со
оо со
О5
Изобретение относится к машиностроению, в частности к способам неподвижного соединения с натягом деталей типа вал - втулка.
Цель повышение надежности соединения при многократной его сборке-разборке и снижение трудоемкости способа.
Способ осуществляется следуюп1им образом.
Наносят, например, фрикционным методом на сопрягаемую поверхность по крайней мере одной из деталей, предварительно обезжиренную, слой поверхностно- активного легкоокисляюшегося металла-.мо- дификатора, например натрия. Затем осуществляют сборку продольным или поперечным методом и последующую разборку сое- дине1П(й под прессом.
Схватывание предотврап1ается благодаря тому, что при нанесении металла-модификатора, например натрия, происходит его диффузия в поверхностный слой детали. При сборке и, 1и разборке соединений на прессе в точках ко)1тактирования поверхностей, особенно в начальные моменты схватыва- 1П1я, наблюдается значительное повьинение температуры. При сборке поперечным .методом нагрев контактируюпшх поверхностей осуществляется за счет нагрева втулки. При металла-модификатора в поверхностный слой металла сопрягаемых деталей происходит измельчение его структуры, что предотвращает схватывание. Таким образом, при сборке-разборке соединений внутреннее трение переходит во нее и схватывание поверхностей предотвращается.
Кроме того, при сборке и разборке окись натрия, представляюп1ая собой твердый по- ропюк и образуюнгаяся в результате окисления натрия на воздухе, ведет себя как третий элемент, по которому происходит скольжение вала во втулке, что также частично снижает вероятность схватывания.
Пример. С пелью экспериментального апробирования предлагаемого способа и сравнения с известными изготовляют образцы прессовых С(;единений. Охватываю- niVK) дета. Из выпо.мняют в виде втулки с наружным диаметром DI 45 мм и внутренним Di 30 мм, а охватываемую деталь - в виде сплошного вала. Длина соединения L 20 мм. Материал вала ВТ5
5 (от 750 МПа). Материал втулки сталь 45 (ст 340 МПа).Посадочные поверхности деталей обрабатывают точением с шероховатостью вала и втулки Ra : 2,5 мкм (Нг 16 мкм). Натяг в соединении путем селективного подбора выбирают рав
0 ным 30 ± 5 мкм.
Соединения собирают двумя способами: поперечным методом с нагревом втулки в муфельной печи, на гидравлическом прессе. Причем осуществляют сборку без покрыj тия и с покрытием Ga по известному и Na по предлагаемому способам. Перед нанесением покрытий по предлагаемому и по известному способам посадочную поверхность вала обезжиривают и покрытия (натрий, галлий) наносят фрикционным методом. Тол
20 шину покрытий контролируют косвенным методом по количеству наносимого покрытия, определяемого тщательным взвешиванием валов до нанесения покрытия и после на аналитических весах с точностью КТ г
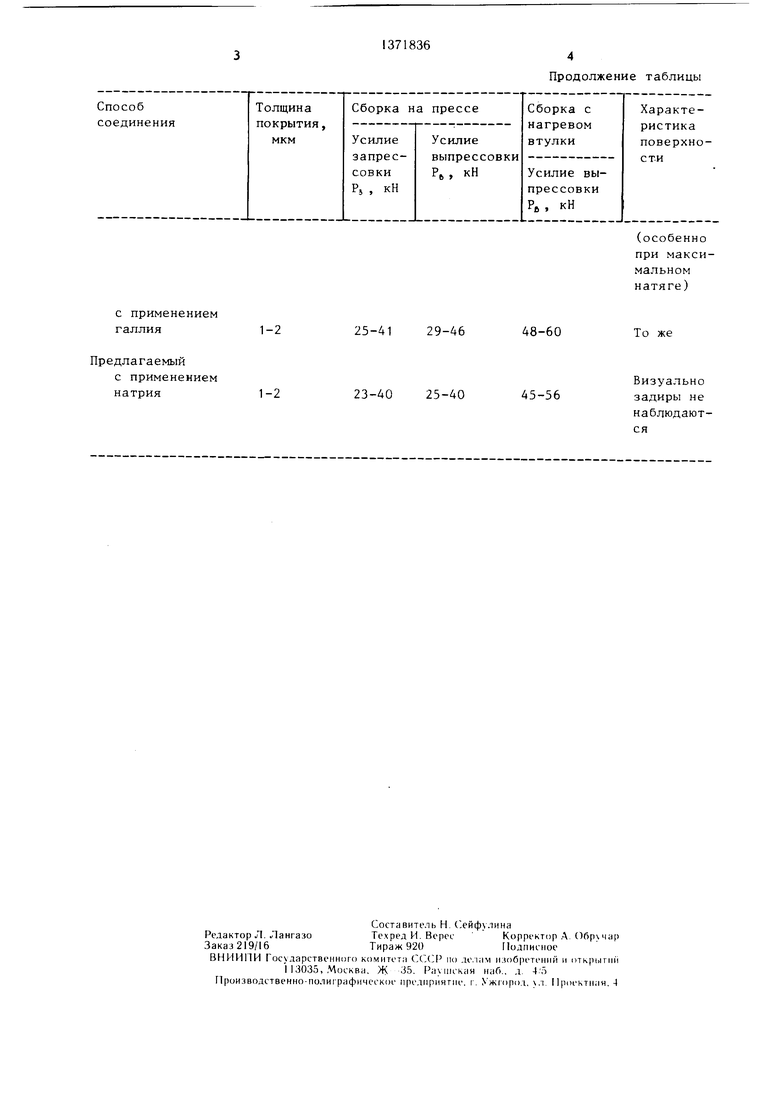
25 Сравнительные результаты испытаний прелЧлагаемого способа и известных представлены в таблице.
0
Формула изобретения
1.Способ неподвижного соединения деталей с натягом, включающий нанесение фрикционным методом покрытия из поверхностно-активного металла по меньшей мере на одну из сопрягаемых поверхностей двух деталей толщиной в 5-20 раз меньше сред5 ней высоты неровностей от механической обработки и сборку деталей путем нагрева или запрессовки, отличающийся тем, что, с целью повышения надежности соединения при многократной его сборке-разборке, покрытие выполняют путем нанесения легкоокисляющегося металл а-модификатора.
2.Способ по п. 1, отличающийся тем, что, с целью снижения трудоемкости, в качестве легкоокисляющегося металла-модификатора используют натрий.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неподвижного соединения деталей | 1982 |
|
SU1031712A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА С НАТЯГОМ | 1999 |
|
RU2155122C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2010 |
|
RU2428295C1 |
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2535107C2 |
| СПОСОБ ФИКСАЦИИ ИЗНОШЕННЫХ СОЕДИНЕНИЙ "ВАЛ-ПОДШИПНИК" ШПИНДЕЛЬНЫХ УЗЛОВ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ ПРИ ПОМОЩИ ПОЛИМЕРНОЙ НАНОКОМПОЗИЦИИ | 2021 |
|
RU2812883C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛИ С КОЛЬЦОМ ПОДШИПНИКА | 2010 |
|
RU2445524C2 |
| Способ соединения с натягом деталей типа вал-втулка | 1980 |
|
SU1042943A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2009 |
|
RU2450904C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ | 2012 |
|
RU2508181C2 |
Изобретение относится к технологии машиностроения и может быть использовано в механосборочном производстве, в частности при сборке соединений с натягом. Целью изобретения является повып1ение надежности соединения при обеспечении его многократной разборки и снижение трудоемкости способа. По крайней мере на одну из сопрягаемых поверхностей наносят покрытие из легкоокисляющегося металла-модификатора, например натрия, толщиной в 5 - 20 раз меньше средней высоты неровностей от механической обработки на сопрягаемых поверхностях деталей. Осуществляют сборк деталей поперечным или продольным методом. При введении в зону контакта легкоокисляющегося металла-модификатора происходит его диффузия в материалы соединяемых деталей, способствующая измельчению структуры материала сопрягаемы.х поверхностей. Образующиеся окислы ведут себя как твердая смазка, что предотвращает, схватывание за счет перехода внутреннего трения во внещнее. 1 з.п. ф-лы. 1 табл. (Л
Известный:
без ги1кр)1гия
18-30
39
27-59
Имеются следы за- диров
с применением галлия
1-2
Предлагаемый
с применением натрия
1-2
Продолжение таблицы
(особенно при максимальномнатяге)
25-41
29-46
48-60
То же
25-40
45-56
Визуально задиры не наблюдаются
| Способ неподвижного соединения деталей | 1982 |
|
SU1031712A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
