vl :л
:о
Изобретение относится к оборудованию для изготовления сварных арматурных конструкций и может быть исрользовано в сварочной технике, например при сварке рамок корзин 5 морозильников.
Известна машина для сварки арматурных конструкций, в которой подача поперечных стержней в рабочую зону производится из бункеров, О содержащая станину, сборочный транспортер, сварочный блок, бункеры для рамок и проволоки l .
Однако рамка изготовляется на отдельной машине, где производится 15 ее гибка, а конструкция установки не позволяет производить гибку и формовку концов продольных стержней, так как.рабочая эона пересека ется сборочным транспортером и заня- 20 та бункером для поперечных стержней.
Наиболее близкой к предлагаемой по технической сзпцностн является установка для изготовлезшя арматурных конструкций, содержащая станинуj на которой смонтированы бункер для подачи поперечных стержней, сварочные блоки, механизм для подачи продольных стержней с бункером 2,
Однако на данной установке ив возможно выполнить другие операции, например гибку и формовку концов продольных стержнеЙ9так как рабочая зона занята бункером с проволокой и столом с для стержней что 35 необходимо при изготовлении рамок корзин холодилыетков.
Цель изобретения - раскирение технологической возможиостн установки и повышение производитель- 40 ности.
Указанная цель достигается тем, что установка для изготовления арматурных конструкций, преимущественно рамок, содержащая станину, на 45 которой смонтированы бункер для подачи поперечных стержней, сварочные блоки, механизм для подачи продольных стержней с бункером, снабжена механизмами гибки и формов- 50 ки концов продольных стерхшей,установленными перед механизмом рдя подачи продольных стержней, вьшолненным в виде подпружиненной направляющей, закрепленной с возмож- 55 ностью поворота на бункере для продольных стержней, и шиберного устройства, состоящего из корпуса.
внутри которого установлены с возможностью продольного перемещения вилка, захват и собачка с приводом их перемещения на рабочем конце захвата выполнен наклонньй паз, а сам захват закреплен с возможностью . поворота на оси, установленной в корпусе.
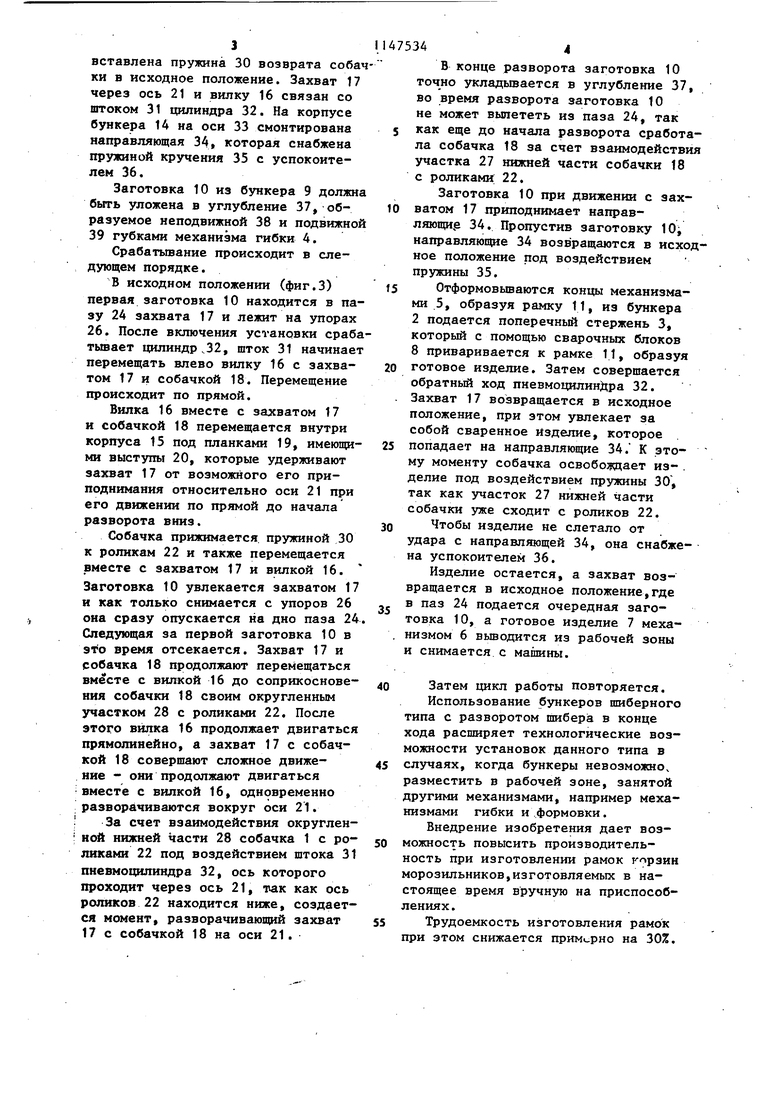
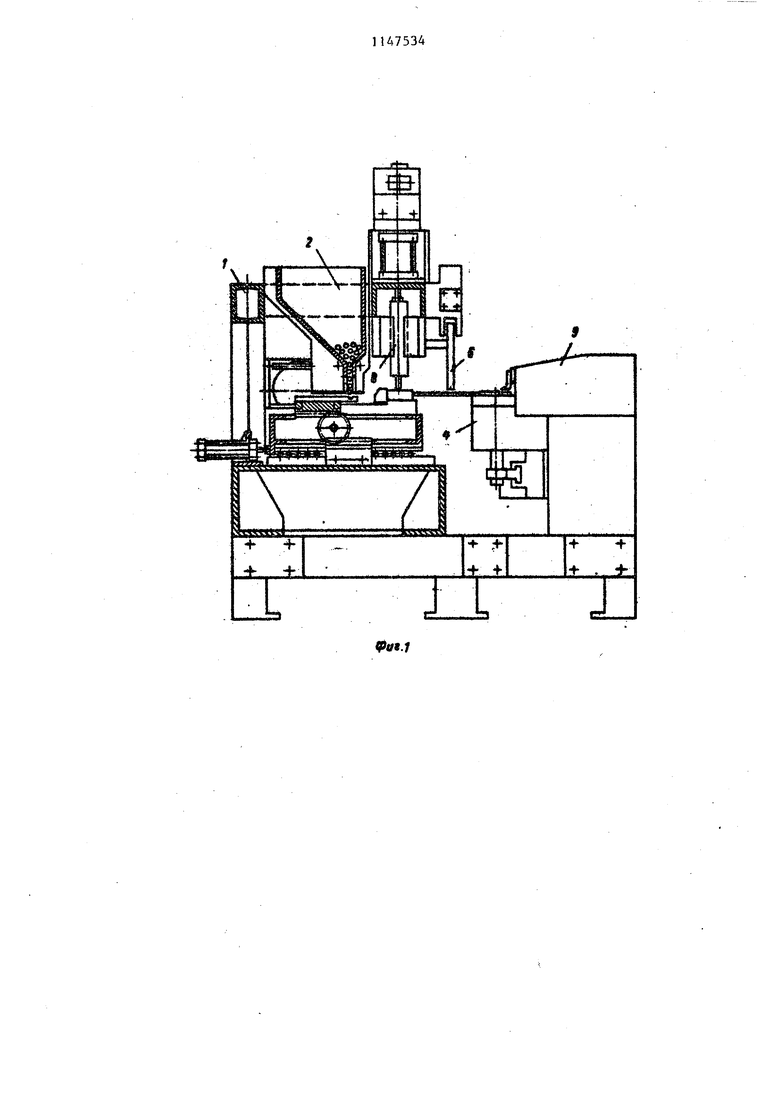
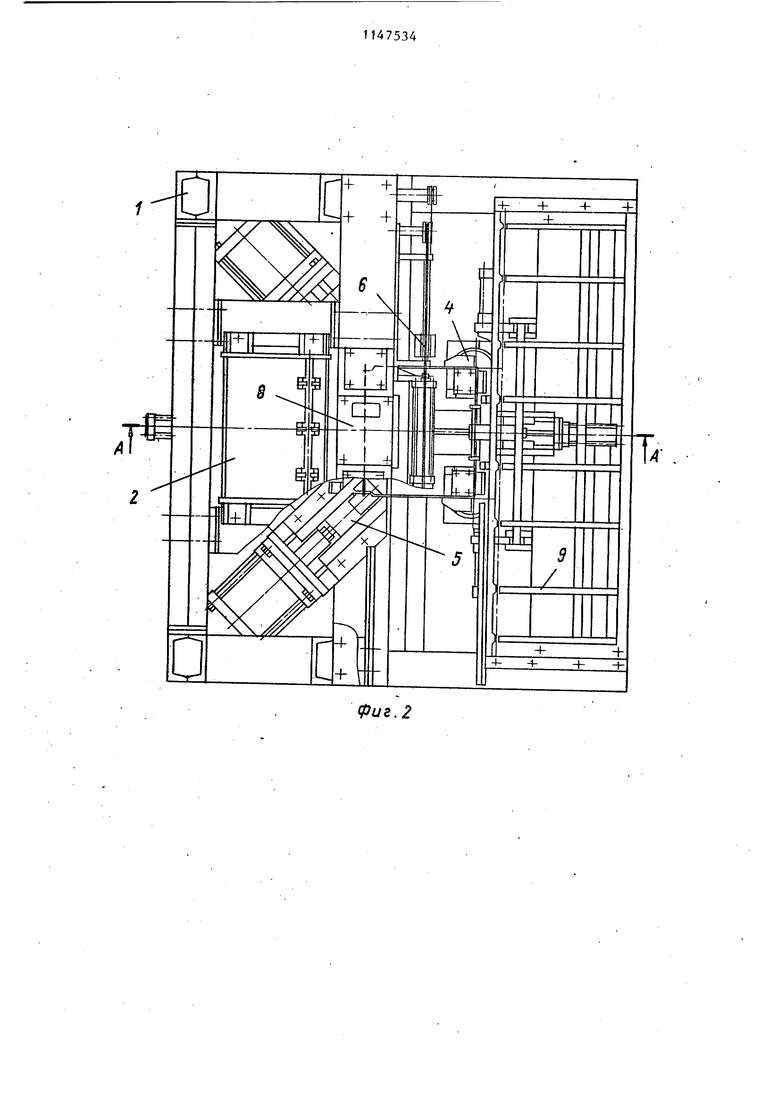
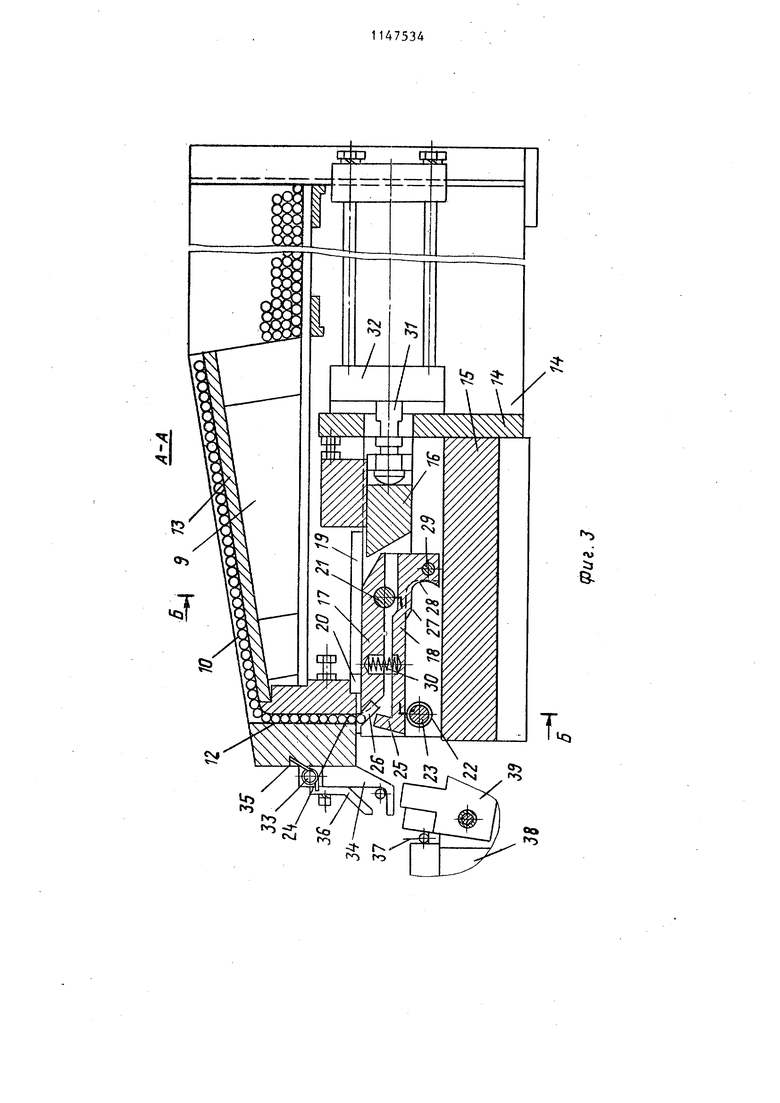
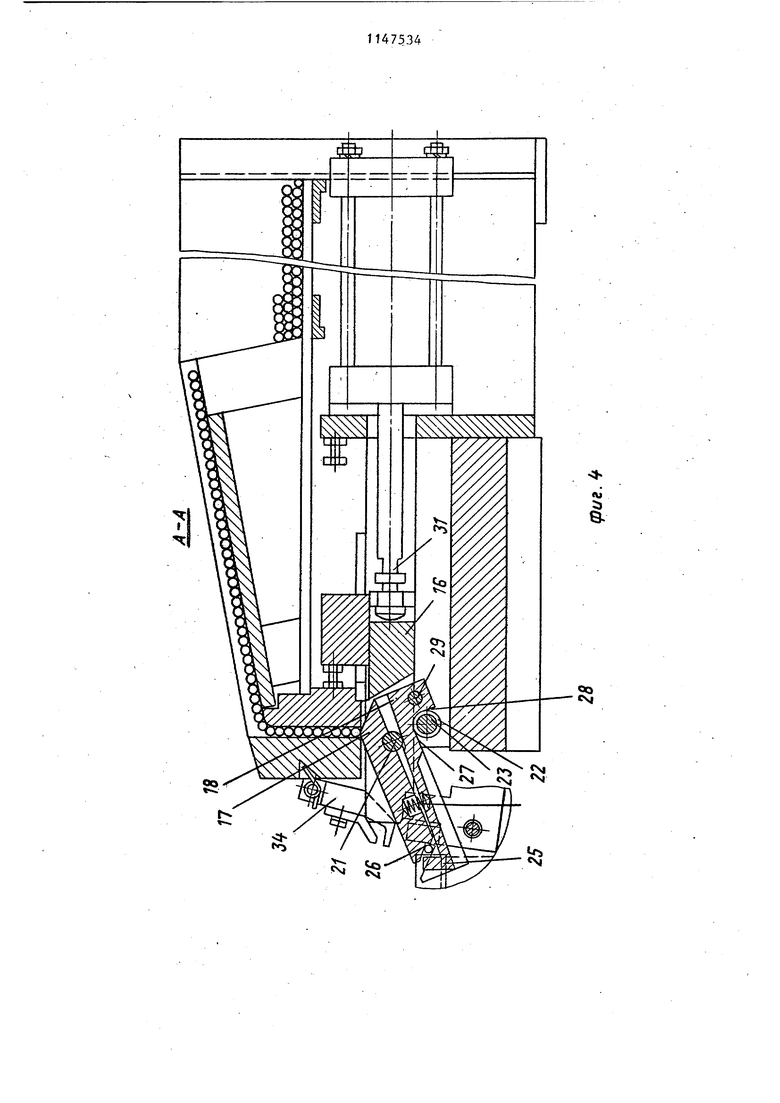
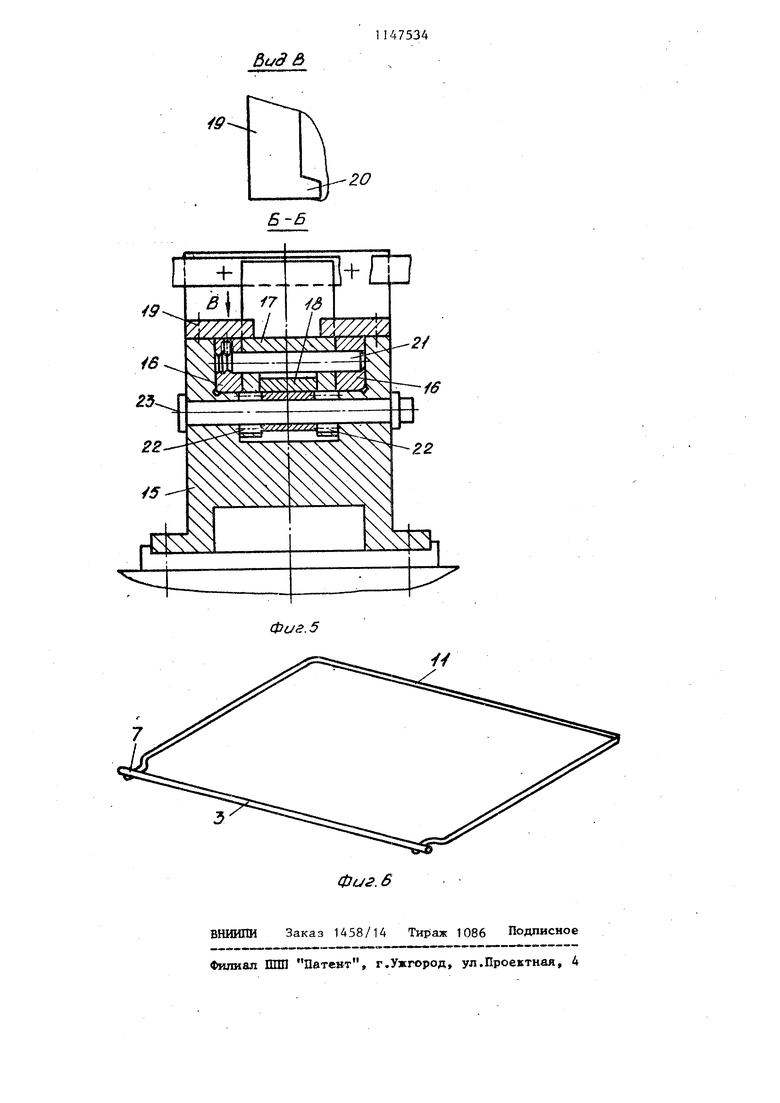
На фиг.1 изображена установка, общий вид, на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.2, исходное положение; на фиг.4 - то же, рабочее положение; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - рамка в сборе.
Установка состоит из станины 1, на которой смонтированы бункер 2 для подачи поперечных стержней, поперечин 3, механизмы гибки 4, механизмы формовки 5, устройство 6 для съема готовых изделий 7, сварочные блоки 8 и бункер 9 для продольных стержней - заготовок 10 рамки 11.
Бункер 9 содержит течку 12, наклонное основание 13для размещения на нем заготовок 10 рамок 11; Под бункером 9 размещено шиберное устройство 14, состоящее из корпуса 15, вилки 16, захвата 17 и собачки 18. Вилка 16 размещена в корпусе 15 с возможностью горизонтального перемещения под планками 19, имеющими выступы 20. На оси 21 вилки 16 смонтирован захват 17, который другим концом опирается на ролики 22, смонтированные в корпусе 15 на оси 23.
Захват имеет наклонный паз 24 дл заготовок 10. Глубина паза выбрана такой, чтобы при срабатывании зуб 2 собачки 18 исключал возможность вылета заготовки 10 во время поворота захвата 17 на оси 21.
В исходном положении (фиг.З) первая заготовка 10 заглублена в паз 24 только на величину своего диаметра, глубже она не может опуститься, так как она лежит на упорах 26, расположенных вне корпуса 15.
Собачка 18 смонтирована в захвате 17. Нижняя часть собачки спрофилирована и состоит из прямолиней-ного участка 27 и округленного 28, .Собачка 18 может разворачиваться относительно захвата 17 на оси 29. Между собачкой 18 и захватом 17
3I
вставлена пружина 30 возврата собачки в исходное положение. Захват 17 через ось 21 и вилку 16 связан со штоком 31 цилиндра 32. На корпусе бункера 14 на оси 33 смонтирована направляющая 34, которая снабжена пружиной кручения 35 с успокоителем 36.
Заготовка 10 из бункера 9 должна быть уложена в углубление 37, образуемое неподвижной 38 и подвижной 39 губками механизма гибки 4.
Срабатывание происходит в следующем порядке.
В исходном положении (фиг.З) первая заготовка 10 находится в пазу 24 захвата 17 и лежит на упорах 26. После включения установки срабатьшает цилиндр ,32, шток 31 начинает перемещать влево вилку 16 с захватом 17 и собачкой 18. Перемещение происходит по прямой.
Вилка 16 вместе с захватом 17 и собачкой 18 перемещается внутри корпуса 15 под планками 19, имеющими выступы 20, которые удерживают захват 17 от возможного его приподнимания относительно оси 21 при его движении по прямой до начала разворота вниз.
Собачка прижимается пружиной 30 к роликам 22 и также перемещается вместе с захватом 17 и вилкой 16. Заготовка 10 увлекается захватом 17 как только снимается с упоров 26 она сразу опускается на дно паза 24. Следующая за первой заготовка 10 в это время отсекается. Захват 17 и собачка 18 продолжают перемещаться вместе с вилкой 16 до соприкосновения собачки 18 своим округленным участком 28 с роликами 22. После этого вилка 16 продолжает двигаться прямолинейно, а захват 17 с собачкой 18 совершают сложное движение - они продолжают двигаться вместе с вилкой 16, одновременно разворачиваются вокруг оси 21. За счет взаимодействия округленной нижней части 28 собачка 1 с роликами 22 под воздействием штока 31 пневмощшиндра 32, ось которого проходит через ось 21, так как ось роликов 22 находится ниже, создается момент, разворачивающий захват 17с собачкой 18 на оси 21.
344
В конце разворота заготовка 10 точно укладьгоается в углубление 37, во время разворота заготовка 10 не может выпететь из паза 24, так как еще до начала разворота сработала собачка 18 за счет взаимодействия участка 27 нижней части собачки 18 с роликами 22.
Заготовка 10 при движении с захватом 17 приподнимает направляющир 34. Пропустив заготовку 10 направляющие 34 возвращаются в исходное положение под воздействием пружины 35.
Отформовываются концы механизмами 5, образуя рамку 11, из бункера 2 подается поперечный стержень 3, который с помощью сварочных блоков 8 приваривается к рамке 11, образуя
готовое изделие. Затем совершается обратный ход пневмоцилин ра 32. Захват 17 возвращается в исходное положение, при этом увлекает за собой сваренное Изделие, которое
попадает на направляющие 34. К зтому моменту собачка освобождает из- . делие под воздействием пружины 30, так как участок 27 нижней части собачки уже сходит с роликов 22.
Чтобы изделие не слетало от
удара с направляющей 34, она снабжена успокоителем 36.
Изделие остается, а захват возвращается в исходное положение,где в паз 24 подается очередная заготовка 10, а готовое изделие 7 механизмом 6 выводится из рабочей зоны и снимается с машины.
Затем цикл работы повторяется.
Использование бзшкеров шиберного типа с разворотом шибера в конце хода расширяет технологические возможности установок данного типа в
случаях, когда бункеры невозможно, разместить в рабочей зоне, занятой другими механизмами, например механизмами гибки и формовки.
Внедрение изобретения дает возможность повысить производительность при изготовлении рамок корзин морозильников,изготовляемых в настоящее время вручную на приспособлениях.
Трудоемкость изготовления рамок при этом снижается примерно на 30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления рамок | 1986 |
|
SU1407726A1 |
| Устройство для контактной сварки арматурных каркасов | 1982 |
|
SU1178558A1 |
| Машина для автоматической формовки задников | 1937 |
|
SU62839A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Устройство для группирования стержнеобразных изделий | 1981 |
|
SU986823A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОНСТРУКЦИЙ, преимущественно рамок, содержащая станину, на которой смонтированы бункер для подачи поперечных стержней, сварочные блоки, механизм для подачи продольных стержней с бункером, о тличающаяся тем,; что, с целью расширения технологических возможностей и повьш1ения производительности, установка снабжена механизмами гибки и формовки концов продольных стержней, установленными перед механизмом для подачи продольных стержней, выполненным в виде подпружиненной направлякицей, закрепленной с возможностью поворота на бункере для продольных стержней, и шиберного устройства, состоящего из корпуса, внутри которого установлены с возможностью продольного перемещения вилка, захват и собачка сл с приводом их перемещения, на рабочем конце захвата выполнен наклонный паз, а сам захват закреплен с возможностью поворота на оси, установленной в корпусе.
9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU352731A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU263777A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
