Изобретение относится к сварочному производству, а именно к контактной стыковой сварке оплавлением стальных полос и может быть использовано в стыкосварочиых машинах, установленных в высокопроизводительных агрегатах травления, укрупнения рулонов, профилегибочных и трубных станах, где сваркой обеспечивается iienpeрывность процесса переработки полос нз высоколегированных сталей, а сварные соединения подвергаются холодной 1рокатке с болыними обжатиями, формовке в профиль или трубу и многократным перегибам при транспортировке полосы в роликах, вследствие чего сварные соединения должны обладать достаточной пластичностью и прочностью, что достигается при сварке высокоуглеродистых сталей термической обработкой соединения непосредственно в сварной машине, при этом цикл сварки с термообработкой из условия обеспечения непрерывности работы агрегатов должен быть минимально возможным. Цель изобретения -- повышение качества сварных соединений за счет обеспечения стабильного нагрева. На чертеже изображена структурная схема предлагаемого устройства. Устрайство содержит программно-задающий блок 1, измеритель 2 температуры стыка, блок 3 сравнения, первый интегратор 4, ;щфференциатор 5, сумматор 6, выходной усилитель 7, тиристорный преобразователь 8,, сварочный трансформатор 9, релейный элемент 10, реле И и,12 времени, задатчики 13 и 14 времени, второй ключ 15, второй интегратор 16, первый ключ 17. переключатель 18, электронный секундомер 19, генератор 20 прямоугольных импульсов, третий ключ 21. Выход программно-задающего блока 1 соединен через первый ключ 17 с входом блока 3 сравнения, второй вход которого соединен с выходом измерителя 2 температуры стыка 2, выход блока 3 сравнения соединен с входами первого интегратора 4, дифференциатора 5, релейного элемента 10 и сумматора 6, с вторым и третьим входами которого соединены выходы первого интегратора 4 и дифференциатора 5, выход сумматора 6 соединен через выходной усилитель 7 к тиристорный преобразователь 8 с сварочным трансформатором 9, выход релейного элемента 10 соединен с управляющим входом первого реле 11 времени, второй вход которого соединен с выходом первого задатчика 13 времени, а выход соединен с управляющими входами второго реле 12 времени и второго ключа 15, второй вход которого соединен с выходом второго задатчика 14 времени, выход реле 12 времени в свою очередь соединен с управляющим входом первого ключа 17, выход второго ключа 15 соединен с управляющим входом втс.)рого интегратора 16, выход которого соединен с входом программно-задающего блока 1, а выходы реле времени соединены через переключатель 18 с электронным секундо.мером 19. Выход генератора 20 прямоугольных импульсов соединен через третий ключ 21 с входом программно-задающего блока 1, а управляющий вход третьего ключа 21 соединен с выходом первого реле 11 вреУстройство работает следующим образом. Перед началом работы с помощью программно-задающего блока 1 и задатчиков 13 и 14 времени выбирают необходимые уставки температуры термообработки, времени термообработки и охлаждения. Настройку указанных времен осуществляют с помощью электронного секундомера 19, который переключателем 8 подключают к соответствующему реле времени. При замыкании контакта в системе управления машиной (не показан) сигнал из программно-задающего блока 1 через замкнутый ключ 17 поступает на вход блока 3 сравнения, на второй вход которого поступает сигнал от измерителя 2 температуры. Сигнал рассогласования от блока 3 сравнения поступает на входы интегратора 4, дифференциатора 5 и сумматора 6, которые формируют пропорционально-интегрально-дифференциальный закоп регу.лироваиия. Сфор.мированный таки.м образом сигнал через выходной усилитель 7 воздействует на систе.му импульснофазового управления тиристорного преобразователя, который подает напряжение в первичную обмотку сварочного трансформатора 9. Напряжение вторичной обмотки трансформатора 9 подводят к полосе и производят разогрев шва. При достижении температурой шва заданного значения, сигнал на выходе блока 3 сравнения становится равным нулю. При этом срабатывает релейный элемент 10 и включает реле 11 времени, которое начинает отсчитывать время термообработки. Одновременно реле 11 времени выдает сигнал на замыкание ключа 21, через который в программно-задающий блок от генератора 20 прямоугольных импульсов поступает сигнал, моделирующий заданный уровень температуры. Таким образом осуП1ествляют термоциклирование, за счет чего сокрап1ается время термообработки. По окопчании заданного времени термообработки реле И времени выдает сигнал на размыкание к;иоча 21 и на включение реле 12 времени, которое начинает отсчитывать время ох„1аждения. Одновременно сигнал )еле 11 времени через ключ 15 включает интегратор 16, напряжение на выходе которого начинает возрастать. Напряжение с выхода интегратора 16 подается в блок 1, где вычитается из напряжения, пропорционального температуре термообработки. Таким образом, задание начинает уменьшаться с заданной скоростью, что приводит к снижению температуры с той же скоростью. По окончании заданного времени охлаждения реле 12 времени выдает сигнал на приведение всей системы в исходное состояние. При использовании предлагаемого устройства отпадает необходимость настройки
тока при смене сечении полос, так как устройство автоматически выбирает требуемый режим работы тиристорного преобразователя и тем самым определяет уровень тока, проходящего через стык. Устройство имеет несколько заранее настроенных программ термообработки для каждой марки стали, которые выбираются оператором с помощью переключателя в зависимости от обрабатываемой марки стали. Наиболее объективным критерием качества соединений является их прокатываемость без обрывов на стане.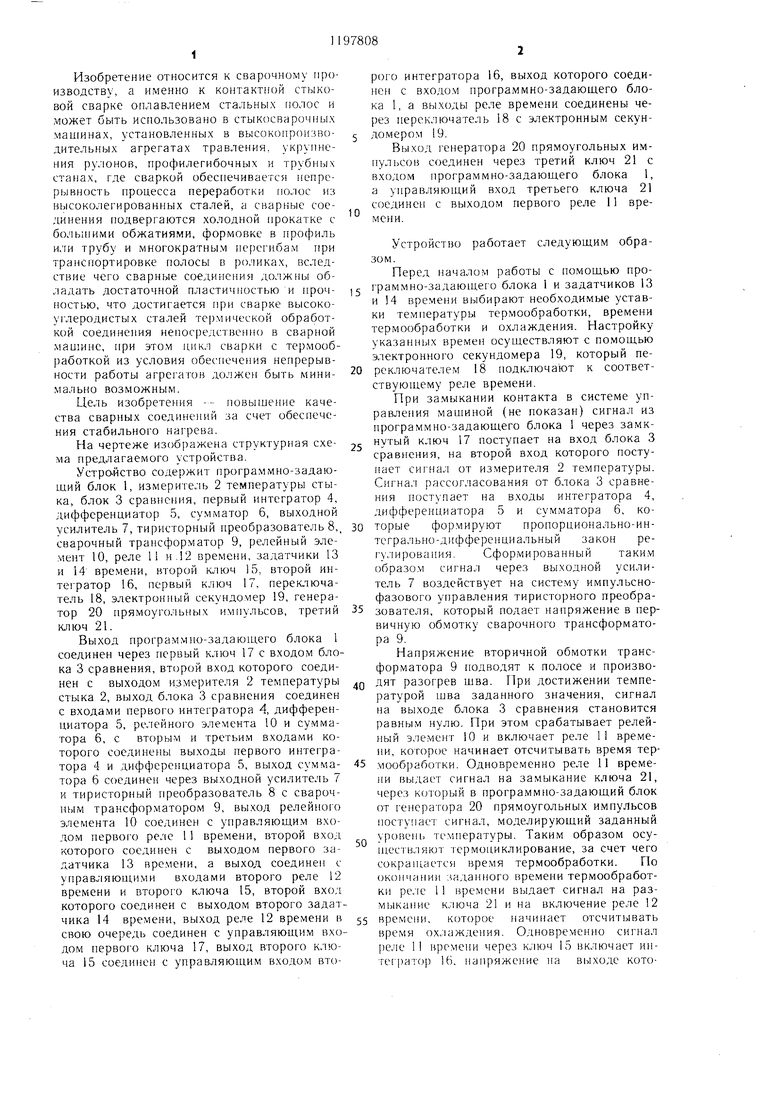
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической термообработки сварных швов | 1985 |
|
SU1269945A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Сварочный выпрямитель | 1990 |
|
SU1836199A3 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Импульсный регулятор | 1981 |
|
SU1004969A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1977 |
|
SU743741A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ, содержащее сварочный трансформатор, к которому подсоединен сумматор через выходной усилитель и тиристорный преобразователь, блок сравнения, входы которого подсоединены к измерителю температуры и входу первого ключа, а выход блока сравнения соединен с первым входом сумматора, последовательно соединенные релейный элемент, первое и второе реле времени, а также второй ключ, отличающееся тем, что, с целью повышения качества сварных соединений за счет обеспечения стабильного нагрева, в него введены программно-задающий блок, два интегратора, дифференциатор и два задатчика времени, при этом выходы первого и второго задатчиков времени соединены соответственно с первым и вторым реле времени, выход последнего соединен с первыми входами первого и второго ключей, второй вход которого соединен с выходом первого реле времени, а его выход через первый интегратор и программно-задающий блок - с вторым вхо дом второго ключа, выход блока сравнения I соединен с входом второго интегратора, входом дифференциатора и входом релей(Л ного элемента выход интегратора и выход дифференциатора соединены соответственно с вторым и третьим входами сумматора. 2. Устройство по п. 1, отличающееся тем, что, с целью сокращения времени термообработки, в него введены последовательно соединенные третий ключ и генератор прямоугольных импульсов, при этом второй вход третьего ключа соединен с вторым входом со второго ключа, а выход третьего ключа - с выходом первого интегратора. СХ) о 00
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ШТИФТОВОЙ СВАРКИ ЗАКРЫТОЙ ВОЛЬТОВОЙ ДУГОЙ | 1924 |
|
SU942A1 |
| Широковский Р | |||
| И | |||
| и др | |||
| Устройство автоматической термообработки стыков стальной проволоки | |||
| - Автоматическая сварка, 1981, № 5, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
