Известен станок для изготовления патрубков из листовых (ленточных) материалов путем навивки ленты на нрашающуюся оправку (форму).
Описываемый станок для изготовления патрубков по сравнению с известным позволяет получать патрубки переменных сечений, н патрубки, не имеюндие формы тел вращения.
Для этого станок выполняют с зажимным устройством, обеспечивающим постоянное натяжение набегающего конца ленты нри навивке, например, путем применения гидравлической или пневматической передачи.
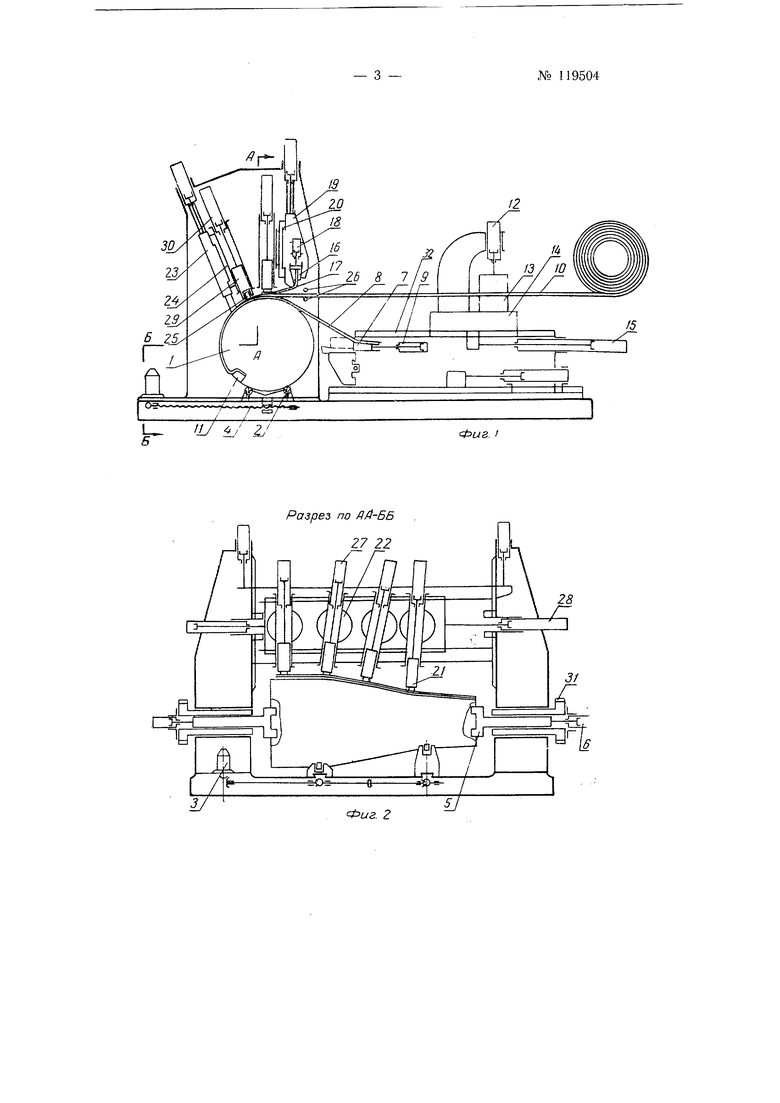
На фиг. 1 изображена схема станка; на фиг. 2 - разрез но АА - ББ на фнг. 1.
Оправка / (форма) устанавливается на выведенные люнеты 2. Посредством электродвигателя 5 и винта 4 поперечной подачн люнеты 2 с оправкой 1 подводятся к зажимам 5 и зажимаются гидроцилиндром 6. В зажим 7 помещается подкладка 8, кото1;ая зажимается нри помощи гидроцилнндра 9. Конец металлической ленты 10, из которой изготовляется патрубок, закрепляется в зажиме //. Лента 10 зажимается при помощи гндроцилиндра 12 в зажимном устройстве 13, расположенном между оправкой / и кронштейном, на котором установлен рулон ленты. Каретке 14 дается задний ход при помоп;и гидроцнлиндра 15, н таким путем производится формовка ленты в продольном направлении. Затем в зажиме 16 устанавливается накладка 17 и зажимается под воздействием гидроцилиндра 18. К олравке / подводится траверса 19 радиальной подачи каретки 20 вибраторов 21, которые смонтированы на образующей поверхности оправки / при помощи поворотных приспособлений 22.
К оправке 1 подводится траверса 23 радиальной подачи каретки .24 выколоточных молотков 25. Устанавливается режим работы установки 26 токов высокой частоты для подогрева формируемой ленты. При по№ 119504
мощи гидроцилиндра 15 создается постоянное натяжение набегающего на оправку конца ленты 10 в процессе навивки ее на вращающуюся оправку /. Вибраторы 21 приводятся в действие гидроцилиндром 27. Продольное перемещение каретки 20 осуществляется гидроцилиндром 28. Режим работы выколоточных молотков 25 задается частотою ударов вибраторов 29, усилие нажима при помощи гидроциливдра 30, а частота хода каретки 24 выколоточных молотков - -при помощи гидроцилиндров (не показанных на чертеже).
После установки режима работы механизма 31 поперечной подачи оправки / включаются в работу все узлы станка. При повороте оправки / на 360° происходит формование патрубка путем навивки ленты на оправку. По окончании формования патрубка подкладка 8 при помощи суппорта 32 выводится из рабочего положения. Вибраторы 21 при помощи траверсы 19 отводятся в верхнее положение и в то же положение отводятея выколоточпые молотки 25 при помонш траверсы 23.
Предмет изобретения
1.Станок для изготовления патрубков из листовых (ленточных) материалов методом навивки ленты на вращающуюся оправку (форму), отличающийся тем, что, с целью получения патрубков переменных сечений, а также не имеющих формы тел вращения, станок выполнен с зажимным устройством, спрофилированным в соответствии с формой патрубков, обеспечивающим постоянное натяжение набегающего конца ленты при навивке, например, путем применения гидравлической или пневматической передачи.
2.В станке по п. 1 применение, выколоточных молотков, с целью устранения остаточных напряжений после формообразования.
/// «./ г Uqbws. / /3/7/9
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Вибропрессовальный станок для изготовления бетонных камней (блоков) | 1955 |
|
SU109954A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| Станок для ремонта внутренней бортовой части автопокрышек методом горячей вулканизации | 1951 |
|
SU94449A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |