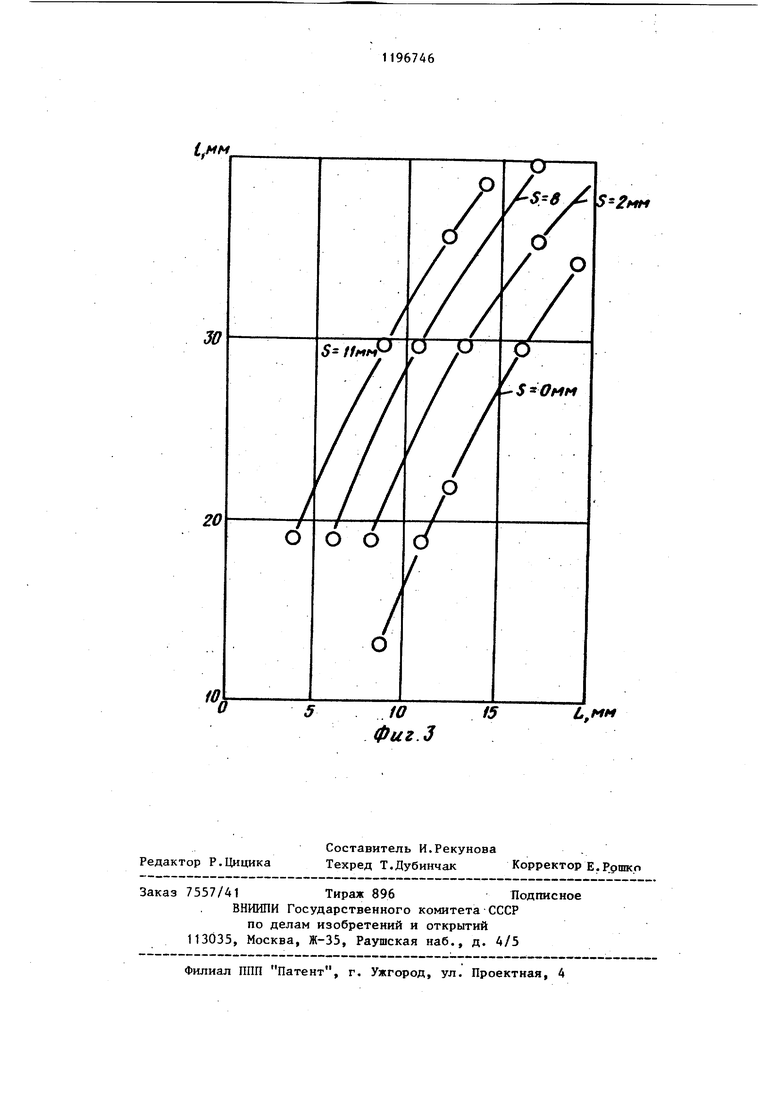
Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества стыковых сварных соединений из ферромагнитных материалов. Цель изобретения - расширение функциональных возможностей и повышеййе достоверности контроля. fla фиг. 1 показана схема устройства для осуществления способа магнитографическог|) vkoнтpoля сварных швов, имеющих обратный валик; на фиг. 2 - вид магнитограммы при различном расстоянии между пластинами подмагничивающей системы$ на фиг. 3 - график зависимости расстоя ния между пластинами подмагничивающей системы от ширины шва, при конт роле которого отсутствуют помехи. Схема устройства для осуществления способа магнитографического контроля сварных соединений содержит контролируемое изделие со сварным швом 1, П-образный электромагнит 2, устанавливаемый на поверхнос ти контролируемого изделия, ферромагнитную ленту 3 и подмагничивающу систему в виде пластин 4 со скосом кромки. Способ магнитографического контр ля сварных соединений осуществляетс следующим образом. К поверхности сварного шва 1 пло но прижимают ферромагнитную ленту 3 затем устанавливают на поверхность контролируемого изделия П-образный электромагнит 2 и пластины 4 дополнительной подмагничивающей системы, которые располагают симметрично отн сительно оси сварного шва 1 с произ вольной стороны на расстоянии , выбранном из соотношения: . -9,75+ YT36,5(L +0,7 5)-700 U 2 где U - ширина сварного шва 1; . 5 - толщина металла между плас- . тинами 4 подмагничивающей системы и ферромагнитной лентой 3. При магнитографическом контроле сварных соединений, имеющих обратный валик усиления шва 1, известным способом на магнитограмме наблюдают фон помех вследствие того, что раздвижение подмагничивающих пластин производят не из плоскости симметрии шва, а от краев обратного валика. На магнитограмме .(фиг.2) в этом случае наблюдают два ложных сигнала А, расположенных на одинаковом расстоянии от сигналов Б, обусловленных валиком усиления шва 1. При расположении пластин подмагничивающей системы (фиг.1) симметрично относительно шва 1 на расстоянии, выбранном из условия -9,75+1 136,5(L+0,75)-700 Р 2 L, ложные поля рассеяния оказываются за пределами шва 1. В этом случае они не записываются на ферромагнитную ленту 3, так как лента 3 на;участках от краев усиления шва 1 до пластин 4.подмагничивающей системы намагничивается до нacьш eния. Экспериментально установлена зависимость расстояния между пластинами 4 подмагничивающ ей системы, при котором отсутствуют помехи на магнитограмме, от ширины контролируемого шва 1 (фиг.З). Экспериментальные кривые аппроксимированы формулой: 0,01 Е L -0,75 + 1,7Е + 5,84, где L- ширина шва. Искомое расстояние 8 между пластинами 4 подмагничивающей системы можно определить также из эксперимр-нтальньк графиков (фиг. 3) ., Соотношение 9,75+Yl36,6(1+0,741-700 2 L, справедливо при условии L + 0,755 7f 5,84 (мм).
10.
52мм
L,MM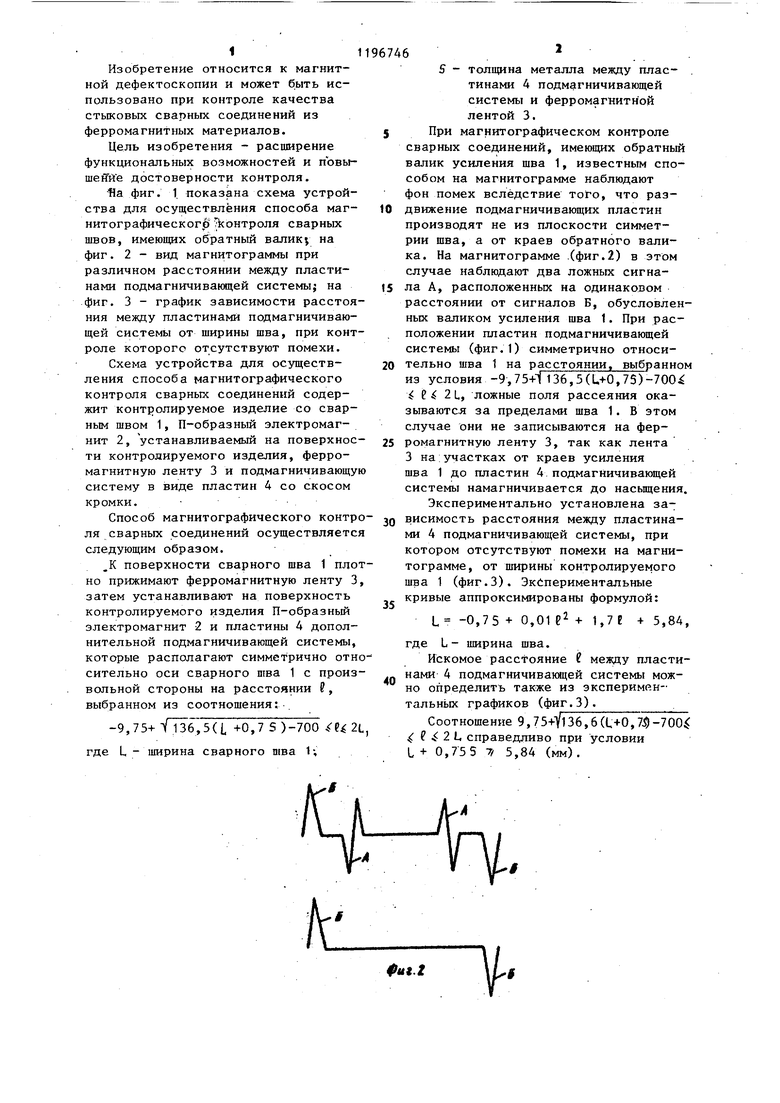
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1672344A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля | 1988 |
|
SU1672345A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1647374A1 |
| Намагничивающее устройство для магнитографической дефектоскопии | 1990 |
|
SU1795361A1 |
| Способ магнитографического контроля сварных соединений | 1987 |
|
SU1422125A2 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ, заключающийся в том,что на поверхность сварного шва : накладывают ферромагтпную центу, намагничивают сварной шов с помощью П-образ.ного электромагнита и дополнительной подмагничивающей системы в виде явул пластин со скосом кромки, уста1СЕСОЮЗЙАЯ „,,. , ТЕХКМ С:;Ай БИБДИОТЕНД новленных симметрично относительно оси сварного шва, и определяют количество сварного соединения по магнитограмме, полученной на ферромагнитной ленте, отличающийся тем, что, с целью расши- рения функциональных возможностей и пов-ьппения достоверности контроля, пластины со скосом кромки устанавливают на расстоянии Ч , выбранном из соотношения -9,75 +i 136,5 а + 0,7 5) -700 1 21, где L - ширина сварного шва, мм; S - толщина металла между kn пластинами подмагничивающей системы и ферромагнитной лентой, мм. О5 1 О)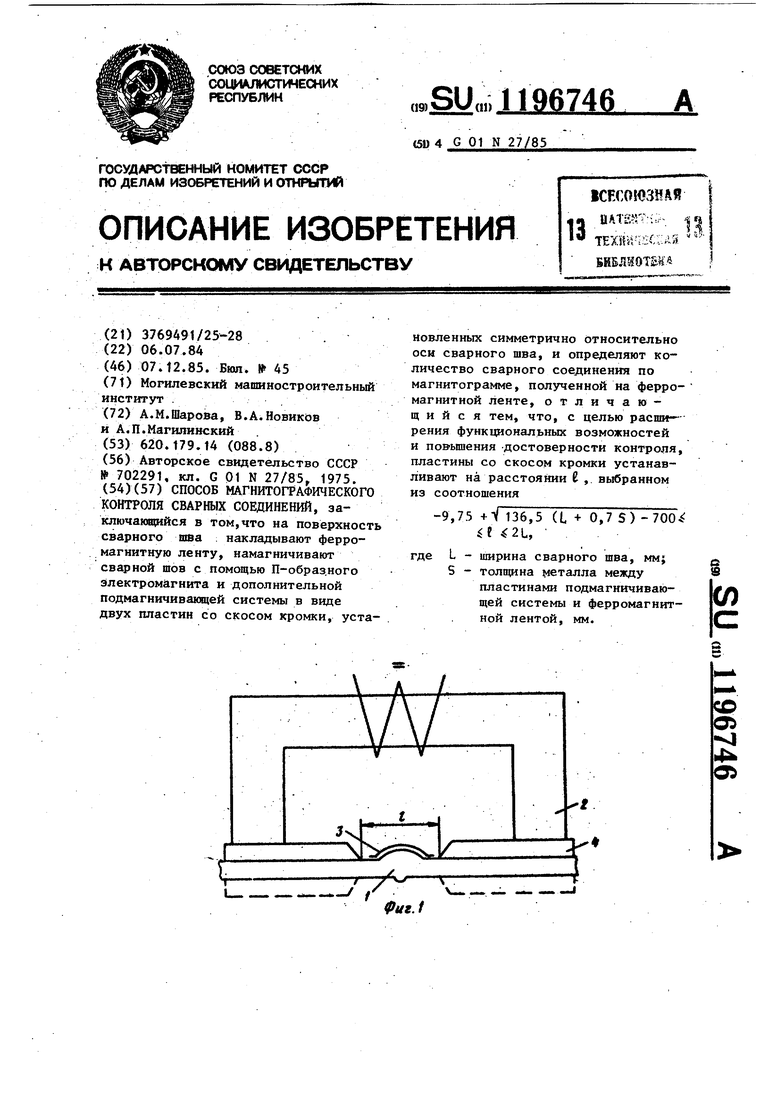
| Способ намагничивания при контроле односторонних сварных соединений | 1975 |
|
SU702291A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
