1
Изобретение относится к механосборочным работам и может быть использовано при образовании соединени типа вал-втулка, например при изготовлении сборных матриц для холодной объемной штамповки.
Известен способ соединения деталей типа вал-втулра путем запрессовки одной детали в другую, при котором сопрягаемую поверхность . одной из деталей соединения выполняют криволин ной lj .
Однако известный способ соединени не обеспечивает равномерного распределёния окружных напряжений в охватываемой детали типа вала. Неравномерное распределение окружных напряжений в указанной детали снижает стойкЪстъ соединения.
Целью изобретения является повышение стойкости соединения.
Поставленная цель достигается тем, что согласно способу соединения деталей типа, вал-втулка путем запрессовки одной детали в другую, при котором сопрягаемую поверхность одной из деталей соединения выполняют криволинейной, сопрягаемую поверхность детали типа вала выполняют вогнутой с соотношением наибольшего и наименьшего диаметров, определяемым выражением d2 d « ( d)
).(0,1 -0,3),
где d - наименьший диаметр вала;
d - наибольший диаметр вала;
djj-внутренний диаметр втулки, при этом перед запрессовкой на концевые участки одной из деталей соединения длиной I (0,1 - 0,3) Н , где Н - длина соединения, наносят антифрикционное покрытие, а на оставшуюся центральную часть наносят фрикционное покрытие.
В качестве антифрикционного покрытия используют дисульфид молибдена в качестве фрикционного - металлический крокус.
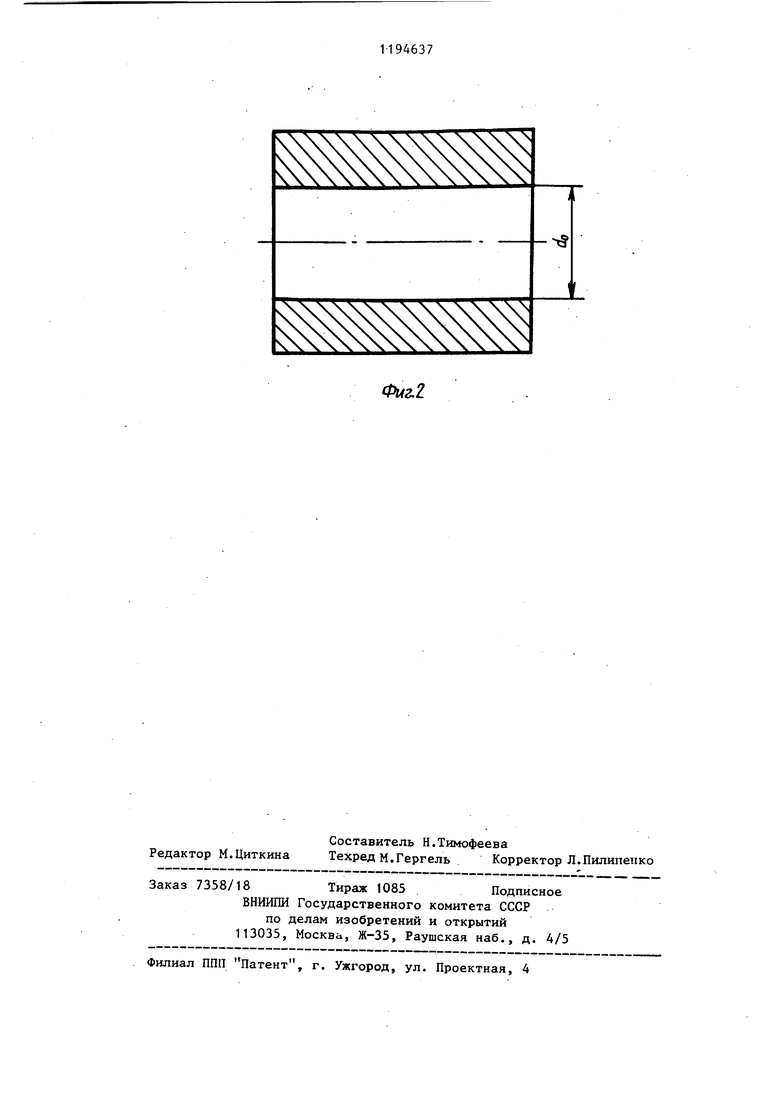
На фиг.1 показана охватываемая деталь соединения; на фиг.2 - охватывающая деталь соединения.
Способ осуществляют следующим . образом.
Наружную поверхность охватьшаемой детали соединения выполняют вогнутой с соотношением наибольшего и наимень4637 2
шего диаметров, определяемым выражением
d2 d, + (d,-dJ40,1 - 0,3), где d| - наименьший диаметр охватываемой детали типа вала;
d. наибольший диаметр охватываемой детали типа.вала;
внутренний диаметр охватыQ вающей детали типа втулки. , Затем На концевые участки сопрягаемой поверхности одной из деталей соединения длиной 2 (0,1 - 0,3)Н, наносят антифрикционное покрытие, например дисульфид -молибдена, а на оставшуюся часть - металлический крокус, после чего одну деталь запрессовывают в другую. Антифрикционное покрытие наносят для создания у торца соединения напряженного состояния, близко к плоско-деформированному. При этом распределение окружных напряжений в охватываемой детали становится более равномерным.
Применение антифрикционных покрытий при сборке соединения может привести к его распрессовке. Для устранения этого эффекта на центральную часть сопрягаемой поверхности наносят фрикционное покрытие.
0 П р и м е р. По предложенному способу изготовили соединение двух деталей. Охватывающую деталь выполняли из стали 4Х5МФС (HRC50 - 52) ,с на-ружным диаметром 140 мм, сопрягаемым
5 диаметром 60 мм, высотой 120 мм. Охватываемую деталь выполняли из стали Р6М5 (HRC61 - 63) с наружным диаметром .у торца 60,40 i 0,02 мм, а в центральной части с наружным диаметром 60,3 t 0,02 мм. При этом натяг соединения составляет 0,3 мм. На концевые участки длиной 30 мм наружной поверхности охватываемой детали типа вала наносили антифрикционное покрытие - дисульфид молибдена,а на оставшуюся часть - металлический крокус.Затем запрессовывали одцу деталь в другую усилием 0,8 МН.
Окружные напряжения возникающие
0 в соединении, изготовленном по предложенному способу, практически постоянны по всей длине.
Стойкость соединений, изготовленных по предложенному способу.выше
5 30-50% по сравнению с базовьм объек;ТОМ.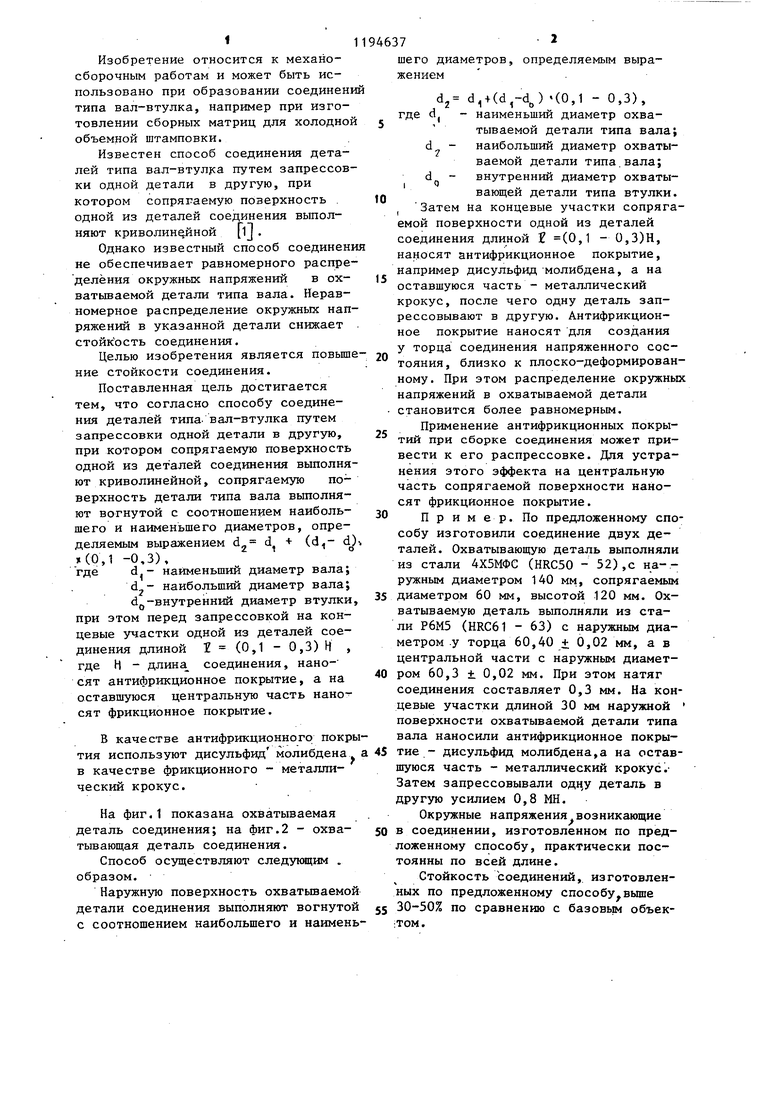
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВТУЛКИ | 2014 |
|
RU2572675C1 |
| Способ получения антифрикционных материалов | 1970 |
|
SU443792A1 |
| Способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталей | 1990 |
|
SU1795163A1 |
| Способ неподвижного соединения деталей | 1985 |
|
SU1371836A1 |
| КОМПОЗИЦИЯ ДЛЯ САМООТВЕРЖДАЮЩЕГОСЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2005 |
|
RU2285019C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 1992 |
|
RU2074992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2267034C2 |
| КОМПОЗИЦИЯ ДЛЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1995 |
|
RU2099369C1 |
1. СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА путем запрессовки одной детали в другую, при котором сопрягаемую поверхность одной из деталей соединения выполняют криволинейной, отличающий С я тем, что, с целью повьшения стойкости соединения сопрягаемзто поверхность детали типа вал выполняют с соотношением наибольшего и наименьшего диаметров, определяемым выражением dg d, t (d,-dg).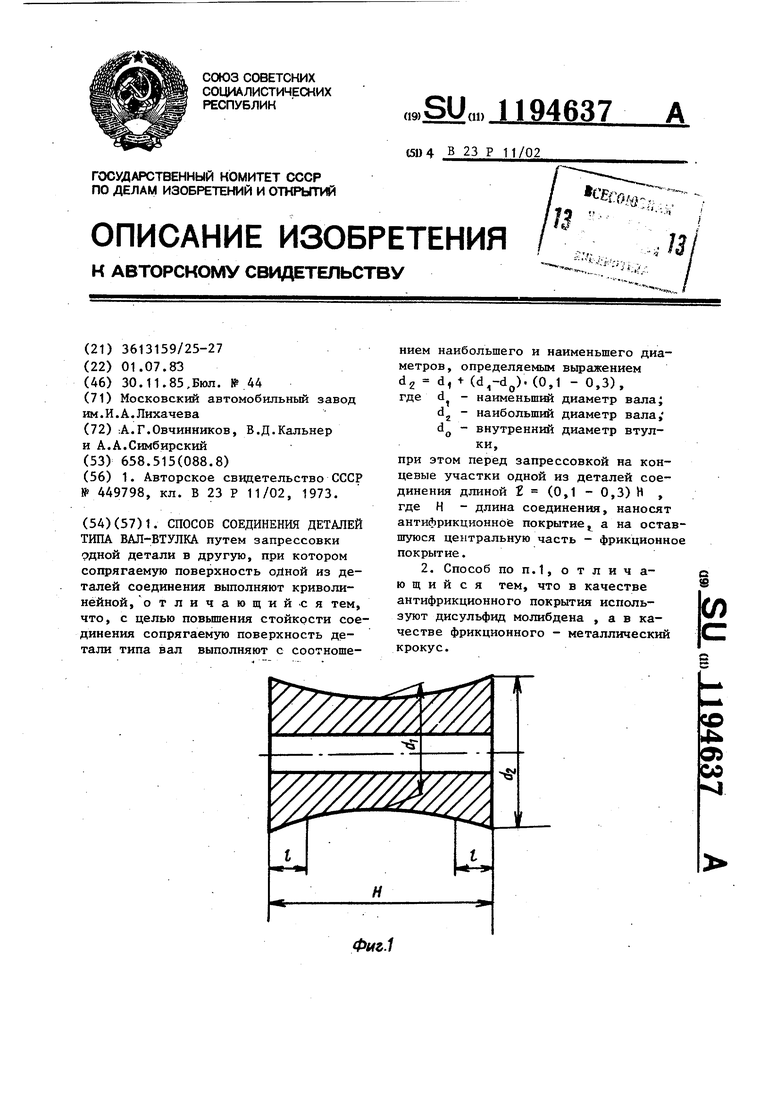
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изго овления составных контейнеров | 1973 |
|
SU449798A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
