2. Способ по п. 1, о т л., и чающийся тем, что в процессе пластического деформирования производят вытяжку патрубка, вьшодя сварной шов из зоны концентрации напряжений.
1196062
3. Способ по п. 1, о т л и ч аю щ и и с я тем, что, с целью повышения коррозионной стойкости, пластическое деформирование термообрабатьшаемой зоны проводят в режиме сверхпластичности сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Способ обработки сварных соединений | 1981 |
|
SU1074911A1 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| Образец для моделирования деформации сварных швов при пневмоформовке листовых заготовок | 1983 |
|
SU1123766A1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2018427C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ, включаюпщй сварку трубных заготовок, термообработку и формирование плавного перехода в месте сопряжения трубных заготовок, отличающийся тем, что, с целью повышения ресурса изделия после сварки, термообработку проводят термоциклированием зоны сварного шва, а формирование плавного перехода осуществляют пластическим деформированием термообработанной зоны. S х 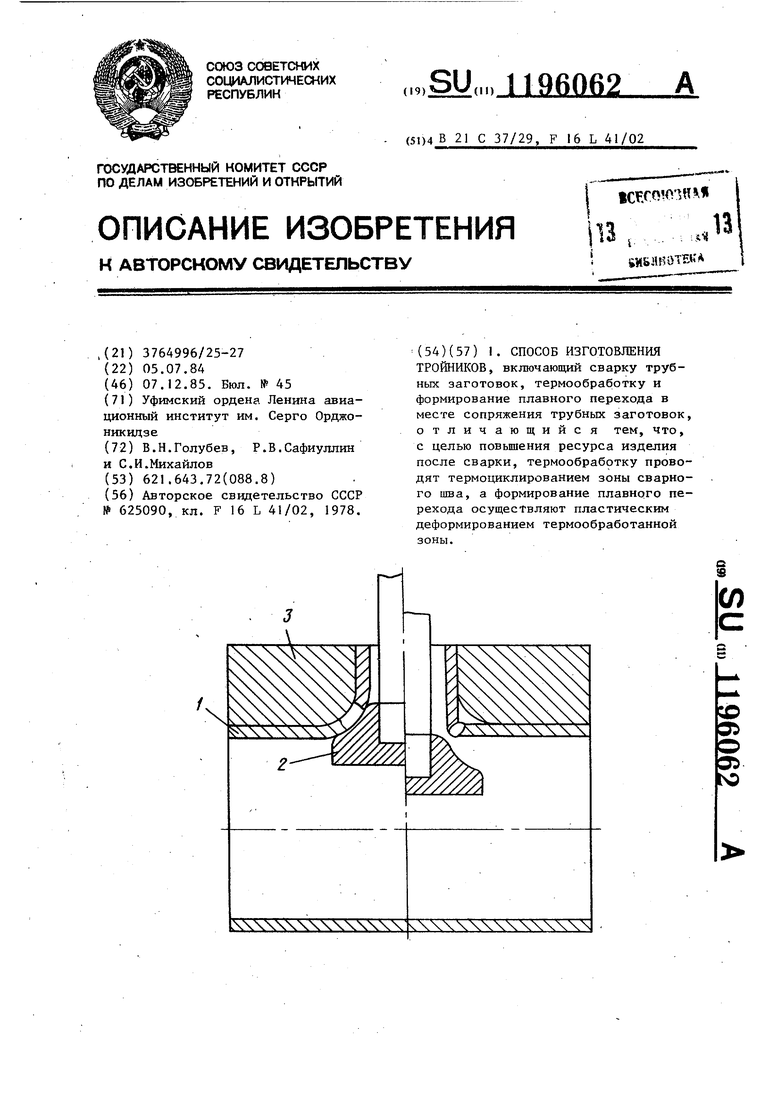
Изобретение относится к сварке и обработке металлов давлением и может быть использовано для изгото ления тройников, в том числе и кру ногабаритных диаметром до 1420 мм, применяемых при строительстве нефте- и газопроводов. Целью изобретения является повы шение ресурсов сварных тройников. Изготовление модельных тройников из сварной заготовки производилось в штамповом блоке на гидрав лическом прессе усилием 160 т. На чертеже показана схема дефор мирования сварной заготовки начапьньп и конечный момент) . На схеме обозначены сварная трубная заготовка 1, пуансон 2 и формирующая вставка 3. Термообработку проводят термоциклированием зоны сварки, а форми рование плавного перехода осуществляют пластическим деформировани термообработанной зоны, кроме того, в процессе формирования плавного перехода сварной шов вьшодят из зоны концентратора напряжений путем вытягивания патрубка и с целью повьшения коррозионной стойкос ти формирование плавного перехода проводят в режиме сверхпластичност металла шва. Полученные данным способом трой ники обладают свойствами бесшовных и равностенных, что достигается путем сочетания локальной термоциклической обработки и горячей деформ ции сварного соединения. При термоцшслической обработке, происходит подготовка структуры сварного соеди нения под горячую деформацию. Деформирование непосредственно после сварки осуществить невозможно из-за растрескивания сварного шва. После термоциклической обработки сварное соединение имеет повышенную пластичность, достаточную для получения плавного перехода в месте сопряжения трубных заготовок. В процессе горячей деформации сварное соединение становится однородным по структуре, причем для этого требуется тем меньшая степень деформации, чем лучше подготовлена структура в процессе термоциклирования. Максимально необходимая степень деформации составляет для сталей величину порядка 4060% (деформация осадкой), для сплавов титана - 30-50%. Полученная в результате совместной обработки структура металла сварного шва идентична структуре основного металла, что приводит к росту прочностных свойств сварного соединения до уровня основного металла. Исправление структуры сварного шва осуществляется совместно с процессом окончательной формовки тройника. По предлагаемому способу окончательную формовку сваренных трубных заготовок проводят в штамповом блоке. Выбором конструкции штампа можно получить плавный переход с обеих сторон сварной заготовки (с внешней и внутренней ) различного радиуса. Кроме.того, в данном способе возможно совместить процесс получения плавного перехода в месте сопряжения трубных заготовок с отбортовкой, что позволяет вьюести сварной шов из зоны возникновения максимальных напряжений.По предлагаемому способу окончательное деформирование можно проводить в условиях сверхпластичности, при этом появляются возможности полного устранения сварочных остаточных напряжений, снижений усилий деформирования, повьпаения коррозионной стойкости. Данный способ наиболее эффективен для производства крупногабаритных и толстостенных тройников, которые невозможно отлить или отштамповать из-за больших сложностей, связанных с нагревом таких массивных заготовок. Эта проблема решается путем локализации нагрева при термоциклической обработке и горячей деформации в районе сопряжения Т1 убных заготовок. Данный способ позволяет применять низколегированные, низкокачественные материалы, что снижает стоимость изготовления тройников.
По предлагаемому способу изготовлена опытная партия модельных тройников диаметром I50 130 при .толщине стенки 5 мм из стали 09Г2С Сварку трубных заготовок производипи электродами марки УОНИ-13/55 диаметром 3-4 мм. Термоциклическую обработку осуществляли по режиму 20 °С 20°С, количество циклов
960624
было равным 3, в лабораторной печи СНОЛ.
Нагрев штамповой оснастки осуществлялся нихромовой спиралью диаметром 2 мм до Т 800±10°С. Термообработанную заготовку помещали в штамповый блок и производили деформирование в зоне сварки для получения плавного перехода в месте сопряжения двух трубных заготовок.
10
Полученный таким образом тройник облада;ет следующими механическими характеристиками: rfg 57,1 Kr/cM,do2 4,8 см , , (. Сварной необработанный тройник имеет следующие механические I характеристики: 50,5 кг/см, (,8 кг/см 5 20%,73%.
Кроме того, деформирование вели в режиме сверхпластичности при С,8 3,3-lO c V В этом случае тройник обладает следующими характеристиками: dp 57,4 кг/см, ,2 кг/см,8 26%,(.
| Тройник | 1976 |
|
SU625090A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
