1 1
Изобретение относится к приспособлениям для настройки калибра применительно к клетям с многовалентным калибром и является усовершенствованием известного устройства по авт.св № 1139527.
Цель изобретения - повышение производительности за счет снижения трудозатрат при настрОуке валков клети.
Дополнительнее изобретение поясняется чертежами, где на фиг.1 показано устройство дЛя настройки прокатной клети с многовалковым калибром; на фиг.2 - вид А на фиг. 1; на фиг.3-5 - схема настройки опорных валков и калибра клети.
Устройство 1 для настройки прокатной клети с многовалковым калибром (фиг.1 и 2) содержит упор 2, скрепленный с платиком станины клети и снабженный рычагом 3 с возможностью поворота последнего соосно линии прокатки. Направляющие планки 4 связаны с рычагом 3 с возможностью перемещения параллельно линии прокатки. В направляющих планках 4 вьшолнены соосные отверстия для установки оси 5 корпуса 6. В цилиндрической расточке корпуса 6 перпендикулярной оси 5 смонтирован измерительный корпус 7, снабженный указателем 8 перемещения и установленным на стержне 9 иа:блонами 10 и 11 для осевой и радиальной настройки опорных валков. Стержень 9 относительно измерительного корпуса 7 установлен с возможностью соосйого перемещения и взаимодействует с указателем 8 перемещения.
Фиксация направляющих планок 4 в пазах рычага 3 осуществляется с помощью набора прокладок 12 и эксцентрикового фиксатора 13, а фиксация .(УГЛОВОГО положения рычага 3 упора 2 производится эксцентриковым фиксатором 14. Изменение длины измерительного корцуса 7 от оси 5 до торца шаблона 11 осуществляется, например, за счет резьбового сопряжения стержня 9 с измерительным корпусом 7, аналогичного устройству микрометрического нутромера.
Величину перемещения направляющих планок 4- параллельно линии прокатки определяют с помощью штангеншкалы 15, а угловое положение устройства I по отношению к заданному положению опорных валков с помощью шкалы 16.
60442
Перед yCTaHOBKO.ii устройства I в клеть его настраивают в следующей последовательности.
Эталонное расстояние R (фиг.21 от 5 оси качания измерительного корпуса 9 до торца шаблона 11 устанавливают например, с помоп№ю струбцины, настроенной по концевым мерам длины, а последующие изменения величины R
0 осуществляют с помощью микрометрической .шкалы на стержне 9 и измерительном корпусе 7. Компенсацию переточки бандажей опорных валков 17-20 и рабочих валков 21, т.е. K-R
s (фиг.3-5), а также установку расстояния L (фиг.1 и З) производят с помощью прокладок 12 мевду направляющими планками 4 и рьгчагом 3 и продольным перемещением направляющих
0 планок 4 в пазах рычага 3, где К расстояние от оси рычага 3 соосной линии прокатки до оси 5 качания измерительного корпуса 7, равное радиусу рабочего валка, L - расстояние от
5 плоскости осей рабочих валков до станины, равное состоянию оси измерительного корпуса до упора.
После установки устройства 1 на поверхность Б или В расточки станины 22 Гфиг.4 и 5J, рычаг 3 фиксируется от поворота относительно упора 2 в заданном положении для настройки, например, нижнего горизонтального опорноговалка 17 (ось качания измерительного корпуса 7 параллельна горизонтальной оси прокаткиJ. Путем качания предварительно настроенного по длине измерительного корпуса 7 с шаблонами 10 и II относительно оси 5 определяют положение линии, соединяющей ось опорного валка 17 с осью 5 по максимальному отклонению указателя 8 перемещения. При несоответствии показаний указателя 8
j перемещения заданному значению с помощью нажимного устройства корректируют радиальное положение опорного валка 17.
По окончании настройки положения нижнего опорного валка 17 поворотом рычага 3 в расточке упора 2 на угол, равный , где п - число опорных (рабочих) валков, устройство I ориентируют для настройки положения следующего опорного валка, например опорного валка 19. Приемы операции настройки валка 19 и последующих опорных валков аналогичны.
ВидА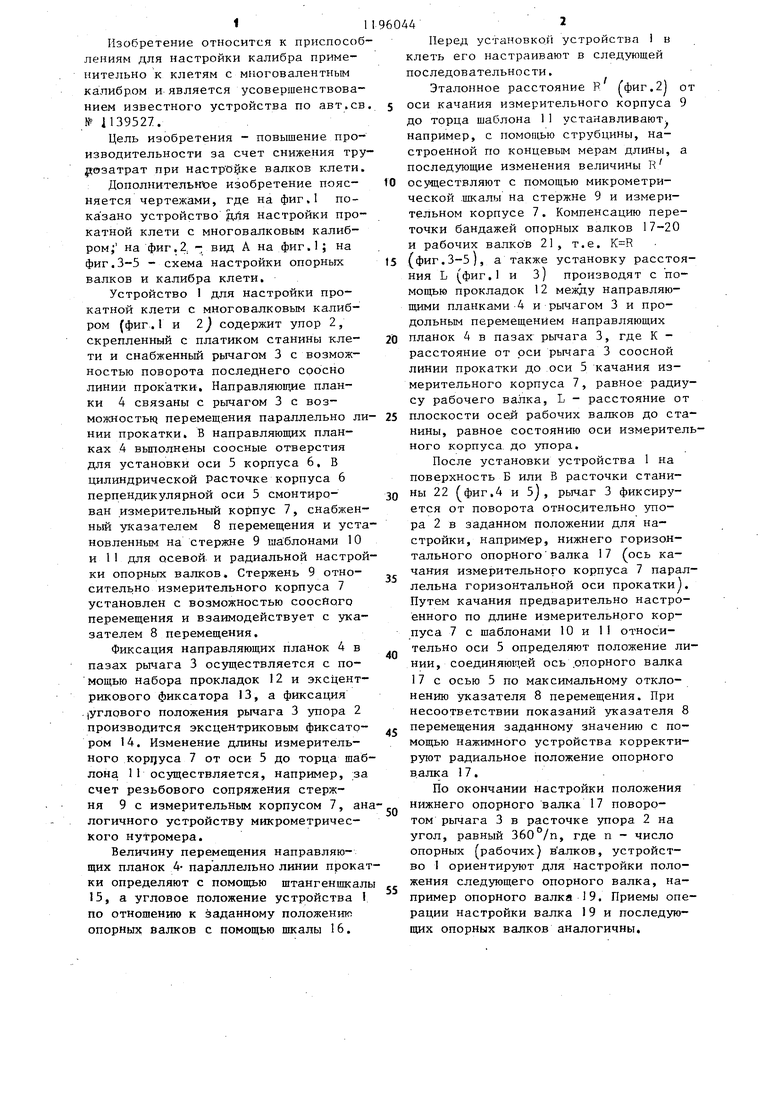
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1967 |
|
SU194037A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |


Гх
-8
х
фиг.
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| авт.св | |||
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| (Л | |||
