4
О О)
Изобретение относится к изготовлению абразивного инструмента, используемого для шлифования оптического стекла.
Цель изобретения - повысить производительность и качество шлифования изделий из оптического стекла путем обеспечения однородности распределения компонентов связки в объеме абразивного инструмента, а также путем обеспечения деструкции обрабатываемой поверхности.
Указанная цель достигается тем, что в металлическую связку для абразивного инструмента, содержащую медь, легкоплавкий металл, аэросил и смесь переходного металла IV периода периодической системы дополнительно введен хлорид, бромид или йодид калия, в качестве легкоплавкого металла - олово, а в качестве окиси переходного металла - окись хрома, при этом компоненты Массы взяты в следующем соотношении, мас.% Олово6,0-10,0
Окись хрома 5,0-20,0 Аэросил 1,0-2,5 Хлорид, бромид или йодид калия1,5-10,0 Медь Остальное
Как показали исследования, окись хрома хорошо смешивается с аэросилом и со всеми остальными компонентами связки, что позволяет равномерно распределить алмазные микропорошки в объеме шихты связки, что в свою очередь определяет качественны показатели обработки.
Олово уменьшает вероятность появления агрегатов микропорошков алмаза на границах легкоплавкой фазы в процессе спекания и горячего прессования.
Аэросил целесообразно использовать модифицированный, гидрофобный, например марки А-300. Введение его в связку способствует повышению качства смешивания всей композиции алмазоносной шихты, а также в определенной степени влияет на процесс обработки и на физико-механические свойства материала связки. Так, например, введение его в предлагаемую связку более 2,5% приводит к сильному охрупчиванию материала, а менее 1,0% не позволяет достичьпри
смешивании алмазоносной шихты хорошей гомогенности.
Введение в состав предлагаемой связки хлорида, бромида или йодида
калия повьш1ает технологичность связки и производительность обработки благодаря тому, что в совокупности с другими свойствами материала сйязкивведение данных галогенов в
указанном соотношении позволяет повысить режущие свойства инструмента. Это происходит за счет того, что в процессе тонкого алмазного шлифования оптических деталей из стекла в зоне обработки в присутствии
водных растворов СОЖ образуются комплексные соединения солей кремниевой кислоты с реакционноспособными галогенами калия и других металлов,
образовавшимися в процессе спекания, о чем свидетельствует повышение почти в 2 раза электрической проводимости раствора СОЖ до и после обработки .
Эти соединения, с одной стороны, способствуют деструкции обрабатываемой поверхности и облегчая процесс диспергирования, повышают производительность, а с другой, обеспечивают
алмазному инструменту хорошие условия для стабильной работы в режиме самозатачивания, т.е. практически исключается потребность в правке инструмента, что подтверждено результатами экспериментальных
.исследований.
Спекание связки производится на воздухе при . При этом давление брикетирования составляет 300 МПа,,
а горячей допрессовки - 100 МПа. Такая технология изготовления позволяет получить оптимальные физико-механические свойства связки. Так, на;пример, твердость связки может варьироваться в пределах 40-80 ед. HRB в зависимости от условий обработки, а ударная вязкость находится в пределах (0,070-0,190) 102 кДж/м2. Для апробирования бьши проведены
сравнительные лабораторные испытания инструмента на предлагаемой и известной связках. С этой целью были изготовлены алмазные таблетки АТб 10 3-АСН 20/14-12,5% по рецептуре составов, приведе 1ных в таблице. Эти таблетки бьып напаяны на планшайбу ф 200 MFi и расположены по логарифмической спирали. Испытания
проводились на станке PLM-400 (фирмы LOH ФРГ) при тонком алмазном шлифовании деталей из стекла марки К8 00 мм. ..
ежим, шлифования: Частота вращения
650 инструмента, 1/60 с 700 Усилие прижима, Н .Время ДБ.хода поводка, с Длина штриха, мм
20%-ный СОЖ раствор глицерина в воде.
Результаты испытаний сведены в таблицу. Инструмент на известной свя,зке показал отдельные недопустимее царапины и низкую производитель ность обработки.
1946604
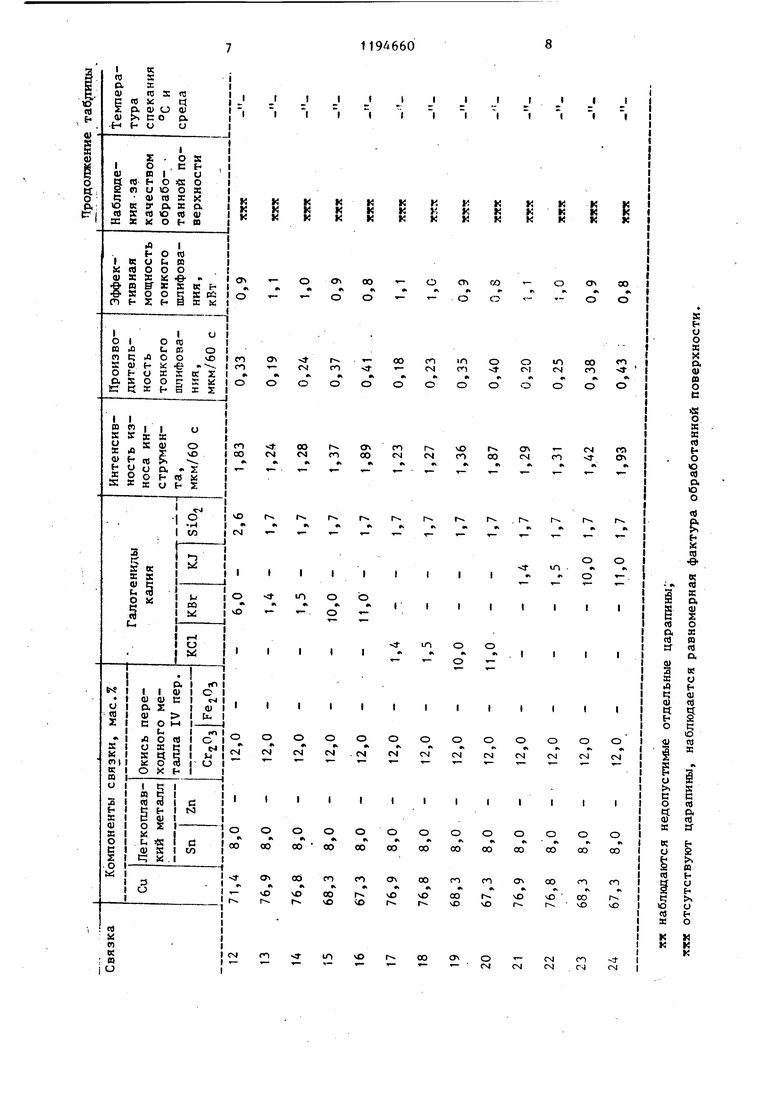
Инструмент на предлагаемой связке показал хорошее качество обработки - отсутствуют царапины, фактура обработанной поверхности равномер5 ная. Это способствует более быстрой и качественной окончательной полировке стекла.
Данные, приведенные в таблице, обосновывают граничные значения компонентов связки. Так, связка 1 из-за недостаточного содержания олова имеет недопустимо большой износ алмазного слоя инструмента, а связки 8, 16, 20, 21 имеют тот же недостаток из-за сильного охрупчивания
связки избытком окиси хрома, аэросила и галогенов калия соответственно. Связки 13, 17, 21 показали низкую производительность из-за недостаточного процентного содержания галогенов калия, что является доказательством эффективного влияния их на процесс шлифования стекла.
I
п о m
tSi
m
к п s п)
и « «.. «
о О О 1
р, и о
g,& F к о
р. и Е о
Ct
I §g
nIи
ьо «о
ию оts
(U«t tcX
irо, жо
се ю ta
X о Н
0I
ноя). I к и Сч m м rt о о о 01 аз «
:|g|§
Р1 h ж Ь
О чО
о
1- ем
ч Я
А
§
о
Ж
к я
г
со
к ш
(У1
CS
nj
о р.
S
О ЕЙ nj д о Н
1
«ч
о
ч
о
- А
чО
I
m о m
и о
8
г- «
i ё 1
к
i
;
к
к к14
к
oO o O-c4CS «Ч«Ч «#1#«П««
О-О ---rOtjN--O-O-Cy O
п CS1 CN fO rOCvl ГО
А
О
оооооооо
1Г1 crsf т t 1Л ю )
СО
-г-.--r- -CNloOCSCvl
1Г|
r r i h r--r-.O
91
сч
,-,-0I I I I I I I I
о
оооооооо
ч
М«ч | «ч ч«i«
чО
чО О чО vD чО чО чО -чО

| название | год | авторы | номер документа |
|---|---|---|---|
| Металлокерамическая связка для изготовления алмазного обрабатывающего инструмента | 1987 |
|
SU1477532A1 |
| Металлическая связка | 1979 |
|
SU833433A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1764981A1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1593935A1 |
| Связка для изготовления абразивного инструмента | 1977 |
|
SU707791A1 |
| Металлическая связка для алмазного инструмента | 1981 |
|
SU1034886A1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| Керамическая связка для изготовления алмазного инструмента | 1985 |
|
SU1247253A1 |
МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА, включающая медь, легкоплавкий металл, аэроскл и окись переходного металла IV периода периодической системы, отличающаяся тем, что, с целью повьпаения производительности ошифования оптического стекла и качества его обработки, она дополнительно содержит хлорид, бромид или йодид калия, в качестве легкоплавкого металла - олово , в качестве окиси переходного металла - окись хрома, при этом компоненты взяты в следующем соотношлении, мае.%: Олово6-10 Окись хрома5-20 Аэросил1,0-2,5 Хлорид, бромид или йодид ка(Л лия1,5-10,0 МедьОстальное
6
о
Ok
t
ооооооооооо
«чЛЛЛ чЛ ЛЖ л
смC4fMCM J-mO C4 СЧ
ю
1Л l-v
ON
г-
« «
а§
к
п)
Ш 01
ё-й
ж
ооооооооо
(P4«lA
о - оо 00 оо оо 00 00СО
спслгогогосо -
Ь ЧА«ЧМ« Ъ««
OC3NOCI v:tr cnro Г- чОООг чО.чОг Г ГLTi чо г-- 00 c
CM со
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 0 |
|
SU292757A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
