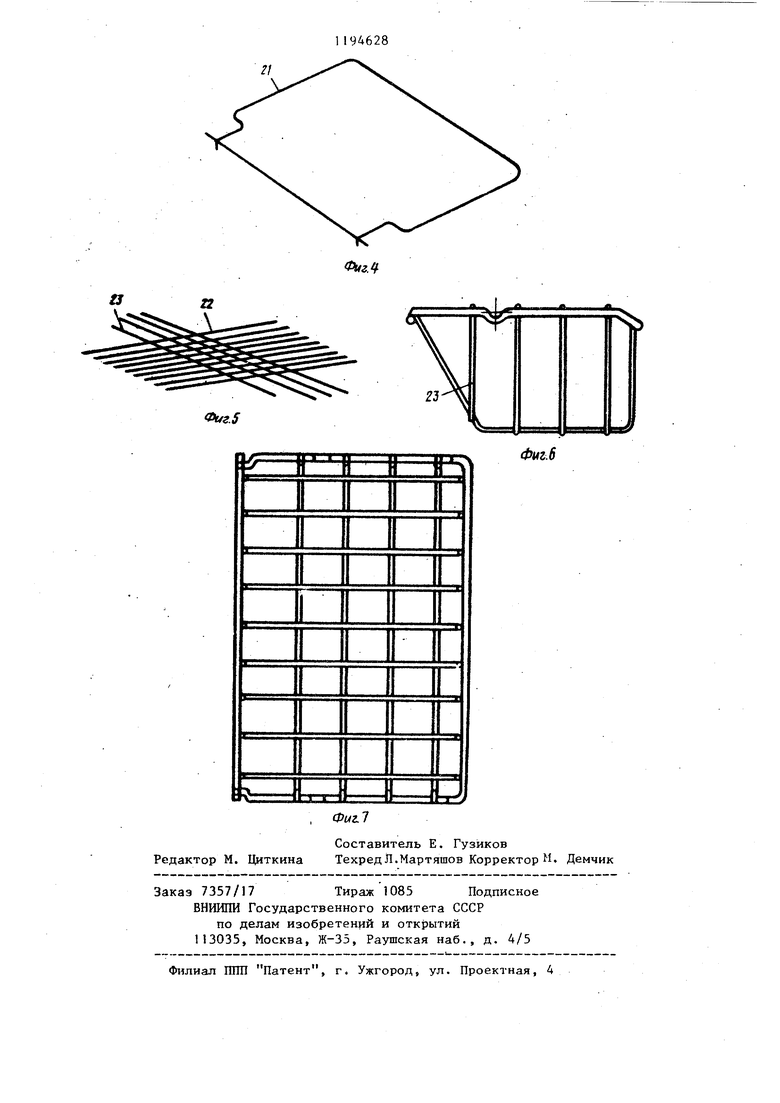
сх 1 Изобретение относится к мапшностроению, в частности к производству устройств для формовки и сварки скошенных корзин. Целью изобретения является повышение производительности и снижение трудоемкости изготовления корзин. На фиг. 1 представлена установка общий вид; на фиг. 2 - положение за готовки решетки перед формовкой; на фиг, 3 - то же, после образования скошенной части корзины; на фиг. А рамка; на фиг. 5 - решетка; на фиг, 6 - корзина, вид сбоку; на фиг. 7 - корзина, вид сверху. Установка состоит из станины 1, на которой смонтированы сварочные головки 2 с электродами 3, вертикал но расположенный пуансон 4, соединенный со штоком силового цилиндра 5,матрица 6, в которой размещена опорная nraita 7, смонтированная на 1 аправляющих 8 и опирающаяся на конец штока 9 пневмоцилиндра Ю. В боковых стенках матрицы 6 встр ены упоры 11, соединенные рычагами 12 со штоками 13 пневмоцилиндров 14 а также планки 15 для образования радиусов сгибов между дном и боковыми вертикальными стенками корзины На опорной плите 7 размещены ско шенная планка 16, гребенки 17 и баш мак 18, установленный на направляющих 19 и опирающийся на пружины 20. Рамка 21 укладывается в матрицу 6,сверху на рамку в гребенки 17 укладывается решетка 22 и производится пуск установки. Установка работает следукицим образом. Пуансон 4 под давлением штока си лового цилиндра 5 опускается на решетку 22 и давит на башмак 18, кото рый сжимает пружины 20 и опускается относительно скошенной планки 16 до упора на опорную плиту 7. Таким образом, производится первый гиб т.е. отгибка скошенной стороны корзины, при этом предварительно отгибаются и вертикальные стороны корзины. Первоначальную отгибку скошен ной стороны необходимо сделать для 8 того, чтобы проволока 23 на скошенной стороне корзины приняла заданное положение для осуществления возможности гиба двух других ее сторон при втором гибе. При втором гибе вначале полностью или частично снимается давление в силовом цилиндре 5, срабатывают пневмоцилиндры 14, которые штоками 13 через рычаги 12 отводят упоры 1I, .затем снова создается рабочее давление в силовом цилиндре 5, пуансон 4 при дальнейшем ходе вниз входит в матрицу 6, сгибая вертикальные сторош 1 решетки под прямым углом, а сог нутая реше.тка 22 входит внутрь рамки 21 и далее досылается пуансоном 4 до упора в планки 15. Между наружным радиусом пуансона 4 и внутренним радиусом планки 15 матрицы 6 происходит отгибка радиусов сгибов трех вертикальных сторон корзины. При отводе упоров 11 опорная плита 7 подпирается и удерживается в верхнем положении пневмоцилиндром 10, в нижнюю рабочую полость которого постоянно подается сжатый воздух, который при движении плиты 7 вниз вытесняется в ресивер или в подводящую магистраль, при этом давление в цилиндре практически остается постоянным, не изменяется или изменяется в незначительньпс пределах в силу сравнительно небольшого объема воздуха, вытесняемого из полости цилиндра в магистраль или ресивер. Затем в собранном и зажатом между матрицей и пуансоном положении проволока, согнутая в решетку, приваривается к рамке электродами 3 сварочных головок 2. Использование изобретения, предусматривающего формовку, сборку и последующую сварку проволочных корзин без последовательной передачи изделия с позиции формовки на позицию сварки, а также выполнение двойного гйба для корзин с одной ско шейной стороной, имеющей поперечную проволоку, позволяет значительно снизить трудоемкость, механизировать и автоматизировать процесс изготовления корзин и повысить качество получаемых корзин.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1992 |
|
RU2062676C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Штамп для гибки угольников | 1985 |
|
SU1335361A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Установка для изготовления арматурных конструкций | 1983 |
|
SU1147534A1 |
| Автоматическая линия для изготовления решеток | 1980 |
|
SU1006002A1 |

УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СКОШЕННЫХ КОРЗИН из прутковых элементов, содержащая станину, приводы сварочного давления, подвижные и неподвижные контактные элементы, состоящие из токоведущих шин и электродов, отличающаяся тем, что, с целью повышения производительности и снижения трудоемкости изготовления скошенных корзин путем последовательной гибки прутковых элементов и сварки на одной позиции, она снабжена пуансоном и матрицей, оснащенной установленной с возможностью перемещения опорной плитой с планкой, выполненной со скосом для изгиба скошенной стороны корзины, и подпружиненным башмаком, приводными упорами, установленными с возможностью взаимодействия с опорной плитой, и фигурной планкой для образования радиусов сгибов между основа(Л нием и боковыми стенками корзины.
Фиг.5
М
И--И И И
И II II II
н «пг
ТГПГТ
F Г 1 П
Фиг.6
| Гидяевич В.А | |||
| Технология и оборудование рельефной сварки | |||
| Л.: Машиностроение, 1976, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
